ВВЕДЕНИЕ
1. ТЕОРЕТИЧЕСКИЕ АСПЕКТЫ СОКРАЩЕНИЯ ДЛИТЕЛЬНОСТИ ПРОИЗВОДСТВЕННОГО ЦИКЛА
1.1 Производственный цикл: понятие и определение длительности
1.2 Методы и пути сокращения длительности производственного цикла
2. ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКАЯ ХАРАКТЕРИСТИКА ООО «АРТ-ПРОФИ»
2.1 Общая характеристика ООО «Арт-Профи»
2.2 Анализ организации производственного процесса ООО «Арт-Профи»
2.3 Оценка эффективности производственного цикла предприятия
3 РАЗРАБОТКА МЕРОПРИЯТИЙ ПО СОКРАЩЕНИЮ ДЛИТЕЛЬНОСТИ ПРОИЗВОДСТВЕННОГО ЦИКЛА ООО «АРТ-ПРОФИ»
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
ПРИЛОЖЕНИЯ
ВВЕДЕНИЕ
Актуальность выбора темы данной курсовой работы обусловлена тем, что сокращение производственного цикла имеет важное экономическое значение: чем меньше длительность производственного цикла, тем больше продукции в единицы времени при прочих равных условиях можно выпустить на данном предприятии, в цехе или участке, тем больше использование основных фондов, и тем меньше потребность предприятия в оборотных средствах, вложенных в незавершенное производство и т.д.
Целью данной курсовой работы является разработка мероприятий по сокращению деятельности производственного цикла на примере ООО «Арт-Профи».
Для достижения поставленной цели необходимо решить ряд задач:
-определить понятие длительности производственного цикла;
-рассмотреть методы и пути сокращения длительности производственного цикла;
-дать общую характеристику предприятия ООО «Арт-Профи»;
-проанализировать организацию производственного процесса в ООО «Арт-Профи»;
-оценить эффективность производственного цикла предприятия;
-разработать мероприятия по сокращению длительности производственного цикла ООО «Арт-Профи».
Объектом данной курсовой работы является ООО «Арт-Профи».
Предметом — финансово-хозяйственная деятельность предприятия.
Курсовая работа состоит из введения, трех частей, заключения, списка литературы и приложения.
1. ТЕОРЕТИЧЕСКИЕ АСПЕКТЫ СОКРАЩЕНИЯ ДЛИТЕЛЬНОСТИ ПРОИЗВОДСТВЕННОГО ЦИКЛА
1.1 Производственный цикл: понятие и определение длительности
Производственный процесс на предприятиях протекает не только в пространстве, но и во времени. Для характеристики протекания производственного процесса во времени вводится понятие производственного цикла.
Производственный цикл – законченный круг производственных операций при изготовлении изделия.
Вследствие того, что производственный процесс протекает во времени и пространстве, производственный цикл можно измерить длинной пути движения изделия и его комплектующих элементов, а также временем, в течение которого изделие проходит весь путь обработки.
Таким образом, длительность производственного цикла – календарный период времени, необходимый для полного изготовления партии деталей или всего изделия в пределах, соответственно, участка, цеха, завода.
На рисунке 1.1 представлена структура производственного цикла.
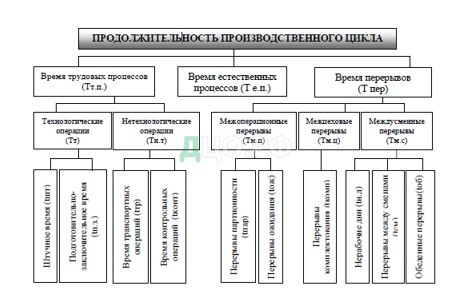
Рисунок 1.1 – Структура производственного цикла
Производственный цикл включает в себя:
-Время технологических операций;
-Межоперационный простой;
-Время на протекание естественных природных процессов (охлаждение металла, затвердевание клеевых составов).
Межоперационный простой можно сократить за счет обоснованного вида передачи с одной операции на другую и методов организации обработки изделия:
-последовательная обработка;
-параллельно-последовательная обработка;
-параллельная обработка изделия.
Организация производственного процесса методом последовательной обработки деталей осуществляется в том случае, когда одна технологическая операция выполняется после завершения предыдущей и нет возможности их совмещения (одновременного выполнения) при обработке одной и той же партии изделий. То есть, до окончания обработки всей партии изделий на одной технологической операции дальнейшая обработка не производится.
Простыми словами, первая обработанная деталь ожидает окончания обработки последней детали и только после этого вся партия передается на следующую операцию.
Длительность цикла последовательного способа обработки деталей можно найти по формуле (1):
(1)
Где n – количество деталей в обрабатываемой партии, шт.;
-i – операция;
-m – количество операций в технологическом процессе;
-ti – штучное время исполнения i-той операции, минут;
-Сi – количество станков, на которых осуществляется обработка детали на i-той операции;
-tест — длительность операций, во время которых происходят естественные (природные) процессы;
-tожид — длительность ожидания обработки между технологическими операциями (межоперационные простои и пролеживания).
Следует обратить внимание, что формула состоит из трех частей.
Первая часть формулы позволяет определить непосредственно время, в течение которого деталь (изделие) подвергается непосредственной активной обработке. Длительность обработки операции делится на количество станков, которые эту операцию выполняют, умножается на количество деталей в партии, и получается время, за которое отдельная операция будет выполнена для всей партии деталей. Сумма времени по всем операциям определяет затраты времени на обработку деталей без учета остальных факторов.
Вторая часть формулы добавляет технологически необходимое время естественных процессов (например, остывание, снятие внутренних напряжений и т.д.). В сумме получается длительность цикла технологических операций. Это значение выведено отдельной формулой в первой строке.
Добавление третьей части формулы, которая учитывает ожидание обработки и другие потери времени, дает длительность производственного цикла, которая учитывается для целей планирования.
Параллельно-последовательный способ обработки предполагает частичное совмещение времени выполнение смежных операций, то есть обработка на следующих операциях начинается до окончания изготовления всей партии на предыдущих операциях, при этом нужно выдерживать условия непрерывности обработки каждой операции.
При параллельно-последовательной обработке, часть деталей, которые уже обработаны на текущей операции, передаются для обработки на следующую, только после того, как их количество достигнет значения, необходимого для того, чтобы обработка всей партии на следующей операции осуществлялась непрерывно.
