ВВЕДЕНИЕ
1. ОБЩИЙ РАЗДЕЛ
1.1. Описание и анализ детали
1.2. Химический состав и механические свойства материала детали
1.3. Анализ технологичности детали
2. СПЕЦИАЛЬНЫЙ РАЗДЕЛ
2.1. Выбор и характеристики типа производства
2.2. Выбор метода получения заготовки
2.3. Выбор технологических баз
2.4. Выбор оборудования
2.5. Проектирование технологического маршрута обработки детали
2.6. Выбор технологической оснастки по операциям
3. РАСЧЁТНАЯ ЧАСТЬ
3.1. Расчёт промежуточных припусков и промежуточных размеров
3.2. Расчёт режимов резания и машинного времени
3.3. Расчёт нормы времени
3.4. Расчёт и кодирование операции для станка с ЧПУ
3.5. Охрана труда в машиностроительном производстве
ЗАКЛЮЧЕНИЕ
СПИСОК ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Развитие технологического процесса обработки детали на сегодняшний день связано с введением новых технологий, включающих в себя современное оборудование и оснастку. Целью современного технологического процесса является высокое качество изготовления деталей с наименьшими производственными затратами. В условиях серийного и мелкосерийного производства для обработки деталей предпочтение отдается универсальным станках и станкам с ЧПУ.
Для качественного изготовления деталей помимо оборудования необходима и современная оснастка, которая включает в себя приспособления, режущий и мерительный инструмент. Приспособление должно обеспечивать точность базирования заготовки, надежное ее закрепление с наименьшим временем на установку и снятие детали. Поэтому приспособления с механизированным зажимом являются более предпочтительными. Современный режущий инструмент должен работать с высокими скоростями резания и обеспечивать высокую точность обрабатываемой поверхности детали. В серийном производстве применяют как универсальный так и специальный режущий и мерительный инструмент. Станки с ЧПУ и специальная оснастка является дорогостоящим оборудованием, но в условиях большой программы выпуска изделий они окупаются за счет низкой себестоимости продукции.
В данном курсовом проекте по полученному чертежу детали, с учетом материала детали нужно выбрать метод получения заготовки и произвести её расчет. При разработке технологического процесса руководствоваться рекомендациями, изложенными выше.
1. ОБЩИЙ РАЗДЕЛ
1.1. Описание и анализ детали
Деталь «Основание» представляет собой пластину высотой 8 мм и скруглениями R10 с двух сторон. Так же имеются три отверстия: одно гладкое Ø 12 в центре детали и два резьбовых отверстия М6.
Чертеж детали содержит все необходимые сведения, дающие полное представление о ней, т.е. все проекции, разрезы и сечения. Техническая информация чертежа детали дает возможность определить способ получения заготовки.
На чертеже указаны: все размеры с необходимыми отклонениями и полями допусков; требуемая шероховатость обрабатываемых поверхностей; необходимые сведения о материале детали и её массе. Поля допусков линейных и диаметральных размеров деталей выполнены по ГОСТ 25347-89.
1.2. Химический состав и механические свойства материала детали
По чертежу, материалом детали является сталь 14Х17Н2 – сталь коррозионно-стойкая жаропрочная.
Из стали 14Х17Н2 изготавливают: рабочие лопатки, диски, валы, втулки, фланцы, крепежные и другие детали, детали компрессорных машин, работающие на нитрозном газе, детали, работающие в агрессивных средах и при пониженных температурах; сталь мартенсито — ферритного класса.
Таблица 1. Химический состав в % материала 14Х17Н2 ГОСТ 5632 – 72
| C | Si | Mn | Ni | S | P | Cr | Ti | Cu |
| 0.11 — 0.17 | до 0.8 | до 0.8 | 1.5 — 2.5 | до 0.025 | до 0.03 | 16 — 18 | до 0.2 | до 0.3 |
Таблица 2. Технологические свойства материала 14Х17Н2
| Свариваемость: | трудносвариваемая. |
| Склонность к отпускной хрупкости: | склонна. |
Таблица 3. Механические свойства при Т=20oС материала 14Х17Н2
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| Пруток, ГОСТ 5949-75 | Ø 60 | 1080 | 835 | 10 | 30 | 490 | Закалка 975 — 1040oC, масло, Отпуск 275 — 350oC, воздух, | |
| Пруток, ГОСТ 5949-75 | Ø 60 | 835 | 635 | 16 | 55 | 750 | Закалка 1000 — 1030oC, масло, Отпуск 620 — 660oC, воздух, | |
| Поковки, ГОСТ 25054-81 | до 1000 | 686 | 539 | 12-15 | 30-40 | 490-590 | Закалка 980 — 1020oC, масло, Отпуск 680 — 700oC, воздух, | |
| Лист толстый, ГОСТ 7350-77 | 1080 | 885 | 10 | Закалка и отпуск |
| Твердость 14Х17Н2 после закалки и отпуска, ГОСТ 25054-81 | HB10 -1 =228-293 МПа |
| Твердость 14Х17Н2 после отжига, Пруток ГОСТ 5949-75 | HB 10 -1 = 285 МПа |
| Твердость 14Х17Н2 после отжига, Пруток ГОСТ 18907-73 | HB 10 -1 = 302 МПа |
Обозначения: Механические свойства
sв — Предел кратковременной прочности, [МПа]
sT — Предел пропорциональности (предел текучести для остаточной деформации), [МПа]
d5 — Относительное удлинение при разрыве, [ % ]
y — Относительное сужение, [ % ]
KCU — Ударная вязкость, [ кДж / м2]
HB — Твердость по Бринеллю, [МПа]
1.3. Анализ технологичности детали
Технологичность конструкции – это совокупность конструктивных и технологических решений, обеспечивающих применение прогрессивной технологии и организации производства с наименьшими затратами времени, труда и материалов, которые обеспечивают наименьшую себестоимость и высокое качество изделия. Требования к технологичности конструкции детали определяет ГОСТ14.204-73.
- Деталь «Основание» по форме приближена к прямоугольной призме, имеющей радиусы по краям; состоит из простых конструктивных элементов;
- Деталь можно изготовить из стандартных заготовок: прокат, поковка штампованная;
- Размеры и поверхности детали имеют оптимальные степень точности и шероховатость;
- Физико-химические и механические свойства материала, жёсткость детали, её форма и размеры должны соответствуют требованиям технологии изготовления;
- Показатели базовой поверхности (точность, шероховатость) детали обеспечивают точность установки, обработки и контроля;
- Конструкция детали обеспечивает возможность применения типовых и стандартных технологических процессов её изготовления.
