1 2
Реферат
Введение
1 ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
1.1 Анализ организаций системы контроля качества продукций на предприятий
2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Характеристика типа производства
2.2 Анализ технологичности конструкции детали
2.3 Маршрутная технология
2.4 Выбор средств измерений и контроля
2.5 Анализ результатов контроля качества детали и формирование предложений по совершенствованию производственного процесса
2.6 Техническое нормирование
2.6 Расчет полей допусков на ответственные размеры (построение схем полей допусков)
3 КОНСТРУКТОРСКАЯ ЧАСТЬ
3.1 Расчёт и конструирование калибров на ответственный размер
4 ЭКОНОМИЧЕСКАЯ ЧАСТЬ
5 ОРГАНИЗАЦИОННАЯ ЧАСТЬ
5.1 Организация технического контроля на участке
5.2 Охрана труда и пожарная безопасность
ЗАКЛЮЧЕНИЕ
СПИСОК ИСТОЧНИКОВ ИНФОРМАЦИИ
ПРИЛОЖЕНИ
ВВЕДЕНИЕ
Машиностроение в современном мире является важнейшей отраслью хозяйственной деятельности, определяющей степень и прогресс развития различных отраслей промышленности: металлургии, энергетики, сельского хозяйства, оборонной промышленности и многих других.
Технология машиностроения – техническая наука, изучающая закономерности теоретических и практических приёмов механической обработки деталей машин, обеспечивающих требуемое качество обработки при заданной производственной программе с наименьшей себестоимостью.
Технология машиностроения по своей природе является наукой комплексной, отражающей все многообразие взаимосвязанных явлений, возникающих как на этапе изготовления детали, или сборки узла, так и в процессе выполнения всего технологического процесса. Поэтому базой технологии машиностроения как науки являются многие теоретические и технические науки, такие как теоретическая механика, сопротивление материалов, некоторые разделы математики, детали машин, теория резания, металлорежущие станки и инструменты, основы стандартизации и технические измерения.
Научные работы по вопросам технологии машиностроения появились с началом развития машиностроительного производства. В этих работах обобщался накопленный производственный опыт. Еще в 1904 г. Академик В.М. Севергин сформулировал первые основные положения о технологии процессов: технология–наука о ремеслах и заводах.
Она призвана разработать теорию технологического обеспечения и повышения качества изделий машиностроения с наименьшей себестоимостью их выпуска. Машиностроение — ведущая отрасль мировой промышленности, занимает первое место среди всех отраслей по числу занятых и по стоимости продукции. Машиностроение- одна из важнейших отраслей обрабатывающей промышленности. Именно эта отрасль отражает уровень научно-технического прогресса и обороноспособности страны, определяет развитие других отраслей хозяйства.
Продукция нуждается в проверке на разные дефекты. Этой работой занимается контролер станочных и слесарных работ.
Контролер должен взаимодействовать с центральной лабораторией измерительной техники, с цехами и участками, с инженером по качеству отдела технического контроля. В первом случае взаимодействие заключается в подаче заявки на проведение высокочастотных и арбитражных измерений и испытаний.
Здесь может включаться в дело даже радиоэлектронная аппаратура, которая поможет выявить погрешность в выпущенном изделий. Сотрудничество с участками происходит в процессе производства изделия, которое изготавливается в несколько этапов, происходящих в определенных цехах. Контроль с инженером в большей степени связано с подачей данных о забракованных изделиях и указанием причин.
Контролёр следит, чтобы выпускаемая продукция соответствовала технологической документации, чертежам и ГОСТ.
Организация контроля качества продукции на предприятии требует создания специальной системы, которая представляет собой совокупность взаимосвязанных элементов для проверки и всех используемых средств и методов оценки качественных характеристик изготавливаемой продукции, а также средств профилактики брака на разных этапах производственного процесса.