Такой способ обработки применяется в том случае, когда оборудование может работать только в непрерывном цикле. Например, термообработка партии будет экономически не целесообразна, если детали будут поступать на нее в произвольные моменты времени с произвольными перерывами. Поэтому необходимо начинать цикл термообработки таким образом, чтобы с момента начала обработки партии до момента ее окончания оборудование работало бы непрерывно.
Момент начала обработки на таком оборудовании должен быть вычислен таким образом, что время начала обработки на текущей операции было бы таким, что деталь, вышедшая последней с предыдущей операции, тут же была отправлена в обработку на текущей или уже находилась в ожидании обработки.
Длительность технологического цикла при параллельно-последовательном способе передачи деталей (Тц п-п) рассчитывается по формуле (2):
(2)
Где: T цикла пар посл – суммарное время выполнения технологического процесса обработки деталей при параллельно-последовательной обработке;
-n – количество деталей в обрабатываемой партии, шт.;
-p – величина транспортной (передаточной) партии шт.;
-ti – штучное время исполнения i-той операции, минут;
-Сi – количество станков, на которых осуществляется обработка детали на i-той операции;
-(t/c) кор. – длительность выполнения наименьшей из двух смежных операций.
tест — длительность операций, во время которых происходят естественные (природные) процессы.
Как видно из первой строки блока формул, из времени, рассчитанного на последовательную обработку деталей, вычитается экономия времени, возникающая из-за того, что партия деталей пролеживает лишь частично и ее обработка начинается до момента окончания обработки всей партии.
Вторая строка блока формул расшифровывает первую. Длительность обработки операции делится на количество станков, которые эту операцию выполняют, и умножается на количество деталей в партии. В итоге мы получаем время, за которое отдельная операция будет выполнена для всей партии деталей.
Сумма времени по всем операциям показывает затраты времени на обработку деталей без учета остальных факторов. Затем добавляется время, необходимое для естественных процессов остывания, затвердения и т.д. и вычитается экономия времени, получающаяся за счет более раннего времени начала обработки деталей на следующей операции.
Третья строка блока формул показывает, как вычисляется время уменьшения обработки партии. Первая операция может быть, как короче второй, так и нет. Поэтому из двух смежных операций выбирается та, длительность обработки которой меньше.
Теперь, когда от размера всей партии мы вычитаем размер передаточной партии, получаем количество деталей, которые, фактически, будут обработаны параллельно. Простаивает здесь максимум, передаточная партия, которая и была вычтена. Затем, умножив количество параллельно обрабатываемых деталей на время их параллельной обработки (t/c), при чем меньшего из двух операций, мы получаем величину экономии времени на обработку при такой организации производства.
Четвертая строка блока формул всего лишь дополняет рассчитанное нами время (см. вторую строку блока формул) временем потерь на ожидание деталями обработки в результате пролеживания.
Параллельное движение партии деталей характеризуется тем, что одновременно на всех операциях обрабатываются разные экземпляры данного наименования, и каждый образец проходит обработку по всем операциям непрерывно. Передача деталей с операции на операцию осуществляется поштучно или передаточными партиями. В этом случае полностью загружена самая трудоемкая операция («узкое место»), а на других есть ожидание обработки.
При параллельной обработке самое «узкое место» полностью загружено и детали на нем обрабатываются непрерывно.
Длительность цикла при параллельной обработке партии деталей находят по формуле(3):
(3)
-T цикла паралл – суммарное время выполнения технологического процесса обработки деталей при параллельной обработке;
-n – количество деталей в обрабатываемой партии, шт.;
-p – величина транспортной (передаточной) партии шт.;
-ti – штучное время исполнения i-той операции, минут;
-Сi – количество станков, на которых осуществляется обработка детали на i-той операции;
-tест — длительность операций, во время которых происходят естественные (природные) процессы.
Поскольку в самом «узком месте» обработка выполняется непрерывно, то время обработки партии увеличится только на время «застревания» деталей, превышающих размер передаточной партии (n-p) в «узком месте» (t/c) max , что нам и показывает формула.
Первая часть формулы позволяет определить непосредственно время, в течение которого деталь (изделие) подвергается непосредственной активной обработке. Длительность обработки (t) операции делится на количество станков (C), которые эту операцию выполняют, умножается на количество деталей в передаточной партии.
Вторая часть формулы позволяет вычислить длительность «застревания» партии в «узком месте». Поскольку все остальные операции будут выполнены быстрее, то длительность простаивания и будет равна количеству ожидающих деталей (n-p) умноженному на длительность обработки в «узком месте» (t/c) max.
Третья часть формулы, которая учитывает ожидание обработки и другие потери времени, если, конечно она не указана в технологической карте как технологическая операция.
1.2 Методы и пути сокращения длительности производственного цикла
Основной задачей сокращения производственного цикла является ускорение оборачиваемости запасов на всех стадиях кругооборота. Оборотные производственные фонды включают в себя 3 основных элемента:
-производственные запасы (сырье/материалы, покупные полуфабрикаты, вспомогательные материалы, комплектующие, топливо, тара, запасные части для ремонта;
-незавершенное производство и полуфабрикаты собственного изготовления;
-расходы будущих периодов.
Соответственно, для более эффективного сокращения производственного цикла – в результате чего возможно увеличение производительности труда, уменьшение объемов незавершенного производства, и в итоге снижение себестоимости продукции – следует уменьшить период оборота для каждого из вышеперечисленных элементов. В связи с этим, далее, рассмотрим пути снижения длительности производственного цикла в общем, и конкретно для каждого из трех элементов.
Способы и виды сочетания операций, а также порядок передачи предметов труда от одного рабочего места к другому, в достаточно значительной степени предопределяют длительность производственного цикла. В настоящее время выделяют три вида сочетания операций: последовательный, параллельный, параллельно-последовательный.
В частности, достоинством последовательного вида движения предметов труда является отсутствие перерывов в работе оборудования и рабочего на каждой операции, возможность высокой их загрузки в течение смены, но производственный цикл при этом виде движения наибольший, что отрицательно влияет на технико-экономические показатели работы цехов и предприятия и не может применяться на всех участках производства.
Параллельный вид движения является наиболее эффективным, но возможности его применения несколько ограничены, это объясняется тем, что обязательным условием такого движения является равенство или же кратность продолжительности выполнения операций, что характерно для поточных линий. В противном случае на отдельных операциях возникают простои рабочих и оборудования, вызываемые неодинаковой продолжительностью отдельных операций. Это говорит о том, что их параллельное сочетание не всегда является рациональным.