Таким образом, деталь «Основание» соответствует качественным требованиям по технологичности конструкции детали.
Для количественной оценки технологичности детали используют коэффициент использования материал, точности изготовления детали, шероховатости.
Коэффициент точности изготовления детали рассчитывается по формуле:
ITср = ∑ni*ITi / ∑ni, где
IT – квалитет точности; n – число размеров соответствующего квалитета
ITср = 13*14 / 13 = 14
Кт.д. = 1 – 1/ITСр = 1 – 1/14 = 0,93
Т.к. Кт.д.> 0,8 – деталь считается технологичной по точности.
Коэффициент шероховатости поверхностей детали рассчитывается по формуле:
Rср = ∑ni*Ri / ∑ni, где
R – значение шероховатости поверхности;
n – число поверхностей соответствующей шероховатости.
Rср = (3*1,6 + 6,3*3) / (3 + 3) = 3,95
Кш = 1/ср = 1/3,95 = 0,25
Т.к. Кш < 0,32 – деталь считается технологичной по шероховатости.
2. СПЕЦИАЛЬНЫЙ РАЗДЕЛ
2.1. Выбор и характеристики типа производства
Тип производства определяется по коэффициенту закрепления операций:
, где
– такт выпуска деталей; – среднее штучное время операций.
Рассчитаем такт выпуска деталей:
— действительный годовой фонд времени оборудования в часах (при условии работы в одну смену);
= 6000 шт – годовой объем выпуска деталей.
Среднее штучное время рассчитывают по формуле: , где
– штучное время i-ой операции изготовления детали;
– число основных операций в технологическом процессе. Штучное время каждой операции определяется как: tШ = φК * ТО, где
к – коэффициент, зависящий от вида станка;
О – основное технологическое время.
- Заготовительная операция: ТО1 = 0,009 * L = 0,009 * (50+20) ≈ 0,63 мин
ТШ1 = 0,63 * 2,14 = 1,4 мин
- Операция фрезерная.
обработка 2-х плоскостей: ТО2 = 2*0,00286 * L*k
ТО2 = 2*0,00286 * 50*2 = 0,572 мин
ТШ2 = 0,572 * 1,75 = 1,1 мин
k – число проходов
обработка боковых сторон: ТО2 = 2*0,00286 * L*k
ТО2 = 2*0,00286 * (50+20) *3 = 1,2 мин
ТШ2 = 1,2 * 1,75 = 2,1 мин
обработка радиусов: ТО3 = 2*0,00286 * π*R*k
ТО3 = 2*0,00286 * 3,14*10*4 = 0,72 мин
ТШ3 = 0,72 * 1,75 = 1,3 мин
сверление 2-х отверстий Ø6: ТО4 = 2*0,00286 * 6*8 = 0,3 мин
ТШ4 = 0,3 * 1,75 = 0,53 мин
сверление отверстия Ø12 мм: ТО5 = 0,00286 * 12*8 = 0,27 мин
ТШ5 = 0,27 * 1,75 = 0,5 мин
нарезание резьбы М6: ТО6 = 2*0,004 * 6*8 = 0,384 мин
ТШ6 = 0,384 * 1,75 = 0,68 мин
Рассчитаем среднее штучное время операций:
Коэффициент закрепления получился: 10 < < 20, что соответствует среднесерийному производству.
2.2. Выбор метода получения заготовки
Выбор метода получения заготовки определяется технологическими возможностями, как заготовительного производства, так и механической обработки. Чем точнее заготовка, чем ближе она по форме к готовой детали, тем меньше механической обработки она требует, меньше расход металла, дешевле механическая обработка. Но сама заготовка при этом становится дороже. Если же взять простую по форме, дешевую заготовку, возрастают отходы металла и затраты на механическую обработку.
Сравним для детали «Основание» два вида заготовки:
- Лист стальной;
- Штамповка.
Стоимость заготовки:
СПМ – цена 1 кг материала заготовки из стали 14Х17Н2 (лист) – 45,8 руб.;
G – масса заготовки;
В – затраты за 1 час работы заготовительного оборудования при правке и резке заготовки, составляют 248,6 руб.;
Т – приближенное штучно-калькуляционное время; 3,6 мин = 0,06 ч.
q – накладные расходы, 30% от затрат на работу заготовительного оборудования.
G = V * ρ, где
ρ = 7750 кг/м3 = 0,00775 г/мм3 – плотность стали;
V = a*b*h, где
a – ширина заготовки;
b – длина заготовки;
h – высота заготовки.
Размеры заготовки рассчитываются в зависимости от габаритных размеров детали и припусков на обработку:
Для ширины – припуск 3 мм на сторону;
чистовое фрезерование – 1 мм на сторону.
а = 20 + 3 * 2 = 26 мм
Для длины – припуск 3 мм на сторону;
b = 50 + 3 * 2 = 56 мм
Для высоты – припуск 1 мм на сторону.
h = 8 + 1 * 2 = 10 мм
Отверстия в заготовке отсутствуют.
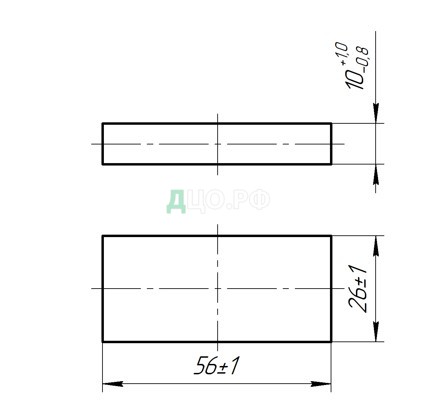
Рис.1. Эскиз заготовки из стального листа
V = 26 * 56 * 10 = 14 560 мм3
G = 14 560 * 0,00775 = 112,84 г = 0,113 кг
Стоимость штамповки:
С – базовая стоимость 1 т. заготовок,
– коэффициент доплаты за термическую обработку и очистку заготовок,
– масса заготовки;
– коэффициент, учитывающий серийность выпуска заготовок,
– масса детали,
В – затраты за 1 час работы заготовительного оборудования при правке и резке заготовки, составляют 248,6 руб.;
Т – приближенное штучно-калькуляционное время; 3,6 мин = 0,06 ч.;
– стоимость 1 т. отходов стали 35.
