5.2. Изготовление моделей
В начале по специальной методике рассчитываются размеры гипсовых моделей с учетом усадки будущих изделий, т.е. модель должна быть больше готового изделия на процент усадки фарфора, а именно 16%. Конфигурация сырого керамического изделия, особенно сложной объемной формы, сокращается не всюду пропорционально одинаково. Данные общей линейной усадки (усушка + огневая усадка). Используем как среднее значение, а опыт и наблюдение сокращений предыдущих подобных форм подсказывают мастеру, где можно увеличить или уменьшить размеры модели.
Приготовление гипсового раствора. Гипс марки Г-7-Г6 (Пешеланский) (CaS0 4 * 0,5Н2О) при затворении с водой дает твердое пористое тело Просеянный через сито 400—900 отв/см2 сухой гипс засыпают в воду, налитую в емкость, пока над ее поверхностью не образуется небольшой конусный островок почти сухого гипса, который вскоре потонет. Вся свободная вода поглощается гипсом. Выждав 1—2 мин, осторожно, не захватывая пузырьков воздуха, начинают перемешивать гипс в течение 2—3 мин, а затем желательно на короткое время подвергнуть смесь перемешиванию с помощью какой-нибудь небольшой мешалки. (Хорошую ручную мешалку для гипса и шликера можно изготовить из электрической дрели). Образующиеся после встряхивания раствора пузырьки воздуха снимают ложкой.
Не рекомендуется к затворенному гипсу повторно добавлять новые его порции и дополнительно перемешивать смесь. Раствор быстро начинает твердеть, но в течение 12—15 мин он еще находится в сравнительно мягком состоянии и легко поддается обработке. Гипс окончательно схватывается через 25—30 мин. В качестве сосуда для хранения весьма небольших порций гипса мастера используют мягкую тару. Например, половина резинового мяча может служить хорошим сосудом, с которого легко скалываются затвердевшие остатки гипса.
Смазки и инструмент. Чтобы предотвратить схватывание гипса с гипсом, необходимо места их соприкосновения разделять тонким слоем мыльно-масляной смазки (у разных мастеров различной по составу), которую приготовляют в умеренном количестве самостоятельно. Например, так называемое мягкое или ядровое мыло разваривают в соотношении 1 в. ч. мыла на 2,5—3 в. ч. воды и кистью взбивают до образования густой пены. Примерно на 250 см3 пены (стакан) добавляют одну столовую ложку трансформаторного масла и перемешивают. Некоторые модельщики натирают модель раздельно: сначала маслом, а затем мыльной пеной. Лучше вместо машинного взять деревянное или растительное масло. Такое натирание делают два-три раза, и каждый раз остатки мыла вытирают влажной губкой до тех пор, пока гипсовая поверхность не приобретет полированный вид с кремоватым оттенком.
Изготавливаем модель ручным способом с помощью грубого шаблона, вырезанного, например, из пласта гипса и пропитанного для прочности шеллаком, или посредством цикли без фиксации снимающего гипс инструмента (от руки). Только тогда, когда гипс затвердеет, применяют так называемую клюшку. При этом конец деревянной насадки, упертой в плечо, держат правой рукой, а вторую половину (режущую) кладут на поперечную планку, расположенную на двух боковых лесенках и находящуюся впереди модельщика. Опираясь на планку, левая рука образует своего рода подвижной шарнир, фиксирующий инструмент на планке. С помощью боковых лесенок планку можно опускать и поднимать по вертикали. В процессе точного вытачивания многократно проверяют с помощью кронциркуля, шаблона и других инструментов размеры и образующие линии модели.
Также следует заботиться о том, чтобы модель не свалилась со станка из-за чрезмерного врезания острия клюшки в гипсовое тело модели. Надо работать с острым инструментом (лезвиями). По окончании данной операции модель слегка обстукивают рукой и снимают с болвана. После хорошей сушки ее обрабатывают наждачной бумагой, что можно делать и на круге.
Во многих случаях в модели создают ножку. Для этого модель переворачивают, центрируют и укрепляют на круге, а затем выбирают гипс из дна округленным лезвием клюшки.
Крышка вытачивается отдельно с расчетом небольшого люфта в гнезде и без шарнира, входящего внутрь изделия, который добавляется в процессе формования.