Параллельно-последовательный вид движения предметов труда обеспечивает работу оборудования и рабочего персонала без перерывов. Производственный цикл при этом виде несколько больше по сравнению с параллельным, но меньше, чем при последовательном виде движения изделий.
Таким образом, попытка внедрения только одного вида сочетания операций (чаще всего компании стремятся использовать только параллельный метод) в производственной деятельности является не рациональной в связи с тем, что оценка преимуществ и недостатков каждого метода должна производиться конкретно по отношению к каждой из производственных операций, и в результате обеспечить определенный баланс во времени межоперационных перерывов, для достижения наибольшей эффективности.
Однако, стоит отметить, что длительность цикла на предприятии может заметно уменьшиться при переходе к параллельно-последовательному методу, который при меньшем сокращении длительности, обеспечивает беспрерывную обработку всей партии продукции на этапе каждой из операций.
Следующим методом снижения длительности производства может послужить правильный (в соответствии с выпускаемым видом товарной продукции) выбор метода организации производственного процесса. Например, имеет смысл выбрать партионный метод в серийном и мелкосерийном производствах, в заготовительных цехах массового и крупносерийного производства, использующих высокопроизводительное оборудование, превосходящее своей мощностью пропускную способность сопряженных станков и машин в последующих подразделениях, а единичный метод организации производства эффективнее применять при изготовлении продукции в единичных экземплярах (или при небольшой номенклатуре изделий) или небольшими неповторяющимися партиями, например, при изготовлении сложного уникального оборудования.
Стоит отметить, что для единичного метода направлениями повышения эффективности организации производства являются развитие стандартизации, унификация деталей и узлов, внедрение групповых методов обработки. Однако, наиболее популярным в применении в массовом производстве является поточный метод – в результате применения которого, увеличивается производительность труда за счет сокращения перерывов в изготовлении продукции, механизации производственного процесса, специализации рабочих мест, а также в ускорении оборачиваемости оборотных средств за счет сокращения цикла обработки, и, наконец, в снижении себестоимости продукции.
Перечислим далее основные методы, которые можно применить по отношению к трем элементам, для снижения длительности производственного цикла.
Эффективная организация производственных запасов является важным условием повышения эффективности использования оборотных средств. Основные пути сокращения производственных запасов сводятся к их рациональному использованию:
-ликвидации сверхнормативных запасов материалов;
-совершенствованию нормирования;
-улучшению организации снабжения, в том числе путем установления четких договорных условий поставок и обеспечения их выполнения, оптимального выбора поставщиков, налаженной работы транспорта.
Продолжительность транспортных операций может быть значительно уменьшена в результате перепланировки оборудования на основе принципа прямой точности, механизации, автоматизации подъема и перемещения продукции с помощью различных подъемно-транспортных средств. Важная роль также принадлежит улучшению организации складского хозяйства.
Если рассматривать незавершенное производство, то сократить время пребывания оборотных средств можно достичь путем совершенствования организации производства, улучшения применяемых техники и технологии, совершенствования использования основных фондов, прежде всего их активной части, экономии по всем стадиям движения оборотных средств.
Под совершенствованием технологических процессов часто понимают их комплексную механизацию и автоматизацию, внедрение скоростных режимов, а также концентрацию операций.
Концентрация операций может заключаться в многоинструментальной и многопредметной обработке либо в совмещении в одном рабочем цикле нескольких различных технологических операций. А повышение технологичности конструкций изделий часто связывается с максимальным приближением их к требованиям технологического процесса.
В дополнение, хотелось бы упомянуть ряд особенностей, связанных с отраслевой спецификой строительных организаций при реализации процесса сокращения длительности производственного цикла.
Фактически длительность производственного цикла зависит от двух важнейших групп факторов: технического уровня производства и организации производства. Эти обе группы факторов дополняют друг друга и взаимодействуют между собой.
Основными направлениями снижения производственного цикла, в том числе и для строительных организаций, являются:
- Совершенствование технологии.
- Применение более производительных оборудования, инструментов, средств технологического оснащения.
- Автоматизация производственных процессов и применение гибких интегрированных процессов.
- Специализация и кооперирование производства.
- Организация поточного производства.
- Гибкость (многофункциональность) персонала.
- Грамотная логистика процессов.
- Многие другие факторы, влияющие на длительность производственного цикла.
2. ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКАЯ ХАРАКТЕРИСТИКА ООО «АРТ-ПРОФИ»
2.1 Общая характеристика ООО «Арт-Профи»
Рекламно-производственная компания «Арт Профи» начала свою деятельность на рынке представления услуг в области изготовления рекламы в конце 2007 года. Главное преимущество компании заключаются в наличии в ее штате грамотных и квалифицированных специалистов, имеющих значительный опыт работы в рекламном бизнесе, способных создавать необычные и креативные проекты.
На сегодняшний день РПК «Арт Профи» владеет несколькими производственными цехами, специализирующимися на изготовлении различных видов рекламной продукции – от самых популярных и простых (визитки, пластиковые карты, листовки) до сложных рекламных конструкций (объемные буквы, световые короба, пилоны).
Наличие своего производства позволяет рекламному агентству предлагать клиентам широкий спектр товаров и услуг по привлекательным и доступным ценам. Помимо непосредственно производства рекламной продукции компания имеет возможность оказания качественных услуг в сфере дизайна в различных направлениях: полиграфия, наружная реклама, сувенирная продукция, web-сайты.
ООО РПК «Арт Профи» зарегистрирована 31 октября 2007 г. в организационно правовой форме как Общество с ограниченной ответственностью регистратором Межрайонная инспекция федеральной налоговой службы №16 по МО.
Руководитель организации: директор Бугрова Людмила Владиславовна. Юридический адрес ООО РПК «Арт Профи» — 141205, Московская область, Пушкинский район, город Пушкино, Ярославское шоссе, владение 190 строение 3.
Предприятие имеет Устав, круглую печать, уставной капитал составляет 10000 руб.
Основной вид деятельности ООО «Арт-Профи» — (73.11) Деятельность рекламных агентств. Также предприятие имеет дополнительные виды деятельности:
-82.99 Деятельность по предоставлению прочих вспомогательных услуг для бизнеса, не включенная в другие группировки;
-18.12 Прочие виды полиграфической деятельности;
-58.19 Виды издательской деятельности прочие;
-18.14 Деятельность брошюровочно-переплетная и отделочная и сопутствующие услуги;
-58.13 Издание газет;
-58.14 Издание журналов и периодических изданий;
-74.20 Деятельность в области фотографии.