Размеры штамповки определяются по ГОСТ 7505-89.
Определим исходный индекс:
Класс точности – Т4 (при штамповке в открытых штампах)
Группа стали – М3 (для сталей с суммарной долей легирующих элементов более 5 %);
Степень сложности – С1; Исходный индекс – 9.
Таблица 4. Расчет размеров заготовки
| Размер детали | Допуск | Отклонения es/ei | Припуск | Размер штамповки |
| 50 | 1,4 | +0,9/-0,5 | 3,2 | 53,2 |
| 20 | 1,2 | +0,8/-0,4 | 3 | 23 |
| 8 | 1,2 | +0,8/-0,4 | 3 | 11 |
| Ø12 | 1,2 | +0,4/-0,8 | 3 | Ø9 |
| R10 | — | +1/0 | — | R11,5 |
Рис.2. Эскиз штамповки
Определим массу штамповки:
V = V1 + V2 – V3
V1 = a*b*h = 23 * (53,2 – 11,5*2) * 11 = 7 641 мм3
V2 = πR2h = 3,14 * 11,52 * 11 = 4 568 мм3
V3 = πR2h = 3,14 * 4,52 * 11 = 700 мм3
V = 7 641 + 4586 – 700 = 11 527 мм3
= 11 527 * 0,00775 = 0,1 кг
С = 90 000 руб.;
= 3281,5 (на 2018 г.);
= 1,1;
– 0,05 кг;
– 14 000 руб.;
Разница в стоимости заготовок получилась не значительной. При изготовлении штамповки, так же, необходимо учитывать затраты на изготовление штампов, что в итоге повысит стоимость штамповки и она будет заметно дороже заготовки из стального листа.
Т. о. принимаем первый вариант заготовки – стальной лист.
2.3. Выбор технологических баз
Обработка боковых сторон
Рис.3
Обработка радиусов R10
Рис.4
Обработка плоскостей
Рис.5
Сверление отверстий и нарезание резьбы
Рис.6
2.4. Выбор оборудования
Для отрезки заготовок принимаем гильотину NTА-3150/10A: применяется для резки полос листового металла. Технические характеристики:
Длина реза: 3150 мм;
Максимальная толщина 10 мм;
Минимальная толщина: 1 мм;
Вес машины: 14000 кг.
Для обработки плоских поверхностей, радиусов и сверления отверстий принимаем вертикально-фрезерный станок с ЧПУ 6Р13Ф3: предназначен для обработки разнообразных деталей сложного профиля из стали, чугуна, труднообрабатываемых цветных металлов, главным образом торцовыми и концевыми фрезами, сверлами в среднесерийном и мелкосерийном производстве. Технические характеристики:
Класс точности: Н;
Длина рабочей поверхности стола, мм 1700;
Ширина стола, мм 400;
Наибольшее перемещение по осям X,Y,Z, мм 1000_400_380;
Min частота вращения шпинделя об/м: 40;
Max частота вращения шпинделя, об/м: 2000;
Мощность, кВт: 7,5;
Размеры (Д_Ш_В), мм: 3200_2500_24504
Масса станка с выносным оборудованием, кг: 5560.
Нарезать резьбу М6 можно в ручную, т.к. диаметр отверстий небольшой. Выполняться операция будет на слесарном верстаке.
2.5. Проектирование технологического маршрута обработки детали
Таблица 5. Технологический процесс
| № операции | Наименование операции | Оборудование | Последовательность обработки |
| 005 | Отрезная | Гильотина
NTA3150/10A |
1. Установить, закрепить, снять заготовку.
2. Отрезать заготовку, выдержав размеры: 56±1; 26±1; . |
| 010 | Слесарная | Слесарный верстак | Зачистить заусенцы после отрезной операции. |
| 015 | Технический контроль | Плита контрольная | Контролировать размеры:
56±1; 26±1; . |
| 020 | Фрезерная | Станок 6Р13Ф3 | 1. Установить, закрепить, снять заготовку.
2. Фрезеровать плоскость, выдержав размер 9-0,4 3. Фрезеровать боковую поверхность, выдержав размер 23-0,6. 4. Переустановить заготовку. 5. Фрезеровать боковую поверхность, выдержав размер 20h14(-0,52). 6. Переустановить заготовку. 7. Фрезеровать плоскость, выдержав размер 8h14(-0,36). 8. Фрезеровать боковую поверхность, выдержав размер 53-0,5.
|
Продолжение таблицы 5
| № операции | Наименование операции | Оборудование | Последовательность обработки |
| 020 | Фрезерная | 9. Фрезеровать радиус R10.
10. Переустановить заготовку. 11. Фрезеровать боковую поверхность, выдержав размер 50-0,5. 12. Фрезеровать радиус R10. 13. Центровать 3 отверстия. 14. Сверлить 2 отверстия под резьбу Ø5+0,26 мм, выдержав размер 30±0,26. 15. Сверлить отверстие Ø12H14(+0,43). 16. Точить фаску 0,5х45º с двух сторон, за два установа. 17. Точить 2 фаски 1х45º с двух сторон, за два установа. |
|
| 025 | Слесарная | Слесарный верстак | 1. Установить, закрепить, снять заготовку.
2. Зачистить заусенцы после фрезерования. 3. Нарезать резьбу М6. |
| 030 | Технический контроль | Плита контрольная | Контролировать размеры:
Ø12H14(+0,43); 20h14(-0,52); 8h14(-0,36); 30±0,26; М6; 1х45º; 0,5х45º; R10. |
2.6. Выбор технологической оснастки по операциям
Выберем режущий и измерительный инструмент, а так же оснастку для закрепления детали во время обработки.
Операция 005. Отрезная:
Режущий инструмент: ножи по ГОСТ 25306-82;
Измерительный инструмент: Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89.
Операция 010. Слесарная:
Режущий инструмент: Напильник 2820-004 ГОСТ 1465-80;
Измерительный инструмент: Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89
Операция 015. Технический контроль.
Измерительный инструмент: Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89
Операция 020. Фрезерная.