В состав общей системы входят элементы, отвечающие за распознавание брака и визуальное определение качества изделий, а также за проверку не только качественных, но и количественных показателей производства, к примеру, счетчики продукции на конвейере. Система дает возможность сопоставлять достигнутые результаты производственного процесса с запланированными, быстро реагировать на любые сбои на всех этапах до того, как они негативно отразятся на характеристиках выпускаемой продукции.
Тема дипломного проекта: Анализ и разработка мероприятий по повышению качества продукций АО ‹‹НПК ‹‹УВЗ›› на примере контроля детали ‹‹Вал››.
Целью дипломного проекта является: разработать технический процесс контроля детали «Вал» и организационных мероприятий контроля в условиях серийного производства
Задачи дипломного проекта:
1.Осуществить анализ организации системы контроля качества продукции на предприятии.
2.Изучить и проанализировать исходные данные.
3.Внести изменения и дополнения в маршрутную технологию.
4.Осуществить выбор средств измерения и контроля .
5.Осуществить анализ результатов контроля качества детали и сформулировать предложения по совершенствованию производственного процесса.
6.Осуществить расчет технического нормирования.
7.Осуществить расчет и конструировать калибр на ответственный размер.
8.Осуществить анализ организации технического контроля на участке.
9.Осуществить анализ охране труда и пожарной безопасности на участке.
10.Разработать технологический процесс контроля детали «Вал».
11.Заполнить техническую документацию контроля детали «Вал ».
1 ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
1.1. Анализ организаций системы контроля качества продукций на предприятий
Функционирование системы качества — это выполнение руководством предприятия и подразделений своих функций в системе качества. В этом состоит содержательная сторона деятельности системы, то есть то, для чего она предназначена. Но поскольку в реализации функций системы качества в той или иной мере участвуют практически все подразделения предприятия, возникает необходимость планирования, координации и методического обеспечения работ подразделений в системе качества.
На предприятии проводятся внутренние проверки и совершенствуется система, организовывать деятельность кружков качества, представлять систему качества на переговорах с заказчиками, а также — проводить сертификацию продукции и системы качества.
Проведение контроля качества на производственном участке осуществляется следующим образом:
После завершения промывки деталей , детали транспортируются в таре на место проведения технического контроля (контрольная плита).
Предоставляется технологический процесс контролёру БТК . Данная документация может быть предоставлена мастером участка.
С наличием технологического процесса находится необходимая контрольная операция , проверяется наличие читаемого эскиза и размеров указанных на нём. Изучается список требуемых средств измерения для проведения контроля . При отсутствии какого-либо средства измерения из указанных , контролёру необходимо выписать данное средство измерение (название, серийный номер, размер) и получить его в инструментальной кладовой цеха .
Осуществляется внешний контроль деталей на наличие видимых повреждений , а так же клейм за предыдущие контрольные операции. При обнаружении видимых дефектов контролёр сообщает мастеру участка о данном факте . Деталь не может быть принята до устранения дефекта .
Осуществляется контроль соответствия шероховатости при помощи сравнения действительной с эталоном.
Осуществляется контроль указанных параметров в соответствии с технологическим процессом при помощи средств измерения. При обнаружении брака(исправимого, неисправимого) контролёр обязан сообщить мастеру участка о наличии бракованных деталей в партии , а так же указать на причину.
По окончанию проведения контроля на детали проставляется контрольное клеймо , говорящее о соответствии продукции документации. Тип клеймения (химическое, ударное), место клеймения и вид клейма (межоперационное, окончательное ) указаны в технологическом процессе. Клеймение в паре осуществлять как мастер участка с согласия контролёра БТК и соблюдением правил безопасности, так и сам представитель БТК с соблюдением правил безопасности.
— По завершению клеймения партия (деталь) транспортируется на последующие этапы производственного процесса.
2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1. Характеристика типа производства
Типы производства, это определенная структура и организация производственной деятельности от которой зависит объём и качества выполненных работ. Различают три типа производства: единичное, серийное, массовое. В дипломе применяется серийное производство.