5.3. Изготовление форм
На покрытой шеллачным лаком модели (а лучше до лакировки) проводят карандашом линию, разделяющую ее на две равные половины вдоль высоты. Для этого используют циркуль, карандаш и угольник.
После этого модель кладут в прямоугольный разъемный каркас таким образом, чтобы дно и верх ее едва входили в него, а внизу и с боков оставалось бы место для заполнения его мягкой, смешанной с шамотом, глиной точно до разделяющей модель линии. Каркас каждый раз можно собирать из кусков толстой фанеры, стекла или толстых мраморных досок. Лучше заготовить заранее разборный ящик из четырех досок, имеющих запас по длине и оснащенных Г-образными крюками, позволяющими собрать ограждение для всякого размера модели.
Некоторые мастера на подложенные снизу и с боков глину кладут по бокам грубо вырезанные из гипса или промасленного картона дополнительные шаблоны, а образовавшиеся щели замазывают глиной. Модель и шаблоны смазывают шеллачным лаком. Перед заливкой гипса модель и (если применялись) боковые шаблоны смазывают с помощью кисти мыльной смазкой, чтобы предотвратить схватывание гипса с гипсом. Верхнюю половину заливают гипсом и оставляют до его схватывания. После этого каркас вместе с отливкой переворачивают на 180° и осторожно, чтобы не повредить модель, выбирают всю глину и обтирают модель губкой. Сняв ограждение, на верхних (по бокам) поверхностях гипсового куска (первого) делают замковые полости, т.е. гнезда (лунки) — по 2-3 на каждой боковине. Наружную сторону первого куска (половины) надо загладить клюшкой, а углы опилить грубым напильником. Затем модель снова ограждают, намыливают и заливают свежеприготовленным раствором гипса. Таким образом, получают первый и второй куски формы с замками.
После этого модель вместе с кусками формы переворачивают, чтобы отлить дно формы. Для получения дна и «донных» замков вырезают лунки или две невысокие клинообразные полости, идущие к наружному краю кусков формы на нет. Вокруг донной части формы пристраивают глиняную рамку или другой каркас, превышающий несколько высоту модели, а затем донные поверхности намыливают. Вновь приготовленную третью порцию раствора гипса наливают в уровень с глиняной или другой рамкой.
После извлечения модели оставшуюся смазку хорошо вычищают мокрой губкой. Связанные вместе куски формы сушат при температуре 50—60°С. После высушивания форма готова к использованию.
5.4. Литье
Принцип работы заключается в том, что глиняным шликером заполняют подсушенную гипсовую форму. Избыток воды всасывается в мелкие поры формы, а у стенок наращивается слой сырого черепка.
Шликер. Обычно содержание воды в литейном шликере редко превышает 35—40%. Чтобы при такой сравнительно малой влажности масса стала текучей и заполняла даже тонкие детали форм, к ней необходимо добавлять электролиты, представляющие собой чаще всего щелочные соли слабых кислот. Они создают слабую щелочность в шликерной среде, которая разжижается вследствие ряда электрохимических явлений.
Для заливки в форму, шликер набирают из основного бачка в кружку или кувшин, после чего из кувшина аккуратно выполняют заливку не прерывая струи (рисунок 5.4).

Внутренняя поверхность формы придает изделию его внешние очертания. Толщина черепка зависит от времени выдержки шликера в форме. Обычно по истечении 15—20 мин излишек выливают из формы (рисунок 5.5).

После подвяливания изделия в форме и, таким образом, сокращения в размерах его легко извлекают и подвергают сушке. Более длительное время нахождения шликера в форме обусловливает и более толстую стенку изделия. Однако при этом не наблюдается прямой пропорциональности во времени, так как кривая наращивания черепка «затухает». Образовавшийся первоначально даже весьма тонкий глинистый слой все больше и больше препятствует легкому отсасыванию воды, не пропуская ее сквозь себя. Длительность выдержки шликера в форме, и то лишь в некотором интервале времени, надо приблизительно учетверить, чтобы удвоить толщину стенки.
Заполнение форм. Чтобы компенсировать сжатие шликера и создать небольшое давление во время его нахождения в форме, уровень шликера должен быть несколько выше, чем высота законченного изделия. Это достигается двумя путями: в заливное отверстие формы вставляется сверху воронка, обрамленная для плотности жгутиком глинистой массы в месте соприкосновения с гипсом, или в самой форме сверху предусматривается некоторый объем для такого резерва — литник.