Среднесписочная численность предприятия составляет 20 сотрудников.
Организационная структура ООО «Арт-Профи представлена на рисунке 2.1.
Рисунок 2.1 Организационная структура ООО «Арт-Профи»
Предприятие имеет самостоятельный баланс, в котором отражается информация об имуществе. Имущество предприятия состоит из основных и оборотных средств, а также иных финансовых и материальных ценностей.
Управление организацией осуществляется директором предприятия. Директор самостоятельно определяет структуру, способы управления предприятия и формирует штаты.
В таблице 2.1 приведен сводный баланс ООО «Арт-Профи».
Таблица 2.1 Сравнительный баланс ООО «Арт-Профи» за первое полугодие 2017-2018гг.
| Показатели | Абсолютные величины (тыс. руб.) | Удельный вес,
% |
Изменения | ||||
| 2018 г. | 2017 г. | 2018 г. | 2017 г. | Абсолютны х величин, тыс. руб. | Удельного
веса, % |
% к величине на начало года | |
| Актив | |||||||
| 1.Внеоборотные активы, в т. ч. | 24566 | 23153 | 85,0 | 85,05 | +1413 | -0,05 | 106,10 |
| Нематериальные активы | 2316 | 1789 | 8,10 | 6,57 | +527 | +1,53 | 129,45 |
| Основные средства | 22250 | 21364 | 77,88 | 78,48 | +886 | -0,60 | 104,14 |
| 2. Оборотные активы в т. ч | 4003 | 4067 | 14,01 | 14,94 | -64 | -0,93 | 98,42 |
| Запасы | 1680 | 1217 | 5,88 | 4,47 | +463 | 1,41 | 138,04 |
| Дебиторская задолженность | 1070 | 1310 | 3,74 | 4,81 | -240 | -1,07 | 81,67 |
| Денежные средства | 1253 | 1540 | 4,38 | 5,65 | -287 | -1,27 | 81,36 |
| Баланс | 28569 | 27220 | 100 | 100 | +1349 | — | 104,95 |
| Пассив | |||||||
| Собственный капитал | 23419 | 19696 | 87,97 | 72,35 | +3723 | +15,62 | 118,9 |
| Заемный капитал, в. т. ч | 5150 | 7524 | 18,02 | 27,64 | -2374 | -9,62 | 68,44 |
| Долгосрочные займы | 4500 | 6000 | 15,75 | 22,04 | -1500 | -6,29 | 75,0 |
| Краткосрочные займы | 500 | 1000 | 1,75 | 3,67 | -500 | -1,92 | 50,0 |
| Кредиторская задолженность | 150 | 524 | 0,52 | 1,92 | -374 | -1,4 | 28,62 |
| Баланс | 28569 | 27220 | 100 | 100 | +1349 | — | 104,95 |
Как можно увидеть из таблицы 2.1, по состоянию на 30 июня 2018 года, структура баланса организации изменилась: имущество ООО «Арт-Профи» за первое полугодие 2018г., по сравнению с первым полугодием 2017г. увеличилось на 1349 тыс. рублей, и его величина к концу отчетного периода составила 104,95% от величины на начало периода.
У организации произошло изменение стоимости имущества в сторону увеличения внеоборотных активов. Сумма внеоборотных активов увеличилась на 1413 тыс. рублей, а сумма оборотных активов незначительно уменьшилась на 64 тыс. рублей.
За первое полугодие 2018г., по сравнению с первым полугодием 2017г. произошло увеличение собственного капитала на 3723 тыс. рублей и уменьшение заемного капитала на 2374 тыс. рублей, это свидетельствует о том, что задолженность перед кредиторами уменьшается, а сумма собственного капитала увеличивается. Данный фактор является благоприятной тенденцией в развитии ООО «Арт-Профи» и свидетельствует о высокой мобильности имущества.
Наличие собственных средств в обороте является фактором, обеспечивающим выполнение краткосрочных обязательств, но также оказывает негативное воздействие на развитие фирмы, т.к. денежные средства могли быть вложены в инвестиции, которые бы приносили доход фирме в будущем, тем самым обеспечивая ее рост.
2.2 Анализ организации производственного процесса ООО «Арт-Профи»
На предприятии действует бесцеховая структура управления, при которой вместо цехов основного и вспомогательного производств организуются производственные участки – отдельные функциональные звенья, занимающиеся выполнением определенных заданий по обработке изделия.
Для осуществления производственной деятельности на предприятии созданы следующие структурные подразделения:
–участок подготовки и изготовления печатных форм;
–участок множительной техники;
–участок офсетной печати;
–участок переплетных процессов;
–участок допечатного производства.
Производство полиграфической продукции организовано по замкнутому технологическому циклу.
Данная структура управления разработана с учетом подчиненности подразделений по направлениям деятельности и позволяет оперативно управлять процессом производства с учетом налаженных производственных связей, сложившейся специализации.
Производственная деятельность предприятия заключается в поиске потенциальных потребителей рекламной полиграфической продукции в Москве и МО и изготовлении специфической рекламной полиграфической продукции под конкретного заказчика;
Решение сложных производственных задач требует обеспечения их высококвалифицированными кадрами рабочих и специалистов. Кадровая политика ООО «Арт-Профи» строится на основе государственной кадровой политики и представляет собой систему подготовки, подбора, расстановки, переподготовки и повышения квалификации кадров с учетом специфики производства.
Основной состав работающих специалистов – это работники с высшим и средним специальным образованием. Руководители предприятия преимущественно имеют высшее техническое и экономическое образование. Всего на предприятии работают 12 человек с высшим образованием, 14 человек со средним специальным образованием и 3 человека со средним образованием.
В сложнейших условиях перехода на рыночные условия хозяйствования предприятие сумело сохранить высокий профессиональный уровень своих кадров.
С учетом прогноза развития рынка рекламных полиграфических услуг на предприятии существуют недостатки в области техники и технологии, для устранения которых на ООО «Арт-Профи» принимаются меры по переоснащению производственных мощностей для выпуска печатной продукции.
Производственный процесс по своей структуре подразделяется на три неразрывно связанные части, различающиеся по их роли в изготовлении продукции:
–основной процесс;
–вспомогательный;
–управление процессом производства.