Единичное производство характеризуется широким ассортиментом продукции и малым объемом выпуска одинаковых изделий, зачастую не повторяющихся. Особенности этого типа производства заключаются в том, что рабочие места не имеют глубокой специализации, применяются универсальное оборудование и технологическую оснастку.
Массовое производство характеризуется изготовлением ограниченной номенклатуры однородной продукции в больших количествах в течение относительно продолжительного периода времени. Массовое производство — высшая форма специализации производства, позволяющая сосредоточивать на предприятии выпуск одного или нескольких типов одноименных изделий. Непременным условием массового производства является высокий уровень стандартизации и унификации при конструировании деталей, узлов и агрегатов.
В дипломе применяется серийное производство.
Серийное производство характеризуется изготовлением ограниченной номенклатуры продукции партиями (сериями), повторяющимися через определенные промежутки времени.
В зависимости от размера серии различают мелкосерийное, среднесерийное и крупносерийное производства. Особенности организации серийного производства заключаются в том, что удается специализировать рабочие места для выполнения нескольких подобных технологических операций, наряду с универсальным применять специальное оборудование и технологическую оснастку, широко применять труд рабочих средней квалификации, эффективно использовать оборудование и производственные площади, снизить, по сравнению с единичным производством, расходы на заработную плату.
2.2. Анализ технологичности конструкции детали
Деталь «Вал» – относится к типу тел вращения.
Основным назначением данного типа деталей является передача крутящего момента от источника к приемнику.
Конфигурация данной детали и её материал (сталь 45) позволяют применять более прогрессивные методы получения заготовок, которые позволяют снизить объём механической обработки.
При конструировании данной детали использованы простые геометрические формы, которые позволяют применить высокопроизводительные методы механической обработки.
Основные поверхности цилиндрические, что позволяет совмещать установочные и измерительные базы и облегчает её базирование при обработке на металлорежущем оборудовании. В конструкции предусмотрены возможность подхода и выхода режущего инструмента при обработке всех поверхностей, в следствии этого механическая обработка детали производиться на стандартном металлорежущем оборудовании с применением в основном стандартной и универсальной технологической оснастки.
Общая шероховатость поверхности детали «Вал « Ra 6,3 и точность h 12 задана для поверхностей, к которым не предъявляются требования по соосности, радиальному биению и другие технические требования. Так же в конструкции детали имеются особо ответственные поверхности шероховатостью Ra 1,25 и Ra 3,2 и точностью h7 и h10.
Деталь «Вал» – ступенчатый вал с габаритными размерами 340 мм х 65 мм.
Цилиндрические поверхности Ø55h7( ) и Ø55h7( ) шероховатостью Ra 1,25 мкм являются сборочными базами. Заданные шероховатость и точность обусловлены тем, что по этим поверхностям деталь контактирует с другими элементами в собранном узле. Для обеспечения заданных условий по точности и качеству эти поверхности необходимо шлифовать. В конструкции детали имеются пазы для выхода инструмента при обработке.
Торцы детали притупляются фасками 1 х 45°.
Деталь изготовлена из нелегированной специальной стали марки 45 ГОСТ 1050 – 15. В таблице 1 представлена общая характеристика материала.
Таблица 1 — Характеристика материала 45 ГОСТ 1050 — 2015
| Марка | 45 |
| Заменитель | 45X, 50, 50Г2 |
| Классификация | Сталь нелегированная специальная |
| Применение | Используется для изготовления улучшаемых, нормализованных, с поверхностной обработкой деталей повышенной прочности – распределительные/ коленчатые валы, кулачки, цилиндры, бандажи, шпиндели, шестерни, вал-шестерни и изделия. |
Химический состав стали 45 влияет на прочность, твёрдость и износостойкость материала.