5.5. Сушка
После формования изделия для подготовки к обжигу — заключительному и наиболее ответственному этапу производства — сушат до остаточной влажности 2-4%. При этом изделие приобретает достаточную для обжига прочность, исключается образование внутренних напряжений, приводящих к появлению трещин, деформации и т.д.
Сушку проводят в две стадии: предварительная стадия (подвяливание) — в гипсовых формах и окончательная — без форм. Плоские изделия сушат только в гипсовых формах. Корпус полых изделий после предварительной сушки до влажности 14-16% вынимают из форм, соединяют с приставными деталями смесью шликера с декстрином, после чего изделия окончательно высушивают.
Для сушки применяют конвейерные, конвекторные (с направленной подачей теплоносителя на изделие), радиационные (с электрическим или газовым обогревом) и комбинированные сушилки, в которых время сушки значительно сокращается.
Теплоносителями являются воздух и лучистая энергия, выделяемая керамическими панелями и другими поверхностями, которые обогреваются газом, реже — лампами накаливания. Все эти сушилки характеризуются высокой производительностью и минимальными затратами ручного труда на загрузку и выгрузку. Наиболее перспективно использование для сушки керамических изделий ультразвука, токов высокой частоты или инфракрасного излучения. Современные методы сушки позволяют регулировать температуру и время процесса в зависимости от толщины изделия.
В процессе сушки могут образоваться трещины (при неравномерной влажности массы), деформация и другие дефекты.
Высушенные изделия перед обжигом зачищают наждачной бумагой, удаляют швы от пресс-форм, посторонние примеси и загрязнения. После зачистки изделия обдувают сжатым воздухом для удаления пыли.
5.6. Обжиг
Керамические изделия подвергают, как правило, двукратному обжигу — утельному (до глазурования) и политому (после глазурования). Применяют также однократный скоростной и бескапсельный обжиг. Фарфоровые изделия, декорированные надглазурными украшениями, подвергают третьему обжигу — муфельному.
Утельный обжиг в зависимости от состава черепка и назначения фарфоровых изделий проводят при температуре 900-1000°С, а политой — 1350-1400°С. При утельном обжиге удаляет механически и химически связанная влага, черепок приобретает необходимую прочность при достаточной для впитывания глазури пористости. Реакции взаимодействия исходных компонентов массы протекают в твердой фазе.
Для обжига применяют печи непрерывного действия — туннельные, конвейерные с шагающим подом и роликовые щелевые, а также периодического действия — горны. В печах непрерывного действия поддерживается более строгий температурный режим, сокращается время обжига и обеспечиваются нормальные условия работы при загрузке и выгрузке. В качестве топлива используют нефть, газ и электричество (в электропечах).
После утельного обжига керамические изделия либо декорируют послегазурными красками, газурируют и подвергают политому обжигу, либо глазуруют, обжигают и декорируют.
Фарфоровые изделия после утельного обжига чаще всего глазуруют , а затем обжигают. Тугоплавкую глазурь в виде суспензии наносят методом окунания, обливания и пульверизацией. После глазурования с ножки или верхнего края форфорого изделия счищают глазурь, чтобы предупредить сплавление х с подставкой во время политого обжига или другими изделиями при обжиге «в спарку». Это отличительный признак фарфоровых изделий; фаянсовые изделия полностью покрывают глазурью. Перед политым обжигом изделия помещают в шамотные капсели и тщательно предохраняют от сплавления друг с другом и с капселем. Капсели устанавливают на вагонетку и направляют в туннельную печь. Применяют также бескапсельную загрузку на специальные этажерочные вагонетки.
В процессе обжига формируется черепок с необходимыми физическими и химическими свойствами. При политом обжиге происходят расплавление глазури, равномерное ее распределение по всей поверхности изделия и сплавливание с черепком. Строгое соблюдение определенного режима температуры, скорости ее подъема, времени выдержки и газовой среды — непременное условие проведения обжига. При нарушении этих требований образуются дефекты, ухудшающие внешний вид и свойства готовых изделий.
Политой обжиг можно разделить на ряд периодов, каждый из которых протекает при определенном температурном режиме и газовой среде, что обеспечивает постепенное формирование черепка с необходимыми свойства.