Основной процесс предназначен для непосредственного изготовления рекламной печатной продукции (изготовление печатных форм, печатание, отделочные процессы).
Вспомогательный процесс предназначен для обслуживания основного процесса (транспортировка сырья, полуфабрикатов, готовой продукции; обслуживание и ремонт оборудования; контроль качества продукции).
Управление организовывает производственный процесс (техническая подготовка производства, планирование, контроль и регулирование производства и выпуска продукции, экономическое стимулирование, обеспечение высокой эффективности производства).
Основное производство в ООО «Арт-Профи» связано с непосредственным полиграфическим исполнением. В состав данного подразделения входят: участок подготовки и изготовления печатных форм, участок множительной техники, участок офсетной печати, участок переплетных процессов, участок допечатной подготовки.
Участок допечатной подготовки занимает первую ступень при подготовке материалов для дальнейшей передачи их в непосредственное производство. Данный участок оснащен различной компьютерной техникой, издательско-графическим комплексом, необходимыми для работы с оригинал-макетами, предоставляемыми заказчиками. Данный участок требует постоянного обновления парка наличного оборудования для увеличения качества выпускаемой продукции.
Следующей стадией прохождения заказа является изготовление печатных форм. Формные процессы занимают одно из важнейших положений в производственном цикле. Для качественной работы данного подразделения на предприятии постоянно проводятся мероприятия по обновлению наличного парка оборудования.
На формном участке в настоящее время функционирует следующее оборудование: копировальная рама «SACK–ECX–1» (2001 г.), станок проявочный ФК–66 (1988 г.), процессор проявочный (2006 г.)
На офсетном участке основного производства происходит непосредственно запечатывание бумажной поверхности. Для получения листо-оттисков на предприятии имеются печатные машины:
-«Доминант-725»,
-«Доминант-724P»,
-«Доминант-725»,
-«Доминант-745Р»,
-«Ромайор-313»,
-«Ромайор-314».
Для контроля качества отпечатанных листов на предприятии используется денситометр «Di Dens T6CR».
Участок переплетных процессов занимает ключевое место в производственном цикле. Для выполнения данных работ на предприятии используется следующее оборудование:
-комбинированный фальцевальный автомат 2671/3,
-листоподборщик BST,
-ламинатор «Excelam – 655Q»,
-листоподборочная машина ПМ882/2-12,
-перфобиндер S-310,
-проволокошвейные машины БШП-4,
-аппарат для УФ-лакировки печатной продукции и др.
Важное место при изготовлении печатной продукции занимает подготовка бумаги. Для получения качественной продукции и уменьшения отходов бумаги на предприятии производится предварительная акклиматизация бумажных листов и роликов. Затем подготовленную бумагу отправляют на размотку, разрезку и подрезку до и после печати.
В состав основных средств ООО «Арт-Профи» входят различные резальные станки и машины. В 2013 году предприятием был приобретен аппарат для заточки ножей, что позволит осуществлять обслуживание бумагорезальных машин без привлечения сторонних организаций.
Вспомогательное производство обслуживает все стороны деятельности предприятия и занимается закупкой бумаги, транспортировкой готовой продукции, снабжением и сбытом. Для нужд данного подразделения используются:
-автомобиль «Fiat Scudo»,
-автопогрузчик ДВ- 1621.28.11,
-подъемник «ПН–200».
Взаимное сотрудничество всех участков и служб предприятия позволяет выпускать высококачественную продукцию в сжатые сроки, чем способствует привлечению новых клиентов.
Фактором, сдерживающим развитие производства, является высокий процент износа основного оборудования (до 100%), что влечет за собой частые ремонты и простои, снижение производительности, значительные затраты времени и материалов, снижение рентабельности производства и качества продукции, увеличение себестоимости.
На предприятии отсутствует склад готовой продукции, в связи с чем, готовая продукция сразу же отгружается заказчикам.
2.3 Оценка эффективности производственного цикла предприятия
Итак, предприятие ООО «Арт-Профи» изготавливает продукцию на основании заказов. В связи с отсутствием склада готовой продукции, на предприятии должна быть отлажена производственная логистика, чтобы организовать слаженное движение материально потока по всем стадии производства.
Движение материального потока организовано по принципу «тянущей» системы. После получения заказа на основании технических данных о затребованной продукции определяется необходимое количество материалов. В полиграфической промышленности к основным материалам, которые занимают наибольший удельный вес в общем объеме перерабатываемых материалов (до 80% в стоимостном выражении), относятся мелованная, офсетная и газетная бумаги, картон. В натуральном выражении они исчисляются в килограммах. Данные материалы проходят по всем стадиям технологического процесса.
Основным недостатком организации движения материального потока в ООО «Арт-Профи» является то, что технологическое оборудование размещено не последовательно, как протекают стадии технологического процесса, а вперемешку на разных этажах здания.
Рассмотрим размещение оборудования на этапах технологического процесса изготовления журнальной продукции в производственном здании:
- Размотка и разрезка листовой и рулонной бумаги производится на Участке подготовки бумаги к печати, который размещен на территории помещения взятого в аренду в 30 м. от здания типографии. Транспортировка бумаги на Участок резки осуществляется с помощью автопогрузчика ДВ — 1621.28.11 и вручную.
- Следующим этапом обработки бумаги является печать на листах. В типографии 6 печатных машин, которые размещены на первом этаже производственного задания в отдельных комнатах.
- На третьем этапе происходит обработка листов блока: подрезка листов, фальцовка и подборка листов блока, ламинирование и биговка обложки. Оборудование по фальцовке и подборке листов блока осуществляется на фальцевальном автомате 2671/3, листоподборочной машине ПМ882/2-12, данное оборудование размещено в подвальном помещении производственного здания.
Обработка обложки ламинатором «Excelam – 655Q», биговальным автоматом проводится на первом этаже производственного здания.
- Четвертым этапом изготовления брошюр, журналов является объединение блока с обложкой с помощью перфобиндера S-310 или проволокошвейные машины БШП-4. Данное оборудование находится на первом этаже.
- На завершающем этапе готовые блоки обрезаются с трех сторон и упаковываются в пачки. Трех ножевая бумагорезальная машина и аппарат для упаковки продукции размещены на первом этаже.
На основании анализа производственного процесса составим перечень логистических операций и определим величину материального потока за 2017 г. Все данные представлены в таблице 2.2.