Таблица 2 — Химический состав стали 45 ГОСТ1050 -2015 (%)
| C | Si | Mn | Ni | S | P | Cr | Сu | Fe |
| 0.42-0.5 | 0.17-0.37 | 0.5-0.8 | до 0.25 | до 0.04 | до 0.035 | до 0.25 | До 0.25 | ~97 |
Удельный вес: 7850 кг/м3
Термообработка: Закалка 850oC, вода. Отпуск 650oC, воздух. Закалка поверхностная 850oC. Низкий отпуск 160oC.
Твердость материала: HB 10 -1 = 170 МПа
Температура ковки, °С: от 1250 до 700 оС с последующим охлаждением на воздухе (для деталей, сечение которых варьируется до 400 мм).
Обрабатываемость резанием: в горячекатаном состоянии при HB 170-179 и σв=640 МПа, К υ тв. спл=1 и Кυ б.ст=1
Свариваемость материала: трудно свариваемая. Способы сварки: РДС, КТС.
Флокеночувствительность: малочувствительна.
Склонность к отпускной хрупкости: несклонна.
Таблица 3 — Механические свойства при Т=200С материала 45
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | Мпа | Мпа | % | % | кДж / м2 | — |
| Пруток, ГОСТ 10702-78 | — | — | 590 | — | — | 40 | — | Отжиг |
Технологичность конструкции – это совокупность свойств конструкции изделия, определяющих её приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте при заданных показателях качества, объёма выпуска и условия выполнения работ.
Технологичность конструкции детали оценивают на двух уровнях – качественном и количественном. Качественная оценка предопределяет количественную и сводится к определению соответствия конструкции детали следующим требованиям:
Конструкция должна быть стандартной или состоять из стандартных и унифицированных элементов;
Конструкция детали обеспечивает свободный доступ инструмента к обрабатываемым поверхностям;
Точность размеров, качество поверхностей и их взаимное расположение может быть достигнуто традиционными методами обработки: точение, сверление, протягивание.
При проведении количественного анализа технологичности детали определяем следующие коэффициенты:
Коэффициент уровня технологичности по шероховатости. Коэффициент шероховатости Кшо определяется по ГОСТ 14202-73, и принимается в пределах от 0 до 1;
где Бср. – средний класс шероховатости обработки данной детали;
где 1,2,…,14-класс шероховатости обработки;
n1, n2, …,n14— количество поверхностей данного класса шероховатости;
если Кш.о< 0,09 – то деталь считается трудоёмкой в изготовлении;
если Кш.о.> 0,09 – то деталь нормальной трудоёмкости;
т.к. расчётный Кш.о = 0,097 — деталь считается нормальной трудоёмкости в изготовлении;
уровень технологичности по точности обработки детали;
коэффициент точности КТО является относительно частым показателем технологичности конструкции и определяется по ГОСТ 14202-73.
Расчетная формула:
где Аср. – средний квалитет точности обработки детали;
где 6,7,…,14 – квалитеты точности изготовления;
n6, n7,…,n14 – количество размеров данного квалитета;
если Кт.о.< 0,08, то деталь считается весьма точной;
если Кт.о.> 0,08, то деталь считается нормальной точности;
т.к. расчётный Кт.о.= 0,087 — деталь считается нормальной точности. На основании качественной и количественной оценки технологичности установлено то, что деталь «вал» не должна подвергаться изменениям и пересмотру.
2.4. Маршрутная технология
В Построение маршрутной технологии зависит от конструктивно — технологических особенностей детали и требований точности. При разработке технологического процесса изготовления детали, необходимо следовать последовательности операций.