Первый период протекает при температуре до 900-940°С; скорость подъема температуры 100-140°С в час. Из массы удаляется остаток гигроскопической влаги, происходит разложение глинистых веществ, карбонатов, выгорание органических примесей. В этот период поддерживает окислительная газовая среда. Реакция протекает в твердой фазе, в этот период начинается спекание черепка, которое сопровождается усадкой. На поверхности пористого черепка, который обладает высокий каталитический и адсорбционной способностью, осаждается углерод, выделяющийся при сгорании топлива. Углерод придает черепку серый цвет.
Второй период обжига протекает в сильно окислительной среде при температуре 940-1040°С. Он является подготовительным к самому ответственному этапу — обжигу в восстановительной среде. В этот период выравнивается температура, завершается выделение остатков гидратной воды и полностью выгорает сажистый углерод. Если углерод не выгорит до расплавления глазури в третьем периоде, то изделие будет иметь серую или буроватую окраску либо покроется мельчайшими кратерообразными точками — наколами. Вследствие расплавления полевого шпата образуется жидкая фаза, которая цементирует твердые частицы и обуславливает повышение механической прочности черепка. Происходит процесс кристаллизации глинозема и начинает образовываться муллит.
Третий период ведется при температуре 1040-1250°С в восстановительной среде, которая необходимая для перевода окисного железа в закисную формы. Закись железа образует силикаты, который придают черепку голубоватую оттенок. На этом этапе вначале образуется силиманитоподобный ангидрид, а затем муллит и кремнезем в виде кристобалита. Продолжается спекание черепка, сопровождающие интенсивной, так как кристаллические частицы соединяют вязким расплавом. При температуре выше 1200°С вязкость расплава снижается, и на границе твердой и жидкой фаз сближаются под действием поверхностных сил частицы кварца, продукты разложения каолинита и кристаллы муллита. Образование легкоплавкого силиката закиси железа способствует развитию жидкой фазы. На этом этапе начинается расплавление глазури. Скорость подъема температуры — 30-35°С в час.
Четвертый этап, завершающий формирование черепка, начинается при температуре 1250°С и заканчивается при 1380-1410°С, протекает он в нейтральной среде. Происходят окончательное спекание черепка, разлив глазури и сплавление с черепком. Активнее протекает процесс взаимодействия полешпатовго стекла и аморфного кремнезема из каолинитового остатка, что способствует заполнению промежутков между кристаллами муллита. Одновременно укрупняются кристаллы муллита в полешпатовом стекле и уменьшаются размеры остаточного кварца. Протекают диффузионные процессы, обуславливающие равномерное распределение кристаллических новообразований в черепке.
Период заканчивается выдержкой изделий при максимальной температуре в течение 1,5-3 ч. Чем продолжительнее выдержка изделий, тем больше образуется кристалла муллита. Игольчатые кристаллы муллита, переплетаясь, способствуют повышению механической прочности и термической стойкости черепка. При этом ускоряется процесс муллитизации за счет растворения кварца в стекле и насыщения его кремнеземности. Образующиеся кристаллы муллита как бы врастают в стекло, в нерастворившихся зерна кварца.
При повышении температуры обжига уменьшается пористость черепка, так как пустоты заполняются стекловидной массой и другими структурными элементами. Однако при повышении температуры выделяются газы из полевошпатового стекла, вспучивается черепок и снижается качество изделий.
Пятый, диффузионный, период обжига соответсвует выдержке изделий при максимальной температуре обжига.
После обжига начинается процесс охлаждения. До температуры 600-530°С охлаждение проводят со скоростью 250-200°С в час. Затем процесс резко замедляется, при этом происходят ионные модификации, сопровождающиеся большими изменениями объемов, в результате чего возникают внутренние напряжения. Помимо этих напряжений, возникают напряжения вследствие перехода стекловидной массы из пластического состояния в упругое.
Продолжительность политого обжига в туннельных печах от 18-22 до 32-34ч. На некоторых предприятиях керамические изделия, в том числе и фарфоровые, подвергают однократному бескапсельному обжигу. При этом цикл производства сокращается до 3-5ч, значительно снижается расход топлива, повышается производительность труда, уменьшает себестоимость готовой продукции. Главная задача однократного обжига — обеспечение непромакаемости черепка при глазуровании изделий, высушенных до содержания влаги 1%. С этой целью в массу вводят высушенные до 4-7% трошковской глины или специальных пластифицирующих добавок, способствующих повышению водостойкости, в том числе и некоторые виды пластических масс.