Режущий инструмент:
- для обработки плоских поверхностей фреза торцевая для станков с ЧПУ R390-054Q22-11M с пластиной из твердого сплава;
- для обработки радиусов R10 фреза концевая цельная твёрдосплавная диаметром 10 мм для станков с ЧПУ 1S140-1000-200-М-А-1640;
- для центрования отверстий фреза для обработки фасок и центровочных отверстий для станков с ЧПУ 316-10CM210-10045G;
- для сверления отверстия Ø5 мм сверло спиральное с цилиндрическим хвостовиком для станков с ЧПУ 460.1-0600-018A1-XM;
- для сверления отверстия Ø12 мм сверло спиральное с цилиндрическим хвостовиком для станков с ЧПУ 460.1-1200-036A1-XM;
- для фрезерования фасок фреза для станков с ЧПУ для обработки фасок и центровочных отверстий 316-16CM210-16045G
Измерительный инструмент:
- для контроля наружных линейных размеров:
промежуточный во время обработки: ШЦ-I-125-0,1 ГОСТ 166-89;
окончательный готовых размеров: Микрометр МК 50 ГОСТ6507-90;
- для контроля отверстий: электронный штангенциркуль с точностью 0,01 мм ШЦЦ-I-125-0,01 ГОСТ 166-89;
- для контроля радиусов R10: шаблон радиусный ГОСТ 4126-66;
- для контроля фасок: угломер ГОСТ 5378-88;
Оснастка:
- для закрепления заготовки: тиски станочные 7200-0207 ГОСТ 16518-96;
- для крепления режущего инструмента кроме торцевой фрезы:
патрон 2-30-2-90 ГОСТ 26539-85;
- для крепления торцевой фрезы: патрон 2-30-15-110 ГОСТ 26539-85.
Операция 025. Слесарная.
Режущий инструмент:
- для зачистки заусенцев Напильник 2820-004 ГОСТ 1465-80;
- для нарезания резьбы: метчик ручной 2621-1153 ВК4 ГОСТ 3266-81;
Измерительный инструмент:
для контроля резьбы: пробка резьбовая 8221-0029 ГОСТ 17756-72.
Оснастка:
для крепления метчика вороток раздвижной по ГОСТ 22401-83
Операция 030. Технический контроль.
Измерительный инструмент для контроля размеров детали тот же, что в операциях 020 и 025.
3. РАСЧЁТНАЯ ЧАСТЬ
3.1. Расчёт промежуточных припусков и промежуточных размеров
Припуски на диаметральные размеры назначаются табличным способом. Предельные размеры вычисляют по формулам: dmin = d + ei, dmax = d + es, где d – номинальный размер; ei, es – нижнее и верхнее отклонения соответственно.
Предельные припуски для каждого перехода определяются путем вычитания предельных размеров на двух соседних переходах и заносятся в колонки 7 и 8.
Таблица 6. Межоперационные размеры
| Обработка | Припуск, мм | Расчетный размер, мм | Допуск, мм | Размер, мм | Припуск, мм | |||
| dmin | dmax | 2Zmin | 2Zmax | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| 20h14(-0,52) | ||||||||
| Заготовка | — | 26 | 2 | 25 | 27 | — | — | |
| Первый установ | ||||||||
| Фрез. черн. | 2 | 24 | 0,6 | 23,4 | 24 | 1,5 | 3 | |
| Фрез. чист. | 1 | 23 | 0,6 | 22,4 | 23 | 1 | 1 | |
| Второй установ | ||||||||
| Фрез. черн. | 2 | 21 | 0,6 | 20,4 | 21 | 2 | 2 | |
| Фрез. чист. | 1 | 20 | 0,52 | 19,48 | 20 | 0,92 | 1 | |
| 8h14(-0,36) | ||||||||
| Заготовка | — | 10 | 1,8 | 9,2 | 11 | — | — | |
| Первый установ | ||||||||
| Фрез. черн. | 0,5 | 9,5 | 0,4 | 9,1 | 9,5 | 0,1 | 1,5 | |
| Фрез. чист. | 0,5 | 9 | 0,4 | 8,6 | 9 | 0,5 | 0,5 | |
Продолжение таблицы 6
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Второй установ | |||||||
| Фрез. черн. | 0,5 | 8,5 | 0,4 | 8,1 | 8,5 | 0,5 | 0,5 |
| Фрез. чист. | 0,5 | 8 | 0,36 | 7,64 | 8 | 0,46 | 0,5 |
| 50-0,5 | |||||||
| Заготовка | — | 56 | 2 | 55 | 57 | — | — |
| Первый установ | |||||||
| Фрез. черн. | 2 | 54 | 0,5 | 53,5 | 54 | 2,5 | 3 |
| Фрез. чист. | 1 | 53 | 0,5 | 52,5 | 53 | 1 | 1 |
| Второй установ | |||||||
| Фрез. черн. | 2 | 51 | 0,5 | 50,5 | 51 | 2 | 2 |
| Фрез. чист. | 1 | 50 | 0,5 | 49,5 | 50 | 1 | 1 |
| Ø12 | |||||||
| Заготовка | — | — | — | — | — | — | — |
| Сверление | 12 | 12 | 0,43 | 12 | 12,43 | 12 | 12,43 |
| М6 (сверление отверстия Ø5 под резьбу) | |||||||
| Заготовка | — | — | — | — | — | — | — |
| Сверление | 5 | 5 | 0,26 | 5 | 5,26 | 5 | 5,26 |
3.2. Расчёт режимов резания и машинного времени
Операция 020. Фрезерная.
- Обработка размера 20h14(-0,52). (с одной стороны).
Глубина резания: tЧЕРН = 26 – 24 = 2 мм
tЧИСТ = 24 – 23 = 1 мм
Подача: подача на зуб фрезы
sZ черн = 0,12 – 0,18 мм/зуб, принимаем sZ = 0,15 мм/зуб
sZ чист = 0,3 – 0,6 мм/об, принимаем sZ = 0,5 мм/об ≈ 0,07 мм/зуб
Скорость резания:
| Cu | q | x | y | u | p | m | Т |
| 108 | 0,2 | 0,06 | 0,3 | 0,2 | 0 | 0,32 | 180 |
Минутная подача: sМ = sZ * z * n
sМ черн = 0,15 * 6 * 250 = 225 мм/мин , принимаем по станку 200 мм/мин
sМ чист = 0,07 * 6 * 315 = 133 мм/мин, принимаем по станку 125 мм/мин
Машинное время: Т = (L+l1+l2)/sМ , где
L – длина фрезерования, 56 мм;
l1 = l2 = 0,5*D = 0,5*60 = 30 мм – величина врезания и перебега фрезы;
ТЧЕРН = (56+30+30) / 200 = 0,58 мин
ТЧИСТ = (56+30+30) / 125 = 0,93 мин
ТОБЩ = 0,58 + 0,93 = 1,51 мин
Для обработки с другой стороны режимы резания те же.