Таблица 4 – Исходная маршрутная технология
| № операции | Операция | Оборудование | Содержание операции |
| 000 | Заготовительная | Горизонтально – ковочная машина | Объемная штамповка |
| 005 | Термообработка нормализация | Охлаждение на воздухе | |
| 010 | Фрезерно – центровальная | Фрезерно – центровальный полуавтомат мод. МР — 71 | Фрезерование торцов, сверление центровочных отверстий |
| 015 | Токарная с ЧПУ черновая | Токарный центр MetalMaster L 40 с ЧПУ | Черновая обработка поверхности |
| 020 | Токарная с ЧПУ чистовая | Токарный центр MetalMaster L 40 с ЧПУ | Точить поверхности окончательно |
| 025 | Шпоночнофрезерная | Вертикальный консольно – фрезерный станок мод. FSS450MR | Фрезерование шпоночного паза на шейке вала |
| 035 | Термообработка | Калить поверхности | |
| 040 | Круглошлифовальная | Универсальный круглошлифовальный станок Paragon мод. GU – 3250S | Шлифование наружной цилиндрической поверхности |
В предложенном маршруте обработки детали необходимо установить место контрольных операций входного контроля, промежуточного контроля и окончательного контроля.
Входной контроль — составная часть системы качества предприятия, целью которого служит контроль качества продукции поставщика для предупреждения запуска в производство материалов, несоответствующих установленным требованиям.
Промежуточный контроль- выполняется по ходу технологического процесса(пооперационный).
Окончательный контроль- контроль после выполнения последней технологической операции.
Таким образом в маршруте после заготовительной операций термообработка, выполняется операция входного контроля, после выполнения всех формообразующих операций : фрезерно – центровальная, токарная с ЧПУ черновая, шпоночно-фрезерная, слесарная, моечная. необходимо выполнить операцию промежуточного контроля. Далее выполняется термообработка, шлифовальная операция. моечная. После этого выполняется окончательный контроль.
Таблица 5 – Принятая маршрутная технология
| № операции | Операция | Оборудование | Содержание операции |
| 000 | Заготовительная операция | Горизонтально – ковочная машина | Объемная штамповка |
| 005 | Термообработка нормализация | Охлаждение на воздухе | |
| 010 | Входной контроль | Контрольная плита | |
| 015 | Фрезерно – центровальная | Фрезерно – центровальный полуавтомат мод. МР — 71 | Фрезерование торцов, сверление центровочных отверстий |
| 020 | Токарная с ЧПУ черновая | Токарный центр MetalMaster L 40 с ЧПУ | Черновая обработка поверхности |
| 025 | Токарная с ЧПУ черновая | Токарный центр MetalMaster L 40 с ЧПУ | Точить поверхности окончательно |
| 030 | Шпоночно-фрезерная | Вертикальный консольно – фрезерный станок мод. FSS450MR | Фрезерование шпоночного паза на шейке вала |
| 035 | Слесарная | Слесарная установка | Зачистить заусенцы |
| 040 | Моечная | Моечная машина | Промыть деталь |
| 045 | Контроль Межоперационный | Контрольная плита | Проверить все полученные размеры |
| 050 | Термообработка | Калить поверхности | |
| 055 | Шлифовальная | Универсальный круглошлифовальный станок Paragon мод. GU – 3250S | Шлифование наружной цилиндрической поверхности |
| 060 | Моечная | Моечная машина | |
| 065 | Контроль окончательный | Контрольная плита | Проверить полученые размеры |
2.4. Выбор средств измерений и контроля
При выборе средств измерений в первую очередь должно учитываться допустимое значение погрешности для данного измерения, установленное в соответствующих нормативных документах.
В случае, если допустимая погрешность не предусмотрена в соответствующих нормативных документах, предельно допустимая погрешность измерения должна быть регламентирована в технической документации на изделие.