Однократному обжигу подвергают в основном толстостенные изделия — кружки, салатники, масленки, сахарницы, которые при глазуровании без утельного обжига не размокают, не деформируются и не разрушаются.
При обжиге на изделиях могут образоваться следующие дефекты: искажение размеров и формы, щербины, задувка, прыщи, пузыри, засорка, желтоватый оттенок и т.д. После обжига изделия проверяют для выявления дефектов. Изделия, отвечающие предъявляемым к ним требованиям, декорируют.
5.7. Декорирование изделий
Изделия украшают подглазурными и надглазурными красками, препаратом золота, растворами солей, красящих окислов и декоративными глазурями с последующим обжигом.
В зависимости от характера поверхности декорирование изделий может быть рельефным и гладким. Рельефное декорирование — это нанесение на поверхность изделий выпуклых ил заглубленных украшений. К выпуклым относится рельеф, получаемый при формовании путем лепки, к заглубленным — врезывание, сверление и вдавливание на поверхности. Различают гладкое дкорирование по сырому черепку, подглазурное и надглазурное.
Вид разделки зависит от назначения и природы изделий. При выборе разделки необходимо учитывать естественную красоту черепка, украшение должно сочетаться с его естественными особенностями и подчеркивать их, а не затушевывать. Для фарфора в основном применяют гладкое надглазурное декорирование, иногда рельефное и подглазурное.
ЦВЕТ. Перед тем, как начать роспись, следует сделать собственную цветовую палитру. Каждая краска представляет «чистый» цвет, поэтому для получения требуемых оттенков нужно смешать две-три краски. Белую краску используют для ослабления цвета, получения приглушенного пастельного тона. Флюсы полезны для ослабления основного цвета, получения более прозрачного, акварельного тона. Конечно, флюсы необходимы и в том случае, если краска плохо смачивается глазурью, выходит «сухой».
Для того, чтобы найденный состав воспроизвелся в дальнейшем, рекомендуется дозировать каждую краску и флюс, например, кончиком мастихина, горчичной ложкой и т.д. Кроме того, категорически рекомендуется записывать пропорции. Приготовленные краски наносят разными мазками на образец, подписывают, обжигают в рабочих условиях. Теперь известно, какой реальный цвет получится в реальной работе, нужно ли скорректировать цветовой тон, прозрачность, заглушенность, плавкость.
КАК РАЗВОДИТЬ. Краски представляют собой смеси сухих порошков. Для приготовления пасты требуемой консистенции используют воду, 1-5%-ый водный раствор КМЦ (S-4524), раствор сахара, смесь воды с глицерином (S-4659). КМЦ и сахар будут выполнять роль клея, глицерин — замедлит впитывание воды в черепок и позволит наносить длинные и ровные мазки.
Небольшую порцию порошка краски насыпают в маленькую ступку или непосредственно на палитру (удобно использовать толстое стекло, расположенное на рабочем столе), добавляют воду, несколько капель глицерина и растирают пестиком (курантом) до полной однородности. Во время работы из пасты может испариться вода (глицерин и прочее останутся в краске!), поэтому изредка надо добавлять несколько капель воды.
ПОДГЛАЗУРНАЯ ТЕХНИКА НАНЕСЕНИЯ. В этой технике рисунок наносят непосредственно на черепок, который потом покрывают глазурью. Изделие может быть просто высушенным или обожженным без глазури (утильным). И та, и другая поверхность быстро впитывает воду. Если утильный обжиг проводился на невысокую температуру, поверхность впитывает воду просто моментально, что затрудняет нанесение длинных линий или получения ровно закрашенной площади рисунка. Легче работать с красками с добавкой глицерина, но можно смочить водой всю площадь, отводимую под рисунок. Если для этой цели используется смесь воды с глицерином — еще лучше, но в этом случае изделие нужно хорошо высушить перед нанесением глазури, иначе глазурь ляжет пятнами.
Основная сложность подглазурной росписи — трудность исправления рисунка. Краска впитывается в мельчайшие поры поверхности и удалить ее полностью невозможно. Если еще учесть, что часто нужны интенсивные синие краски, а до обжига они выглядят светлыми, становится понятно, сколько грязи получится при исправлениях и подчистках. Краску с необожженной поверхности можно аккуратно соскоблить, снимая слой самой глины. С утилем проблем больше. По этим причинам подглазурная техника хорошо дается тем, у кого поставлен уверенный точный мазок.