- Обработка размера 8h14(-0,36) (с одной стороны)
Глубина резания: tЧЕРН = tЧИСТ = 10 – 9,5 = 0,5 мм
Подача: подача на зуб фрезы
sZ = 0,12 – 0,18 мм/зуб, принимаем sZ = 0,18 мм/зуб
Скорость резания:
| Cu | q | x | y | u | p | m | Т |
| 108 | 0,2 | 0,06 | 0,3 | 0,2 | 0 | 0,32 | 180 |
Минутная подача: sМ = sZ * z * n
sМ = 0,18 * 6 * 250 = 270 мм/мин , принимаем по станку 250 мм/мин
Машинное время: Т = (L+l1+l2)/sМ , где
L – длина фрезерования, 56 мм;
l1 = l2 = 0,5*D = 0,5*60 = 30 мм – величина врезания и перебега фрезы;
Т = (56+30+30) / 250 = 0,5 мин
ТОБЩ = 0,5 * 2 = 1,0 мин
Для обработки с другой стороны режимы резания те же.
- Обработка размера 50-0,5. (с одной стороны).
- Глубина резания: tЧЕРН = 56 – 54 = 2 мм
tЧИСТ = 54 – 53 = 1 мм
Подача: подача на зуб фрезы
sZ черн = 0,12 – 0,18 мм/зуб, принимаем sZ = 0,15 мм/зуб
sZ чист = 0,3 – 0,6 мм/об, принимаем sZ = 0,5 мм/об ≈ 0,07 мм/зуб
Скорость резания:
| Cu | q | x | y | u | p | m | Т |
| 108 | 0,2 | 0,06 | 0,3 | 0,2 | 0 | 0,32 | 180 |
KU = KMV * KПV * KUV = 1 * 0,9 * 1 = 0,9
Минутная подача: sМ = sZ * z * n
sМ черн = 0,15 * 6 * 250 = 225 мм/мин , принимаем по станку 200 мм/мин
sМ чист = 0,07 * 6 * 315 = 133 мм/мин, принимаем по станку 125 мм/мин
Машинное время: Т = (L+l1+l2)/sМ , где
L – длина фрезерования, 20 мм;
l1 = l2 = 0,5*D = 0,5*10 = 5 мм – величина врезания и перебега фрезы;
ТЧЕРН = (20+5+5) / 200 = 0,11 мин
ТЧИСТ = (20+5+5) / 125 = 0,24 мин
ТОБЩ = 0,11 + 0,24 = 0,35 мин
Для обработки с другой стороны режимы резания те же.
Обработка радиуса R10 (с одной стороны)
Глубина резания: припуск на обработку радиуса – 4 мм
Рис.7. Схема припуска
Целесообразно провести обработку за 4 прохода и пятый проход зачищающий: t = 1 мм
Подача: подача на зуб фрезы
sZ = 0,3 – 0,6 мм/об, принимаем sZ = 0,5 мм/об ≈ 0,07 мм/зуб
Скорость резания:
| Cu | q | x | y | u | p | m | Т |
| 108 | 0,2 | 0,06 | 0,3 | 0,2 | 0 | 0,32 | 180 |
KU = KMV * KПV * KUV = 1 * 0,9 * 1 = 0,9
Минутная подача: sМ = sZ * z * n
sМ = 0,07 * 6 * 315 = 133 мм/мин, принимаем по станку 125 мм/мин
Машинное время: Т = L / sМ , где
L – длина фрезерования, L = πR = 3,14 * 10 = 31,4 мм;
Т = 31,4 / 125 = 0,3 мин
ТОБЩ = 0,3 * 5 = 1,5 мин
Для обработки с другой стороны режимы резания те же.
Сверление двух отверстий Ø5 под резьбу М6:
Глубина резания: t = D / 2 = 5 / 2 = 2,5 мм
Подача: s = 0,07 – 0,11 мм/об; примем s = 0,09 мм/об
Скорость резания:
| Cv | q | y | m | Т |
| 3,5 | 0,5 | 0,45 | 0,12 | 6 |
KU = KMU * KUV * KlV = 1 * 1 * 1 = 1
Минутная подача: sМ = s * n
sМ = 0,09 * 1250 = 112,5 мм/мин, принимаем по станку 100 мм/мин
Машинное время: Т = (L+l1+l2) / sМ , где
L – глубина сверления, 10 мм;
l1 – величина врезания; l1 = t*ctgφ = 2,5 * ctg(118/2) = 1,5 мм;
l2 = 2 мм – перебег сверла, при сквозном сверлении.
Т = (10+1,5+2) / 100 = 0,14 мин
ТОБЩ = 0,14 * 2 = 0,28 мин
- Сверление отверстия Ø12:
Глубина резания: t = D / 2 = 12 / 2 = 6 мм
Подача: s = 0,17 – 0,2 мм/об; примем s = 0,18 мм/об
Скорость резания:
| Cv | q | y | m | Т |
| 3,5 | 0,5 | 0,45 | 0,12 | 15 |
Минутная подача: sМ = s * n
sМ = 0,18 * 600 = 108 мм/мин, принимаем по станку 100 мм/мин
Машинное время: Т = (L+l1+l2) / sМ , где
L – глубина сверления, 10 мм;
l1 – величина врезания; l1 = t*ctgφ = 6 * ctg(118/2) = 3 мм;
l2 = 2 мм – перебег сверла, при сквозном сверлении.
Т = (10+3+2) / 100 = 0,15 мин
3.3. Расчёт нормы времени
Нормативы подготовительно-заключительного и вспомогательного времени взяты из справочника [5].
Таблица 7. Нормы времени на операцию 020
| № | Содержание операции | Тпз | То | Тв |
| мин | ||||
| 1
|
Получение инструмента, наладка станка, инструмента и приспособления. | 25 | — | — |
| 2
3 4
5 6 7 |
Установить, закрепить, снять заготовку.
Изменить величину подачи. Изменить частоту вращения. Фрезеровать плоскость, выдержав размер 9-0,4 Вспомогательное время, связанное с переходом. Вспомогательное время на измерение |
— | 1,0 | 1,4
0,06 0,05
0,5
0,07 |
| 8
9 10 11
12
13 |
Переустановить заготовку.