Таблица 6 – Окончательный контроль
| Контролируемые размеры | Контрольно-измерительные инструменты | Основное время Тосн | ||
| Окончательный контроль | ||||
55h7
| Калибр-скоба, 55(-0,03) ПР-НЕГОСТ 18360-93 Индикатор ИЧ 1- 0,1 ГОСТ 577-68 | T-0,066 | ||
| 65h12 | Калибр-скоба, 55(-0,03) ПР-НЕ ГОСТ 18360-93 | T-0,066 | ||
| 55h7 | Калибр-скоба, 55(-0,03) ПР-НЕ ГОСТ 18360-93 | T-0,066 | ||
| 45h7 | Калибр-скоба, 45(-0,100) ПР-НЕ ГОСТ 18360-93 | T-0,066 | ||
| 85h10 | Шаблон, 85(-0,870) ПР-НЕ ГОСТ 16085-80 | T-0,063 | ||
| 125h14 | Калибр-скоба, ( ) ПР-НЕ ГОСТ 18360-93 | T-0,100 | ||
| 79h14 | Шаблон, 79(-0,870) ПР-НЕ ГОСТ 16085-80 | T-0,063 | ||
| 340h14 | Калибр-скоба, (-0,100) ПР-НЕ ГОСТ 18360-93 | T-0,156 | ||
| 14D9
| Калибр-призма, 14 ГОСТ-24109-80 | Т-0,5 | ||
| Ra 1.25 | Образцы шероховатости ГОСТ 9378-93 | T-0,2 | ||
| Ra 3.2 | Образцы шероховатости ГОСТ 9378-93 | T-0,2 | ||
| Ra 6.3 | Образцы шероховатости ГОСТ 9378-93 | T-0,2 | ||
| 1×45 | Шаблон на фаску 1×45 ГОСТ 10948-64 | T-0,6 | ||
При проверке детали вал используются следующие контрольно – измерительные инструменты:
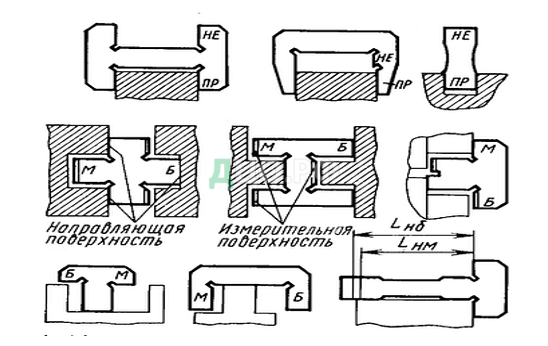
При контроле применяют предельные и регулируемые калибр-скобы (ГОСТ 18360-93). К предельным калибр-скобам относятся: скобы листовые односторонние и двусторонние; скобы штампованные односторонние, двусторонние и односторонние с ручкой.
Регулируемые калибр-скобы позволяют компенсировать износ и могут настраиваться на разные размеры, относящиеся к определенным интервалам. Однако по сравнению с нерегулируемыми скобами они имеют меньшую точность и надежность и обычно применяются для контроля размеров с допусками не точнее 8 квалитета точности.
Ещё в детали проверяются ряд размеров специальными профильными шаблонами (ГОСТ 16085-80), измерительная кромка которых воспроизводит профиль изделия. По способу проверки изделий профильные шаблоны делятся на прикладные и накладные.
Прикладные шаблоны имеют профиль обратный по отношению к проверяемому профилю изделия. Проверку изделия производят на основании глазомерной оценки величины просвета при прикладывании шаблона к изделию.
В зависимости от формы и качества поверхности проверяемого изделия обеспечивается возможность выявления просвета (световой щели) в 0,003…0,005 мм.
Накладные шаблоны имеют контур аналогичный проверяемому изделию. Проверку производят путем наложения калибра на проверяемое изделие и визуальной оценки совпадения их контуров. Из-за сложности точного совмещения их контуров. Однако, наличие фасок на кромках и явления параллакса делает точность контроля накладными шаблонами значительно ниже, чем прикладными.
Накладные шаблоны применяют только для контроля плоских изделий. Для контроля профиля тел вращения они непригодны.
Единой системы допусков на профильные калибры не существует.
Материалом для изготовления профильных калибров служит листовая легированная сталь.
Также иногда применяют шаблоны на фаску (ГОСТ 10948-64).