После того, как рисунок хорошо просох (в сушильном шкафу, рядом с печью или на следующий день), изделие покрывают прозрачной глазурью и обжигают по технологии, принятой для данного вида глины и глазури. Изделие с очень важным рисунком можно обжечь перед глазурованием на 800-900°С. Это так называемый закрепляющий обжиг: краски просто припекутся к поверхности, но останутся пористыми. Если закрепляющий обжиг проведен при высокой температуре, краски могут спечься настолько, что глазурь на них уже не ляжет. То же самое произойдет, если в краске чрезмерно много флюса. Во время закрепляющего обжига из красок удалится вся органика — глицерин, КМЦ, сахар, что по идее должно способствовать получению хорошей глазурованной поверхности. Кроме того, исчезает опасность смыва краски при глазуровании окунанием.
Если после обжига какие-то краски «потекли», надо разобраться, от чего. Вариант первый — краски размылись водой во время нанесения глазури. Тогда следует добавить в краску дополнительное количество клеящих веществ, того же КМЦ. Вариант второй — выбрана слишком потечная глазурь, или глазурь нанесена слишком толсто, или и то и другое. В процессе обжига глазурь сползала вниз и тянула за собой краски. Обычно хватает совсем небольшого сдвига в 1 мм, чтобы рисунок был испорчен. Рекомендации очевидны: наносите глазурь тоньше, для снижения потечности добавьте в глазурь 5-10% фаянса и т.п. добавок, снизьте температуру обжига, в конце концов, поменяйте «плохую» глазурь на «хорошую».
МАЙОЛИКОВАЯ ТЕХНИКА НАНЕСЕНИЯ. В этой технике рисунок наносят на поверхность необожженной (сырой) глазури. Обычно — на белую эмаль. Во время обжига краски должны утонуть в эмали. В общих чертах процедура нанесения рисунка выглядит так же, как и в случае подглазурной техники.
В краску потребуется ввести флюс, если она плохо тонет в подлежащей эмали, остается сухой. Иногда флюсом (легкоплавкой прозрачной глазурью) покрывают до обжига весь рисунок. Обжиг красок, эмали и, если он есть, покровного слоя проводят за один раз.
Обычно не требуется введение клеев, а вот введение глицерина очень помогает. В отличие от подглазурной росписи, поверхность глазури смочить водой не получится. Если на работу требуется немного времени, рисунок лучше выполнить по свежезаглазурованной поверхности, пока она еще влажная.
Для майоликовой росписи часто используют не только специальные краски, но и растворы солей, цветные глазури, некоторые надглазурные краски.
НАНЕСЕНИЕ БЕЗ ГЛАЗУРИ. Краски можно использовать сами по себе для получения цветного неблестящего тонкослойного покрытия на черепке. Например, это может понадобиться для росписи скульптурного изделия. Порошок краски следует развести пожиже. Покрытие получается ровнее, если его наносить 2-3 раза очень тонкими слоями. Этому также способствует и вышеописанное увлажнение поверхности изделия.
5.8. Выводы
В данном разделе дипломного проекта был проведен и описан процесс изготовления фарфоровой коллекционной куклы методом шликерного литья.
РАЗДЕЛ 6. КОНСТРУКТОРСКИЙ РАЗДЕЛ
6.1. Выбор оборудования при изготовлении изделия
Для изготовления изделия потребуется оборудование для замешивания шликера и печи для обжига.
Итак, для приготовления шликера (нем. Schlicker) — используемая в производстве фарфора кашеобразная, мягкая фарфоровая масса, состоящая из каолина, кварца и полевого шпата. Смешанная с водой и подкрашенная глина, использовавшаяся в древности для росписи керамики, также называется шликером. В настоящее время шликером называют водные суспензии составов на основе глины, используемые для формования керамических изделий методом литья в пористые, как правило, гипсовые формы. Типичная влажность шликера для литья фарфора — 30-33%, для литья фаянса — 33-37%, шликеры на основе красножгущихся глин могут иметь влажность и более 40%. Чем меньше влажность шликера, тем быстрее происходит формирование слоя керамической массы на поверхности гипсовой формы, тем меньше усадка при сушке и деформация изделий. Для приготовления шликера с низкой влажностью в его состав вводят дефлоккулянты (разжижители) — жидкое стекло, кальцинированную соду, углещелочной реагент — в количестве 0,1-0,5%. нам понадобиться шаровая мельница мокрого помола. Для того чтобы наша масса приобрела нужные нам физические свойства.