Таблица 2.2. Расчет величины материального потока за 2017 г.
| Наименование логистической операции | Материальный потоки т/год за 2017 г. |
| Механизированная транспортировка на Участок подготовки бумаги к печати | 134,9 |
| Ручная транспортировка на Участок подготовки бумаги к печати | 0,4 |
| Размотка бумаги | 106,9 |
| Разрезка бумаги | 20,6 |
| Механизированная транспортировка с Участка подготовки бумаги к печатным машинам | 98,5 |
| Ручная транспортировка с Участка подготовки бумаги к печатным машинам | 36,8 |
| Печать | 135,3 |
| Ручная транспортировка листов блока к подъемнику «ПН–200» для спуска бумаги в подвал | 106,9 |
| Спуск бумаги на подъемнике «ПН–200» в подвал | 106,9 |
| Спуск бумаги вручную в подвал | 10 |
| Фальцовка листов на фальцевальном автомате 2671/3 | 98,3 |
| Фальцовка листов вручную | 34 |
| Подборка блоков на листоподборочной машине ПМ882/2-12 | 83 |
| Подборка блоков вручную | 49,3 |
| Подъем готовых блоков на подъемнике на 1 этаж | 100 |
| Подъем готовых блоков вручную на 1 этаж | 16,9 |
| Ламинирование обложки | 10 |
| Биговка обложки | 5 |
| Фальцовка обложки | 3 |
| Скрепление блока на проволокошвейном аппарате | 114 |
| Скрепление блока на перфобиндере S-310 | 20 |
| Обрезка готовой продукции | 134 |
| Упаковка готовой продукции | 134 |
| Итого | 1558,7 |
3 РАЗРАБОТКА МЕРОПРИЯТИЙ ПО СОКРАЩЕНИЮ ДЛИТЕЛЬНОСТИ ПРОИЗВОДСТВЕННОГО ЦИКЛА ООО «АРТ-ПРОФИ»
Для оптимизации производственного процесса и сокращения времени изготовления рекламной продукции. эффективным будет внедрение листоподборщика БСТ с модулями фальцовки, сшивки и обрезки готовых блоков.
Данное оборудование можно разместить в помещении на первом этаже производственного здания. Его внедрение позволит сократить величину материального потока. Модельная величина материального потока после внедрения нового оборудования представлена в таблице 3.1.
Таблица 3.1 Модельная величина материального потока после внедрения нового оборудования
| Наименование логистической операции | Материальный поток т/год |
| Механизированная транспортировка на Участок подготовки бумаги к печати | 134,9 |
| Ручная транспортировка на Участок подготовки бумаги к печати | 0,4 |
| Размотка бумаги | 106,9 |
| Разрезка бумаги | 20,6 |
| Механизированная транспортировка с Участка подготовки бумаги к печатным машинам | 98,5 |
| Ручная транспортировка с Участка подготовки бумаги
к печатным машинам |
36,8 |
| Печать | 135,3 |
| Ручная транспортировка листов блока к подъемнику
«ПН–200» для спуска бумаги в подвал |
21,3 |
| Спуск бумаги на подъемнике «ПН–200» в подвал | 21,3 |
| Спуск бумаги вручную в подвал | 3 |
| Фальцовка листов на фальцевальном автомате 2671/3 | 22,3 |
| Фальцовка листов вручную | 4,7 |
| Подборка блоков на листоподборочной машине ПМ882/2-12 | 24,8 |
| Подборка блоков вручную | 2,2 |
| Подъем готовых блоков на подъемнике на 1 этаж | 26 |
| Подъем готовых блоков вручную на 1 этаж | 7,3 |
| Изготовление блоков на листоподборщике БСТ с
модулями фальцовки, сшивки и обрезки блоков |
107 |
| Ламинирование обложки | 10 |
| Биговка обложки | 5 |
| Фальцовка обложки | 1 |
| Скрепление блока на проволокошвейном аппарате | 7 |
| Скрепление блока на перфобиндере S-310 | 20 |
| Обрезка готовой продукции | 27 |
| Упаковка готовой продукции | 134 |
| Итого | 977,3 |
На основании таблиц 2.2. и 3.1. можно сделать вывод о целесообразности внедрения листоподборщика БСТ с модулями фальцовки, сшивки и обрезки готовых блоков приведет к снижению величины материального потока на 581,4 т. в год.
В связи с тем, что на предприятии отсутствует склад готовой продукции, актуальной проблемой при изготовлении продукции является сокращение производственного процесса изготовления заказа.
Внедрение нового оборудования позволит сократить производственный процесс изготовления заказа. Рассмотрим эффект от использования нового оборудования на примере изготовления тиража рекламной газеты «Работа и Зарплата».
Формат издания 60х84 1/8, тираж 2000 экз., объем страниц 64, красочность блока 1+1, красочность обложки 4+4+офсетный лак, бумага на блок офс. 65 г/м2, на обложку мел. 130 г/м2, переплет скоба. В таблице 3.2. представлен производственный цикл изготовления заказа при старом оборудовании.