Используют набор калиброванных пластин и шаблон, который устанавливают базирующей поверхностью — «ножкой» на поверхность отверстия, вала или стенки, а рабочей поверхностью на фаску, в зазор между поверхностью детали и шаблоном вводят набор калиброванных пластин.
Рисунок 6 – Шаблон на фаску ГОСТ 10948-64
В детали имеется паз который проверяют с помощью калибра-призмы (ГОСТ-24109-80). Контроль элементов шпоночных соединений в массовом и серийном производстве осуществляется поэлементно предельными калибрами, а также комплексными шпоночными калибрами. Глубину шпоночных пазов отверстия и вала контролируют калибрами-глубиномерами, а ширину шпоночного паза — пазовыми калибрами .
Ширину паза и отклонение от симметричности контролируют комплексными калибрами: калибром-призмой и калибром-пробкой.
Контроль изделий со шпоночными пазами с помощью комплексных проходных калибров показывает следующее. Шпоночный вал годен, если калибр-призма входит в паз, прижимаясь к поверхности вала.
При этом диаметр вала, ширина и глубина шпоночного вала не должны выходить за предельные размеры. Втулка со шпоночным пазом годна, если калибр-пробка входит в контролируемое отверстие, при этом диаметр отверстия втулки, ширина и глубина паза не выходят за предельные размеры.
Рисунок 3 –Калибр-призма. ГОСТ-24109-80
В детали присутствует биение и для его контроля нам понадобится индикатор ИЧ-1 (ГОСТ 577-68).
Индикаторы предназначены для относительных замеров и контроля отклонений от заданных параметров эталонных деталей. Все измерения выполняются в пределах сотых долей миллиметра.
Принцип действия таких приборов основан на преобразовании малых измеряемых отклонений в большие, удобные для восприятия человеком. Для этого используются шестеренчатые, пружинные или электронные передаточные устройства.
Корпус (1); циферблат (2); ободок (3); стрелка 4); указатель (5); гильза (6); измерительный стержень (7); измерительный наконечник (8); указатель поля допуска (9).
Рисунок 4 –Индикатор (ГОСТ 577-68)
Так-же нам понадобятся образцы шероховатости поверхности (ГОСТ 9378-93) – это образцы, имеющие известные параметры шероховатости. Под шероховатостью поверхности понимается совокупность неровностей, образующих ее рельеф.
Образцы шероховатости получают определенным способом обработки — расточкой, точением, фрезерованием, строганием, шлифованием, полированием и т.д. Материал образцов – сталь, медь, алюминий, титан, латунь и другие металлы. Общие технические условия для эталонов шероховатости определены.
Рисунок – 5 Образцы шероховатости ГОСТ 9378-93
2.5. Анализ результатов контроля качества детали и формирование предложений по совершенствованию производственного процесса
Выборка количества деталей для контроля в соответствии с ГОСТ 18321 -73 составит 20шт.
Для выполнения анализа результатов выбран шкальный инструмент Штангенциркуль-1-125-0.05 ГОСТ 166-89.
По результатам анализа на ответственный размер Ø ) на рисунке 6 был выявлен исправимый брак с размером 85,1 мм.
Причина брака:
-Неисправность отдельных узлов станка
-Применение некачественного режущего инструмента
— затупленние рабочего инструмента
-Неправильная наладка станка
-Погрешность измерительного инструмента
Исправимый брак- это продукция которая после исправления может быть использована по прямому назначению и исправление которых технически возможно и экономически целесообразно.
Рисунок 6 — график анализа на ответственный размер Ø )
По результатам график анализа на ответственный размер Ø ) на рисунке 7 не было выявлено брака.
Рисунок 7 — график анализа на ответственный размер Ø )
По результатам график анализа на ответственный размер Ø ) на рисунке 8 был выявлен неисправимый брак.
Неисправимый брак – это продукция которая имеет неустранимый дефект и не может использоваться по назначению.
Рисунок 8 — график анализа на ответственный размер Ø )
В общем соотношений имеется 0,4% брака.