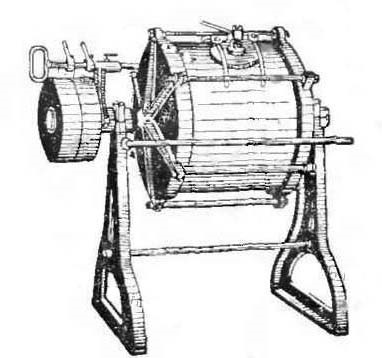
Шаровые мельницы (рис. 6.1) отличаются между собой по размерам и способу установки (на рисунке — полупроизводственная). Металлический цилиндр футерован изнутри специальными кирпичиками-плитками из фарфора или другого малоистирающегося материала. Измельчающими телами служат кремневая галька, фарфоровые или уралитовые шары (иногда цилиндры), загружаемые вместе с материалом (почти всегда совместно с водой) внутрь барабана. При вращении его шары поднимаются до наивысшей точки, а затем, отрываясь от футеровки, падают.
6.2. Приготовление керамических масс
Смешиваемые материалы и вода подаются в шаровую мельницу. Длительность ее вращения зависит от начальной и необходимой конечной величины частиц загрузки, а также от технической характеристики мельницы
Скорость вращения шаровой мельницы при известном опыте можно установить на слух, по ее грохоту. При слишком быстром вращении шары прижимаются к футеровке барабана, а потому измельчения и смешивания не произойдет. Чересчур медленное вращение заставит шары слегка скользить по «уходящему» от них дну барабана, что также даст весьма небольшой эффект.
Надо найти такую скорость, чтобы шары, поднявшись наверх, оторвались от футеровки цилиндра и упали на дно (рис. 6.2). Приближенно:
n=35/ √D, при D > 1,25 м,
n=40/ √D, при D <= 1,25 м,
где D — внутренний диаметр мельницы; n — число оборотов мельницы в минуту.
Например, если диаметр мельницы 1 м, то легко определить, что скорость вращения должна быть 40 об/мин,
а если D= 0,5 м,то
n=40/ √0,5 = 40 / 0,707 = 56 об/мин
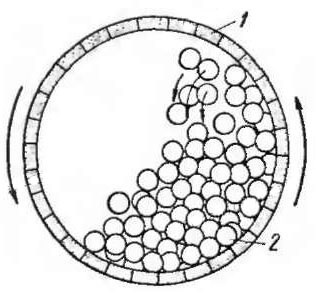
1 — барабан с обшивкой; 2— шары
Оптимальную степень заполнения барабана при этом увеличивают до 80% емкости. На практике максимальное число оборотов, высчитанное по формуле, обычно несколько уменьшают.
При выполнении учебных работ мелющие тела (кремневая галька или фарфоровые шары) могут занимать приблизительно половину объема мельницы; в промежутках между ними будут находиться компоненты массы. Вскоре после начала пуска мельницы ее надо, остановить и проверить, не прилипает ли глина к шарам.
После смешивания слив пропускают через сито и, если возможно, через магнитный сепаратор, а затем обезвоживают, как указано выше.
При пластическом замачивании желательно оставлять некоторую избыточную влажность в глине, так как совершенно сухая глина трудно замачивается, и в ней образуются «глазки», ведущие к трещинам.
Установление оптимального разжижения литейного шликера. Способность той или иной глины к разжижению приходится устанавливать каждый раз опытным путем. При этом имеет влияние даже химический состав воды, на которой приготовляется шликер. На глины с большим содержанием извести или соединений железа дефлокулянты действуют в ряде случаев неэффективно.
Для подбора оптимальных количеств электролитов надо иметь приготовленные на мягкой воде пяти- или десятипроцентные их растворы (Na2C03, Na2SiOs, и др.). Раствор, содержащий жидкое стекло, хранить более месяца не следует.
Необходим также набор из шести стеклянных цилиндров емкостью по 300 см3с делениями и притертой пробкой. В каждый из них засыпают 50 г высушенной порошкообразной глинистой шихты. В первый цилиндр заливают столько воды (без электролита), чтобы заведомо получился весьма вязкий и малоподвижный шликер.