Таблица 3.2 Производственный процесс изготовления газеты «Работа и зарплата»
| Технологический процесс | Ед. изм. | Кол-во (ед.) | Норма времени (час) | Поправ. коэф. | Числен ность | Трудо- емкость |
| Заготовка бумаги: | ||||||
| разрезка рулон. бумаги | тыс. лист. | 8,648 | 0,057 | 1 | 1 | 0,4929 |
| подразрез. лист. до печати | тыс. лист. | 1,335 | 0,085 | 1 | 1 | 0,1135 |
| Приладка на печатной машине Доминант 725: | ||||||
| текст осн. | форма | 16 | 0,333 | 1 | 1 | 5,3280 |
| обложка | форма | 4 | 0,367 | 1 | 1 | 1,4680 |
| Печатание на печатной машине Доминант 725: | ||||||
| текст осн. | тыс. л.-пр. | 17,296 | 0,239 | 1 | 1 | 4,1337 |
| обложка | тыс. л.-пр. | 5,292 | 0,299 | 1 | 1 | 1,5823 |
| Контроль отпечатанных листов на печатной машине Доминант 725: | ||||||
| текст осн. | тыс. лист. | 17,296 | 0,368 | 1 | 1 | 6,3649 |
| обложка | тыс. лист. | 1,323 | 0,56 | 1 | 1 | 0,7409 |
| Смывка красочного аппарата печатной машины Доминант 725: | ||||||
| Смывка крас.ап. | Смыв. | 5 | 0,25 | 1 | 1 | 1,2500 |
| Приладка на печатной машине Ромайор (лак): | ||||||
| обложка (лак) | форма | 1 | 0,1167 | 1 | 1 | 0,1167 |
| Печатание на печатной машине Ромайор (лак): | ||||||
| обложка (лак) | тыс. л.-пр. | 2,646 | 0,4 | 1 | 1 | 1,0584 |
| Контроль отпечатанных листов на печатной машине Ромайор (лак): | ||||||
| обложка (лак) | тыс.лист | 2,646 | 0,4 | 1 | 1 | 1,0584 |
| Смывка красочного аппарата печатной машины Ромайор (лак): | ||||||
| Смывка крас.ап. | смыв. | 1 | 0,167 | 1 | 1 | 0,1670 |
| Брошюровочно-переплетные процессы | ||||||
| Обрез.с 4-х стор., | тыс. лист. | 1,323 | 0,122 | 1 | 1 | 0,1614 |
| Разрезка отпеч. листов | тыс. лист. | 1,323 | 0,147 | 1 | 1 | 0,1945 |
| Фальцовка маш. | лист | 16000 | 0,00022 | 1 | 2 | 6,9333 |
| Фальцовка обл. | лист | 2000 | 0,00107 | 1 | 1 | 2,1333 |
| Комплектовка руч. | тетр. | 16000 | 0,0008 | 1 | 1 | 12,8000 |
| Скрепление на скобу | блок | 2000 | 0,0021 | 1 | 1 | 4,2000 |
| Обрезка с 3-х сторон | тыс. прив. | 0,137 | 12 | 1,4 | 1 | 2,3016 |
| Упаковка | пач. | 91 | 0,03333 | 1 | 1 | 3,0333 |
| Прочие работы | ||||||
| Итого: | 55,6321 | |||||
После внедрения нового оборудования производственный процесс по изготовлению рекламной газеты «Работа и Зарплата» представлен в таблице 3.3.
Таблица 3.3 Производственный процесс изготовления газеты «Работа и Зарплата» после внедрения нового оборудования
| Технологический
процесс |
Ед. изм. | Кол-во (ед.) | Норма времени
(час) |
Поправ. коэф. | Числен ность | Трудо- емкость |
| Заготовка бумаги: | ||||||
| разрезка рулон. Бумаги | тыс. лист. | 8,648 | 0,057 | 1 | 1 | 0,4929 |
| подразрез. Лист. До печати | тыс. лист. | 1,335 | 0,085 | 1 | 1 | 0,1135 |
| Приладка на печатной машине Доминант 725: | ||||||
| текст осн. | Форма | 16 | 0,333 | 1 | 1 | 5,3280 |
| обложка | форма | 4 | 0,367 | 1 | 1 | 1,4680 |
| Печатание на печатной машине Доминант 725: | ||||||
| текст осн. | Тыс. л.-пр. | 17,296 | 0,239 | 1 | 1 | 4,1337 |
| обложка | тыс. л.-пр. | 5,292 | 0,299 | 1 | 1 | 1,5823 |
| Контроль отпечатанных листов на печатной машине Доминант 725: | ||||||
| текст осн. | Тыс. лист. | 17,296 | 0,368 | 1 | 1 | 6,3649 |
| обложка | тыс. лист. | 1,323 | 0,56 | 1 | 1 | 0,7409 |
| Смывка красочного аппарата печатной машины Доминант 725: | ||||||
| Смывка крас.ап. | Смыв. | 5 | 0,25 | 1 | 1 | 1,2500 |
| Приладка на печатной машине Ромайор (лак): | ||||||
| обложка (лак) | форма | 1 | 0,1167 | 1 | 1 | 0,1167 |
| Печатание на печатной машине Ромайор (лак): | ||||||
| обложка (лак) | тыс. л.-пр. | 2,646 | 0,4 | 1 | 1 | 1,0584 |
| Контроль отпечатанных листов на печатной машине Ромайор (лак): | ||||||
| обложка (лак) | тыс. лист | 2,646 | 0,4 | 1 | 1 | 1,0584 |
| Смывка красочного аппарата печатной машины Ромайор (лак): | ||||||
| Смывка крас.ап. | смыв. | 1 | 0,167 | 1 | 1 | 0,1670 |
| Брошюровочно-переплетные процессы | ||||||
| Обрез.с 4-х стор. Листов | тыс. лист. | 1,323 | 0,122 | 1 | 1 | 0,1614 |
| Разрезка отпеч. Листов | тыс. лист. | 1,323 | 0,147 | 1 | 1 | 0,1945 |
| листоподборщик БСТ с модулями фальцовки, сшивки и обрезки готовых блоков | тыс. лист. | 34 | 0,11667 | 1 | 1 | 3,9667 |
| Упаковка | пач. | 91 | 0,03333 | 1 | 1 | 3,0333 |
| Прочие работы | ||||||
| Итого: | 31,2306 | |||||
Внедрение нового оборудования приведет к сокращению производственного процесса изготовления газеты «Работа и Зарплата» на 24,4015 часов, что составляет 43,9%. Она будет издаваться 2 раза в месяц, годовая экономия времени на изготовлении составит 585,6 часов.
ЗАКЛЮЧЕНИЕ
В данной курсовой работе рассмотрена организация движения материального потока по стадиям технологического процесса ООО «Арт-Профи», которая основана на «тянущем» методе, технологическое оборудование размещено на двух этажах задания. На основании имеющихся данных рассчитали величину материального потока за 2017 год.
Одним из путей сокращения величины материального потока является внедрение нового высокотехнологического оборудования листоподборщика БСТ с модулями фальцовки, сшивки и обрезки готовых блоков.
В третьем разделе курсовой работы рассчитана модельная величина материального потока после внедрения нового оборудования. Внедрение листоподборщика БСТ с модулями фальцовки, сшивки и обрезки готовых блоков позволит сократить величину материального потока на 581,4 тонны в год.
А также рассмотрено сокращение длительности производственного процесса изготовления рекламной газеты «Работа и Зарплата», годовая экономия времени составит 585,6 часам.