2.6. Техническое нормирование
Техническое нормирование труда — это процесс установления заданного времени на выполнение рабочих процессов (операций) в определенных организационно-технических условиях исходя из рационального использования производственных возможностей оборудования и рабочего места с учетом передового опыта.
Основное время при техническом нормировании механической обработки рассчитывается на каждый технологический переход. Эта часть штучного времени тратится непосредственно на изменение или определения состояния предмета труда.
Таблица 9- Основное время контроля
| Контролируемые размеры | Контрольно-измерительные инструменты | Основное время Тосн | ||
| Окончательный контроль | ||||
55h7
| Калибр-скоба, 55(-0,03) ПР-НЕГОСТ 18360-93 Индикатор ИЧ 1- 0,1 ГОСТ 577-68 | T-0,066 | ||
| 65h12 | Калибр-скоба, 55(-0,03) ПР-НЕ ГОСТ 18360-93 | T-0,066 | ||
| 55h7 | Калибр-скоба, 55(-0,03) ПР-НЕ ГОСТ 18360-93 | T-0,066 | ||
| 45h7 | Калибр-скоба, 45(-0,100) ПР-НЕ ГОСТ 18360-93 | T-0,066 | ||
| 85h10 | Шаблон, 85(-0,870) ПР-НЕ ГОСТ 16085-80 | T-0,063 | ||
| 125h14 | Калибр-скоба, ( ) ПР-НЕ ГОСТ 18360-93 | T-0,100 | ||
| 79h14 | Шаблон, 79(-0,870) ПР-НЕ ГОСТ 16085-80 | T-0,063 | ||
| 340h14 | Калибр-скоба, (-0,100) ПР-НЕ ГОСТ 18360-93 | T-0,156 | ||
| 14D9
| Калибр-призма, 14 ГОСТ-24109-80
| Т-0,5 | ||
| Ra 1.25 | Образцы шероховатости ГОСТ 9378-93 | T-0,2 | ||
| Ra 3.2 | Образцы шероховатости ГОСТ 9378-93 | T-0,2 | ||
| Ra 6.3 | Образцы шероховатости ГОСТ 9378-93 | T-0,2 | ||
| 1×45 | Шаблон 1×45 | T-0,6 | ||
В различных условиях производства объем контроля и, следовательно, количество рабочих, обслуживаемых одним контролером, изменяются. Поэтому установленные нормы обслуживания корректируются поправочными коэффициентами в зависимости от класса точности, сложности деталей и окончательного контроля.
Для контролеров цехов (участков) массового и крупносерийного производства разработаны укрупненные нормативы времени на отдельные приемы и операции контроля.
Разработка общемашиностроительных норм обслуживания на весь комплекс контрольных операций для массового и крупносерийного производства представляет большую сложность ввиду различных элементов контроля деталей с неодинаковой сложностью и размерами, точностью и чистотой поверхностей, проверяемых разными контрольно-измерительными инструментами с различной выборочностью контроля. Поэтому для этих типов производства при нормировании контрольных операций надо пользоваться приведенными в сборнике укрупненными нормативами времени или отраслевыми и местными нормативами, по которым на предприятии следует определять нормы времени по операциям и трудоемкость контроля.
Нормативы времени на внешний осмотр деталей установлены в зависимости от их группы сложности (в механических, литейных и кузнечно-прессовых цехах), вида заготовок и массы деталей.
Трудоемкость контроля внешнего осмотра, контроля размеров и клеймения деталей определяется по нормативам времени (в соответствующих картах) с учетом процента выборочности контроля и количества деталей по суточной программе.
Таким образом, трудоемкость по каждой операции контроля определяется расчетом по следующей формуле:
Tк — трудоёмкость по каждой операций контроля.
Топ — оперативное время.
аобс – время на обслуживание рабочего места.
аотл – время на отдых и личные надобности.
Кв – коэффициент, учитывающий выборочность контроля.
N – программа выпуска деталей в сутки.
1 2