К остальным навескам прибавляют возрастающее каждый раз на 0,05% количество электролита, начиная от 0,05% во втором цилиндре и кончая 0,25% в шестом. Недостающее количество раствора электролита при перемешивании надо довести водой до уровня в первом цилиндре.
На другой день содержимое цилиндров вновь перемешивают и на глаз устанавливают, при каком количестве электролита получилось оптимальное разжижение (хорошая текучесть при минимуме воды). Если это не достигнуто, следует начать опыт с 0,3% электролита или заменить электролит другим.
Когда будут намечены оптимальные пределы разжижения, в этом интервале можно дополнительно уточнить количество электролита, добавляя его по 0,01 %.
Допустим, что в качестве стандартного раствора мы имеем пятипроцентный раствор сухой соды. Каждый кубический сантиметр этого раствора содержит 5/100 — 0,05 гсухого электролита. Если надо, чтобы во втором цилиндре содержалось 0,05% сухого электролита по отношению к сухой шихте (50 г),то стандартного раствора электролита надо взять 0,5 см3(0,05% сверх 100% шихты).
Оптимальное количество электролита в кубических сантиметрах, а также удельный вес изучаемого шликера, определяемый как частное от деления его веса на объем, следует записать. Во многих случаях хорошие результаты дает комбинация из двух электролитов даже при весьма малом их содержании Неоправданно больших количеств щелочного электролита надо избегать, так как это дает слишком плотное присасывание отливки к форме, а кроме того, -— этим можно «сжечь» (разрушить) гипс.
Вес шликера в объеме 100 см3. Для такого определения от полученного и хорошо размешанного шликера отбирают пробу (немного больше 100 см3),сразу же переливают ее в заранее взвешенную колбу емкостью 100 см3до метки и взвешивают. Разность в весах даст вес шликера, заключающегося в объеме 100 см3и при делении на 100 — вес 1 см3шликера. Например: 165,0 (разность)/100 = 1,65.
Установление в шликере количества сухого материала при условном удельном весе последнего.
Опыт показывает, что удельные веса каолинов, глин и большинства непластичных материалов отличаются между собой незначительно и в среднем равны 2,50— 2,65. (Для глазурных шихт, содержащих соединения тяжелых металлов, например свинца, это условие не подходит. В таких случаях удельный вес шихты надо установить специально).
По приведенной ниже формуле находят вес сухого материала в шликере, выражая данные в процентах:
G1 = Gd / d1,
где G — вес шликера в объеме 100 см3,уменьшенный на 100; d—удельный вес сухого материала (2,50; 2,65 или другой); d1— удельный вес сухого материала, уменьшенный на 1.
Коэффициент d/d1— величина постоянная и при d=2,5 будет всегда равен 2,5/1,5 = 1,666; на него надо умножить G. Например, если 100 см3шликера весят 175,82 г,то, вычитая из этого числа цифру 100, получим 75,82, на которое надо умножить постоянный коэффициент 1,666:
75,82 * 1,666= 126,31 г(сухого вещества). Вычитая из веса шликера в объеме 100 см3вес сухого вещества, получим:
175,82 * 126,31=49,51г (воды),
или в процентах
126,31 * 100 / 175,82 = 71,8% (сухого вещества),
и по разности:
100 – 71,8 = 28,2% воды.
Если нужно определить вес сухого вещества во всей мешалке, то полученный вес сухого вещества для 100 см3шликера, т. Е. 126,31 г ,надо увеличить во столько раз, во сколько объем мешалки больше 100 см3.
6.3. Выбор мельницы
Мельницы Шаровые Мокрого Помола МШМП предназначены для периодического или непрерывного, безжелезного, тонкого, мокрого (МШМП) помола керамических масс, глазурей, фритт, красок, пигментов, ферритов, сферических или цилиндрических мелющих тел. Загружаемый материал должен быть предварительно измельчен. Загрузка и выгрузка производятся через люк(периодический помол) либо через полые цапфы (непрерывный помол в жидкой фазе) или разгрузочную решетку (непрерывный сухой помол).
Исходя из вышеперечисленных фактов, для выбора мельницы отдаем предпочтение шаровой мельницы мокрого помола МШМП-17 (Рисунок 7.3) так как ее рабочий объем составляет 3,15 м3, а это идеально подходит для мелкосерийного производства.