Внедрение нового оборудования не позволит решить всю совокупность экономических проблем предприятия, но сокращение производственного процесса изготовления журнала и сокращение величины материального потока являются существенными критериями дальнейшего успешного развития ООО «Арт-Профи», это также позволит сделать предприятие более конкурентоспособным на рынке производства полиграфической продукции.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
- Абдукаримов, И.Т. Финансово-экономический анализ хозяйственной деятельности коммерческих организаций (анализ деловой активности): Учебное пособие / И.Т. Абдукаримов. — М.: НИЦ ИНФРА-М, 2016. — 320 c.;
- Аверина, О.И. Комплексный экономический анализ хозяйственной деятельности: Учебник / О.И. Аверина, В.В. Давыдова, Н.И. Лушенкова. — М.: КноРус, 2015. — 432 c.;
- Басовский, Л.Е. Комплексный экономический анализ хозяйственной деятельности: Учебное пособие / Л.Е. Басовский, Е.Н. Басовская. — М.: ИНФРА-М, 2012. — 366 c.;
- Бердникова, Т.Б. Анализ и диагностика финансово-хозяйственной деятельности предприятия: Учебное пособие / Т.Б. Бердникова. — М.: ИНФРА-М, 2013. — 215 c.;
- Виноградская, Н.А. Анализ и диагностика финансово-хозяйственной деятельности предприятия: Методические указания к выполнению курсовой работы: № 362 / Н.А. Виноградская. — М.: МИСиС, 2015. — 82 c.;
- Губин, В.Е. Анализ финансово-хозяйственной деятельности: Учебник / В.Е. Губин. — М.: ИД ФОРУМ, НИЦ ИНФРА-М, 2013. — 336 c.;
- Губина, О.В. Анализ и диагностика финансово-хозяйственной деятельности предприятия: Практикум: Учебное пособие / О.В. Губина. — М.: ИД ФОРУМ, НИЦ ИНФРА-М, 2015. — 192 c.;
- Губина, О.В. Анализ финансово-хозяйственной деятельности. Практикум: Учебное пособие / О.В. Губина. — М.: ИД ФОРУМ, НИЦ ИНФРА-М, 2013. — 192 c.;
- Канке, А.А. Анализ финансово-хозяйственной деятельности предприятия: Учебное пособие / А.А. Канке. — М.: ИД ФОРУМ, НИЦ ИНФРА-М, 2013. — 288 c.;
- Кашкин, С.Ю. Комплексный экономический анализ хозяйственной деятельности / С.Ю. Кашкин. — М.: КноРус, 2017. — 432 c.;
- Косолапова, М.В. Комплексный экономический анализ хозяйственной деятельности / М.В. Косолапова, В.А. Свободин. — М.: Дашков и К, 2012. — 248 c.;
- Косолапова, М.В. Комплексный экономический анализ хозяйственной деятельности: Учебник / М.В. Косолапова, В.А. Свободин. — М.: Дашков и К, 2016. — 248 c.;
- Кузнецов, С. Комплексный анализ хозяйственной деятельности предприятия: Учебное пособие / С. Кузнецов. — М.: Форум, 2012. — 464 c.;
- Кузнецов, С.И. Комплексный анализ хозяйственной деятельности предприятия: Учебное пособие / В.В. Плотникова, Л.К. Плотникова, С.И. Кузнецов . — М.: Форум, 2016. — 464 c.;
- Либерман, И.А. Анализ и диагностика финансово-хозяйственной деятельности: Учебное пособие/И.А. Либерман. — М.: ИЦ РИОР, 2015. — 220 c.;
- Лысенко, Д.В. Комплексный экономический анализ хозяйственной деятельности: Учебник для вузов/ Д.В. Лысенко.-М.: ИНФРА-М, 2012.- 320 c.;
- Лысенко, Д.В. Комплексный экономический анализ хозяйственной деятельности: Учебник для вузов/ Д.В. Лысенко.- М.: ИНФРА-М, 2013.-320 c.;
- Маркарьян, Э.А. Экономический анализ хозяйственной деятельности: Учебное пособие / Э.А. Маркарьян, Г.П. Герасименко, С.Э. Маркарьян.. — М.: КноРус, 2016. — 536 c.;
- Муравицкая, Н.К. Практикум по комплексному экономическому анализу хозяйственной деятельности / Н.К. Муравицкая, Г.И. Корчинская. — М.: КноРус, 2013. — 256 c.;
- Пужаев, А.В. Анализ и диагностика финансово-хозяйственной деятельности строительного предприятия. — М.: КноРус, 2015. — 336 c.;
- Пястолов, С.М. Анализ финансово-хозяйственной деятельности: Учебник для студентов среднего профессионального образования / С.М. Пястолов. — М.: ИЦ Академия, 2013. — 384 c.;
- Савицкая, Г.В. Анализ хозяйственной деятельности: Учебное пособие / Г.В. Савицкая. — М.: НИЦ ИНФРА-М, 2013. — 284 c.;
- Савицкая, Г.В. Теория анализа хозяйственной деятельности: Учебное пособие / Г.В. Савицкая. — М.: ИНФРА-М, 2012. — 303 c.;
- Савицкая, Г.В. Комплексный анализ хозяйственной деятельности предприятия: Учебник / Г.В. Савицкая. — М.: НИЦ ИНФРА-М, 2016. — 607 c.;
- Савицкая, Г.В. Анализ хозяйственной деятельности предприятий АПК: Учебник / Г.В. Савицкая . — М.: ИНФРА-М, 2012. — 654 c.;
- Стуканова, Н.П. Экономический анализ хозяйственной деятельности / Н.П. Стуканова. — М.: КноРус, 2013. — 536 c.;
- Толпегина, О.А. Комплексный экономический анализ хозяйственной деятельности: Учебник для бакалавров / О.А. Толпегина, Н.А. Толпегина. — М.: Юрайт, 2013. — 672 c.;
- Тысячникова, Н.А. Комплексный экономический анализ хозяйственной деятельности / Н.А. Тысячникова, Ю.Н. Юденков. — М.: КноРус, 2015. — 720 c.;
- Чечевицына, Л.Н. Анализ финансово-хозяйственной деятельности: Учебник / Л.Н. Чечевицына. — Рн/Д: Феникс, 2013. — 368 c.;
- Чуев, И.Н. Комплексный экономический анализ финансово-хозяйственной деятельности: Учебник для вузов / И.Н. Чуев. — М.: Дашков и К, 2013. — 384 c.;
- Чуева, Л.Н. Анализ финансово-хозяйственной деятельности: Учебник / Л.Н. Чуева. — М.: Дашков и К, 2013. — 348 c.