Изменить величину подачи. Изменить частоту вращения. Фрезеровать боковую поверхность, выдержав размер 23-0,6. Вспомогательное время, связанное с переходом. Вспомогательное время на измерение |
— | 1,51 | 0,8
0,06 0,05
0,5
0,07 |
Продолжение таблицы 7
| 14
15 16 17
18
19 |
Переустановить заготовку.
Изменить величину подачи. Изменить частоту вращения. Фрезеровать боковую поверхность, выдержав размер 20h14(-0,52). Вспомогательное время, связанное с переходом. Вспомогательное время на измерение |
— | 1,51 | 0,8
0,06 0,05
0,5
0,07 |
| 20
21 22 23
24
25 |
Переустановить заготовку.
Изменить величину подачи. Изменить частоту вращения. Фрезеровать плоскость, выдержав размер 8h14(-0,36). Вспомогательное время, связанное с переходом. Вспомогательное время на измерение |
— | 1,0
|
0,8
0,06 0,05
0,5
0,07 |
| 26
27
28
29
30 |
Сменить инструмент.
Изменить величину подачи. Изменить частоту вращения. Фрезеровать боковую поверхность, выдержав размер 53-0,5. Вспомогательное время, связанное с переходом. Вспомогательное время на измерение |
— | 1,04 | 0,5
0,11
0,5
0,14 |
| 31
32
33 |
Фрезеровать радиус R10.
Вспомогательное время, связанное с переходом. Вспомогательное время на измерение |
— | 1,5 |
0,5
0,05 |
Продолжение таблицы 7
| 33
34 35 36
37
38 |
Переустановить заготовку.
Изменить величину подачи. Изменить частоту вращения. Фрезеровать боковую поверхность, выдержав размер 50-0,5. Вспомогательное время, связанное с переходом. Вспомогательное время на измерение |
— | 0,35 | 0,8
0,06 0,05
0,3
0,07 |
| 39
40 41 42 43
44 |
Сменить инструмент
Изменить величину подачи. Изменить частоту вращения. Фрезеровать радиус R10. Вспомогательное время, связанное с переходом. Вспомогательное время на измерение |
— | 1,2 | 0,5
0,06 0,05
0,5
0,05 |
| 45
46 47 48 49 |
Сменить инструмент
Изменить величину подачи. Изменить частоту вращения. Центровать 3 отверстия. Вспомогательное время, связанное с переходом. |
— | 0,4 | 0,5
0,06 0,05
0,6 |
| 50
51 52 53
54 55 |
Сменить инструмент
Изменить величину подачи. Изменить частоту вращения Сверлить 2 отверстия под резьбу Ø5+0,26 мм, выдержав размер 30±0,26. Вспомогательное время, на переход. Вспомогательное время на измерение. |
— | 0,28 | 0,5
0,06 0,05
1,0 0,4 |
Продолжение таблицы 7
| 56
57 58 59 60 61 |
Сменить инструмент
Изменить величину подачи. Изменить частоту вращения. Сверлить отверстие Ø12H14(+0,43). Вспомогательное время, на переход. Вспомогательное время на измерение. |
— | 0,15 | 0,5
0,06 0,05
0,4 0,07 |
| 62
63 64 65 66 |
Сменить инструмент
Фрезеровать фаску 0,5х45º. Фрезеровать 2 фаски 1х45º. Вспомогательное время, на переход. Вспомогательное время на измерение. |
— | 0,3 | 0,5
0,06 0,05 0,2 0,15 |
| 67
68 69 70 71 |
Переустановить деталь.
Фрезеровать фаску 0,5х45º. Фрезеровать 2 фаски 1х45º. Вспомогательное время, на переход. Вспомогательное время на измерение. |
— | 0,3 | 0,8
0,06 0,05 0,2 0,15 |
| Всего | 25 | 11,4 | 18,1 |
Операционное время: Топ = То + Тв = 11,4 + 18,1 = 29,5 мин
Время перерывов на отдых и личные надобности 4% от Топ:
Тотд = 32,5 * 0,04 = 1,2 мин
Время на обслуживание рабочего места 4% от Топ: Тобсл = 1,2 мин
Штучное время: Тшт = Топ + Тотд + Тобсл = 29,5 + 1,2 + 1,2 = 31,9 мин
3.4. Расчёт и кодирование операции для станка с ЧПУ
Т.к. обработка детали ведутся с переустановками, то текст УП для обработки разных поверхностей детали разделен на отдельные программы.
Обработка в размер 8h14. Текст программы для обработки обеих сторон:
№ 001
N1 G54 G43 T1 H1 M6;
N2 M3 S250 F250;
N3 G0 X80 Y28;
N4 Z10;
N5 G1 Z-0.5;
N6 X-60;
N7 G0 Z50;
N8 X100;
N9 Z10;
N10 G1 Z-1;
N11 X-60;
N12 G0 Z50;
N13 X100;
N14 M2;
Обработка в размер 20h14. Текст программы для обработки обеих сторон:
№ 002
- G54 G43 T1 H1 M6;
- S250 F200;
- G0 X70 Y4.5;
- Z10;
- G1 Z-2;
- X-60;
- G0 Z50;
- X70;
- S315 F125;
- Z6;
- G1 Z-3;
- X-60;
- G0 Z50;
- X100;
- M2;
Обработка в размер 50h14, радиуса R10. Для обработки радиуса R10 необходимо назначить опорные точки, в которые будет перемещаться фреза.
Рис. 8. Опорные точки
| № точки | Координаты | № точки | Координаты | ||
| x | y | x | y | ||
| 1 | 4.46 | 20 | 11 | 3 | 4.38 |
| 2 | 3 | 18.54 | 12 | 7.38 | 0 |
| 3 | 3 | 2.46 | 13 | 8.84 | 0 |
| 4 | 4.46 | 0 | 14 | 3 | 8.84 |
| 5 | 5.92 | 0 | 15 | 3 | 14.16 |
| 6 | 3 | 2.92 | 16 | 8.84 | 20 |
| 7 | 3 | 17.08 | 17 | 13 | 20 |
| 8 | 5.92 | 20 | 18 | 3 | 10 |
| 9 | 7.38 | 20 | 19 | 10 | 0 |
| 10 | 3 | 15.62 | — | — | — |
Текст программы для обработки обеих сторон:
№003
- G54 G43 T1 H1 M6;
- M3 S250 F200;
- G0 X-30 Y30;
- Z-5;
- G1 X-2;
- Y-15;
- G0 X-15;
- Y25;
- X-3;
- G1 Y-15;
- G0 X-15;
- Y30;
- S315 F125; (начало обработки радиуса R10)
- G0 Y23;
- 46;
- G1 Y20
- G3 X3 Y18.54 R10;
- G3 X3 Y2.46 R10;
- G3 X4.46 Y0 R10;
- G1 X5.92 Y0;
- G2 X3 Y2.92 R10;
- G2 X3 Y17.08;
- G2 X5.92 Y20 R10;
- G1 X7.38 Y20;
- G3 X3 Y15.62 R10;
- G3 X3 Y4.38 R10;
- G3 X7.38 Y0 R10;
- G1 X8.84 Y0;
- G2 X3 Y8.84 R10;
- G2 X3 Y14.16 R10;
- G2 X8.84 Y20 R10;
- G1 X13 Y20;
- G3 X3 Y10 R10;
- G3 X3 Y0 R10;
- G1Y-10;
- G0 X-50
- Z100
- Y100;
- M2;
Сверление отверстий
№004
- G54 G43 T1 H1 M6;
- M3 S250 F200; (центрование отверстий)
- G0 X10 Y10;
- Z15;
- G99 G81 Z-4 R6 K3;
- X25 Z-4;
- X40 Z-4;
- G80;
- G0 Z100;
- X100;
- G54 G43 T2 H2 M6; (сверление отверстий Ø5)
- M3 S315 F125;
- G0 X10 Y10;
- Z15;
- G99 G81 Z-4 R6 K2;
- X40 Z-15;
- G80;
- G0 Z100;
- X100;
- G54 G43 T3 H3 M6; (сверление отверстия Ø12)
- M3 S600 F100;
- G0 X40 Y10;
- Z15;
- G99 G81 Z-4 R6;
- G80;
- G0 Z100;
- X100;
- G54 G43 T4 H4 M6; (фрезерование фасок)
- M3 S600 F100;
- G0 X10 Y10;
- Z15;
- G99 G81 Z-5 R6 K3;
- X25 Z-5;
- X40 Z-5;
- G80;
- G0 Z100;
- X100;
- М2;
3.5. Охрана труда в машиностроительном производстве
Под охраной труда понимается система сохранения жизни и здоровья работников в процессе трудовой деятельности, включающая правовые, социально-экономические, организационно-технические, санитарно-гигиенические, лечебно-профилактические, реабилитационные и иные мероприятия (ст. 1 ФЗ «Об основах охраны труда в РФ»). Эти мероприятия имеют своей целью создание условий труда, отвечающих требованиям сохранения жизни и здоровья работников в процессе трудовой деятельности различными средствами. В зависимости от последних, охрану труда различают в широком и узком смысле слова. В широком понятии охрана труда — это система сохранения жизни и здоровья работников в процессе трудовой деятельности, включающая правовые, социально-экономические, организационно-технические, санитарно-гигиенические, лечебно-профилактические, реабилитационные и иные мероприятия.
Согласно нормативным документам существуют четыре основных вида инструктажей:
— Вводный инструктаж проводится специалистом по охране труда или инженерным работником, уполномоченным приказом по предприятию на проведение инструктажей и приёме экзаменов по технике безопасности.
Прохождение вводного инструктажа должно подтверждаться соответствующей отметкой в журнале регистрации инструктажей, подписью инструктора и самого работника, а также записью с номером приказа о приёме на работу.
— Первичный инструктаж. Эта подготовка проводится с работниками на их рабочем месте руководителем производственного подразделения, до начала самостоятельного труда новыми сотрудниками. Мероприятие проводится со следующими категориями работников:
- С каждым работником, пришедшим в рабочее подразделение, включая лиц, временно принятых для производства сезонных работ, совместителей, а также работающих на дому с применением предоставленных для этих целей работодателем механизмов, инструментов и материалов либо приобретаемых работником за свой счёт.
- С работниками организации на время или на постоянной основе, переведёнными из других структурных подразделений, приходящими на новое для себя рабочее место.
- С командированными работниками других предприятий, учащимися учреждений образования, направленными для прохождения производственной практики.
— Повторный инструктаж. Такую подготовку должны получать все рабочие, независимо от уровня образования и продолжительности работы, вида обязанностей и квалификации не реже одного раза в 6 месяцев.
Рабочие, выполняющие обслуживание оборудования, относящегося к источникам повышенной опасности, получают повторную инструкцию каждые 3 месяца.
По согласованию с территориальными органами госнадзора и профсоюзным комитетом предприятия, для определённых категорий работников устанавливается период проведения раз в год.
— Целевой инструктаж. Такой вид подготовки назначается при выполнении единичных работ, которые не связаны со служебными обязанностями работника (наведение порядка на территории, погрузка и разгрузка материалов, выполнение отдельных поручений), устранения результатов стихийных бедствий либо аварий.
Также проведение такого мероприятия необходимо при организации мероприятий с участием учащихся и несовершеннолетних (спортивные состязания, турпоходы, экскурсии и др.).
Оформление результатов прохождения подготовки при подготовке наряда-допуска, осуществляется в самом наряде-допуске либо в ином распорядительном акте, на основании которого производится выполнение работ.
Механический участок обработки детали оборудован системой отопления и общеобменной приточно-вытяжной вентиляцией по требованиям СНиП 2.04.05, обеспечивающей снижение на рабочих местах содержания вредных веществ в воздухе рабочей зоны до значений, не превышающих ПДК по ГОСТ 12.1.005-88, а также метеорологические условия, соответствующие гигиеническим требованиям к микроклимату производственных помещений.
Общие требования безопасности к производственному оборудованию установлены ГОСТ 12.2.003-74. Основные из них:
— Производственное оборудование должно быть безопасно при монтаже, эксплуатации и ремонте как отдельно, так и в составе комплексов и технологических схем, а также при транспортировании и хранении. Оно должно быть пожаровзрывобезопасным. Все это рассчитывается на обеспечение безопасности в течение всего срока службы оборудования.
— Все виды производственного оборудования должны охранять окружающую среду (воздух, почву, водоемы) от загрязнения выбросами вредных веществ выше установленных норм.
— Непременным условием является обеспечение надежности, а также исключение опасности при эксплуатации в пределах, установленных технической документацией.
— Материалы, применяемые в конструкции производственного оборудования, не должны быть опасными и вредными. Не допускается использование новых веществ и материалов, не прошедших проверки на пожаробезопасность.
— Установленные требования к производственному оборудованию обеспечиваются выбором принципов действия, конструктивных схем, безопасных элементов конструкции и т. п.; применением в конструкции средств механизации, автоматизации и дистанционного управления; применением в конструкции средств защиты; выполнением эргономических требований.
Требования безопасности при эксплуатации станков с ЧПУ:
— До начала работы оператору необходимо проверить наличие и исправность ограждений движущихся элементов станка, а также токоведущих частей электрической аппаратуры и элементов управления;
— При установке станочного инструмента необходимо проверить его исправность (отсутствие надломов, трещин и правильность заточки);
— Перед включением станка необходимо убедиться, что пуск его никому не угрожает опасностью. Запрещается включать шпиндель и перемещать подвижные узлы станка, если в рабочей зоне механизмов находится обслуживающий персонал;
— Ежемесячно следует проводить тестовую проверку блокировочных устройств при работе станка на холостом ходу;
— Перед наладкой станка пробным включением и выключением необходимо проверить, не может ли произойти самопроизвольное включение двигателя станка;
— Для обслуживания и ремонта станков с ЧПУ допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование, обучение по соответствующей программе и аттестованные квалификационной комиссией.
Под системой пожарной безопасности понимается (ГОСТ 12.1.004) комплекс организационных мероприятий и технических средств, направленных на предотвращение пожара и ущерба от него.
ГОСТ 12.1.033 приводит основные понятия и их определения в области пожарной безопасности.
В основе обеспечения пожарной безопасности предприятия лежат, прежде всего, организационные мероприятия, которые затем реализуются технически по четко разработанному плану противопожарной защиты объекта (в соответствии с техническими заданиями, приказами и инструкциями о мерах пожарной безопасности на предприятии).
Пожарная безопасность.
Противопожарный инструктаж проводится администрацией (собственником) организации, ответственным лицом по специальным программам обучения мерам пожарной безопасности работников организаций (далее — специальные программы) и в порядке, определяемом руководителем организации.
Проведение противопожарного инструктажа включает в себя ознакомление работников организаций с:
- правилами содержания территории, зданий (сооружений) и помещений, в том числе эвакуационных путей, наружного и внутреннего водопровода, систем оповещения о пожаре и управления процессом эвакуации людей;
- требованиями пожарной безопасности, исходя из специфики пожарной опасности технологических процессов, производств и объектов;
- мероприятиями по обеспечению пожарной безопасности при эксплуатации зданий (сооружений), оборудования, производстве пожароопасных работ;
- правилами применения открытого огня и проведения огневых работ;
- обязанностями и действиями работников при пожаре, правилами вызова пожарной охраны, правилами применения средств пожаротушения и установок пожарной автоматики.
На каждом объекте инструкцией должен быть установлен соответствующий их пожарной опасности противопожарный режим, в том числе:
- определены и оборудованы места для курения;
- определены места и допустимое количество единовременно находящихся в помещениях сырья, полуфабрикатов и готовой продукции;
- установлен порядок уборки горючих отходов и пыли, хранения промасленной спецодежды;
- определен порядок обесточивания электрооборудования в случае пожара и по окончании рабочего дня;
- регламентированы:
- порядок проведения временных огневых и других пожароопасных работ;
- порядок осмотра и закрытия помещений после окончания работы;
- действия работников при обнаружении пожара.
- определен порядок и сроки прохождения противопожарного инструктажа и занятий по пожарно-техническому минимуму, а также назначены ответственные за их проведение.
ЗАКЛЮЧЕНИЕ
В ходе выполнения курсовой работы был разработан технологический процесс изготовления детали «Вал – ведущий». Для этого были выполнены следующие задачи:
- Изучить и проанализировать конструкцию детали. Конструкция детали полностью отвечает требованиям, предъявленным к ней, соответствует назначению и условиям работы, поверхности детали имеют оптимальные степени точности и шероховатость, что дает возможность применение типового технологического процесса для ее изготовления. Материал заготовки сталь 20 ГОСТ 1050-88 по назначению, химическому составу, механическим и технологическим свойствам соответствует служебному назначению данной детали.
- Выполнить расчет заготовки. Выбранный метод получения заготовки для изготовления данной детали – ковка в горячештамповочном автомате является наиболее рациональным, так как размеры заготовки приближены максимально к размерам готовой детали, что сокращает трудоемкость изготовления детали, сокращает количество отходов.
- Разработать маршрутную технологию. Маршрут обработки детали составлен в соответствии формирования установочных и измерительных баз, точности обработки и шероховатости поверхностей. Он направлен на повышение технического уровня производства, качества продукции и производительности труда.
- Рассчитать режимы резания и нормы времени. Оптимальные режимы обработки и нормы времени на операции обеспечиваются полнотой использования режущих свойств инструмента и производственных возможностей технологического оборудования.
СПИСОК ЛИТЕРАТУРЫ
- Баранчиков В. И. Прогрессивные режущие инструменты и режимы резания металлов. – М.: Машиностроение, 1990;
- Данилевский В.В. Справочник молодого технолога-машиностроителя.- М.: Высшая школа, 2009
- Добрыднев И.С. Курсовое проектирование по предмету «технология машиностроения».- М.: Машиностроение, 2005;
- Косиловой А.Г. Справочник технолога-машиностроителя Т. 1 и Т.2, М.: Машиностроение, 2006;
- Локтев А. Д. общемашиностроительные нормативы режимов резания Т.1 и Т.2. – М: Машиностроение, 1991;
- ГОСТ12.1.004-91 ССБТ. Пожарная безопасность. Общие требования (с изменениями от 2006 г.);
- ГОСТ 12.3.002-75 «ССБТ Процессы производственные. Общие требования безопасности»; «СанПиН 2.2.2.1327-03 Гигиенические требования к организации технологических процессов, производственному оборудованию и рабочему инструменту»;
- ГОСТ 12.2.003-91 «ССБТ Оборудование производственное. Общие требования безопасности»;
- ГОСТ 12.2.009-80 «Станки металлорежущие. Общие требования безопасности»;
- Каталог инструментов «Sandvik Coromant».