или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
3. Обоснование выбора необходимого технического обеспечения и
разработка математической модели электропривода
3.1 Выбор оборудования системы управления приводов подач станка
с ЧПУ модели 16К20Т1
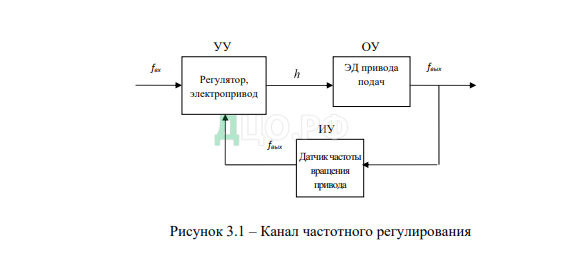
Для исследуемого объекта решено применить схему частотнорегулируемого ЭП.
В качестве канала регулирования выбирается контур, объектом в котором
является электродвигатель привода подач станка с ЧПУ модели 16К20Т1, а
регулируемым параметром – частота вращения привода (fвых). Под влиянием
возмущающих параметров данная частота измеряется датчиком частоты
вращения, и электрический сигнал, соответствующий измеренному значению
частоты, подаётся в управляющее устройство, где происходит сравнение
полученного сигнала с заданным и выработка необходимых управляющих
воздействий (h), корректирующих скорость вращения основного крепления.
Схематично канал регулирования показан на рисунке 3.1.
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
В качестве преобразователя частоты решено применить модель
ATV212HU40N4 [3], которая хорошо зарекомендовала себя на рынке
специальных технических средств. Внешний вид устройства приведен на
рисунке 3.2.
Рисунок 3.2 – Внешний вид преобразователя частоты ATV212
Преобразователь частоты ALTIVAR 212 (ATV212) предназначен для
трехфазных асинхронных двигателей с питанием от 220 и 380В (200-480).
Преобразователь частоты Altivar ATV212 значительно улучшает
обслуживание систем за счет:
− обеспечения существенной экономии энергии;
− снижения уровня шума;
− гибкости и простоты установки оборудования.
Преобразователь частоты Altivar ATV212 имеет встроенный терминал с
7–сегментными индикаторами, который предназначен для идентификации и
определения каналов активных команд (команда работы и задание скорости)
Дисплей также позволяет осуществить:
− прямой доступ к последним пяти измененным параметрам;
− идентификацию параметров, установленных при изготовлении, в виде
списка в меню;
− поддержку конфигурации пользователя.
Преобразователь частоты Altivar 212 позволяет осуществлять функцию
быстрой настройки с помощью «Быстрого меню» (Quick menu), включающего в
себя 10 основных параметров (ускорение, торможение, параметры двигателя и
т.д.).
Выходная частота (Гц): 0,5-200.
Перегрузочная способность: 120% в течении 1 минуты.
Преобразователь частоты Altivar 212 имеет встроенные протоколы
Modbus и легко интегрируется в систему автоматизации, использующую
Modbus, BacNet, APOGEE FLN P1 и MetaSys N2 (в стандартной комплектации)
и в сеть Lonworks при помощи дополнительной коммуникационной карты.
Altivar 212 является оптимальным решением для систем HVAC зданий.
Вся серия преобразователей частоты соответствует международным
стандартам МЭК/EN61800–5–1, МЭК/EN61800–2, МЭК/EN61800–3, имеет
сертификаты UL, CSA, DNV, C–Tick, NOM 117 и ГОСТ и отвечает директивам
по защите окружающей среды (RoHS, WEEE и др.), а также европейским
директивам, которым соответствует маркировка CE.
Преобразователь частоты Altivar 212 (ATV212) обеспечивает выполнение
всех функций, необходимых для Вашего применения:
− определение перегрузки/низкой нагрузки, «сухого хода» насоса;
− определение повреждение ремня;
− удаление дыма: форсировка работы с запретом неисправностей;
− функция мультидвигателя;
− ограничение времени работы на нижней скорости;
− функция «Сон/Пробуждение»;
− отсутствие гидроударов — увеличение срока эксплуатации установки;
− калибровка и ограничение задания;
− предустановленные скорости;
− автоматическая компенсация расхода для точного соответствия
характеристике сети;
− автоматический перезапуск;
− управление заслонками;
− оптимизация управления потоками жидкостей и газов;
− использование ПИД-регулятора: температура, расход, давление;
− регулирование параметров: уменьшение потребляемой энергии;
− режим энергосбережения;
− отсутствие гидроударов и явлений резонанса оборудования;
− предустановленные скорости;
− снижение уровня шума (от воздушных потоков, двигателей);
− обеспечение всех функций защиты;
− счетчик наработки;
− автоподстройка.
Выбранный преобразователь ATV212HU40N4 имеет следящие
характеристики:
– мощность – 4 кВт;
– ток в установленном режиме – 9,1 А;
– перегрузка по току (60 сек) – 10 А.
В процессе выполнения работы была разработана структурная схема
модернизированной системы управления, которая приведена на рисунке 8.
В качестве автоматического регулятора решено использовать
программируемый логический контроллер РС-265D [4].
Данный контроллер предназначен для автоматизации локальных и
комплексных систем управления.
Корпус контроллера пластмассовый.
Степень защиты — IP20.
Монтаж на DIN – рельс. Датчики и исполнительные устройства
подключаются к разъемным клеммам по обе стороны контроллера PC265D в
один ряд параллельно DIN – рельсу.
Структурная схема модернизированной системы управления приведена
на рисунке 3.3.
Рисунок 3.3 – Структурная схема модернизированной системы
управления
Внешний вид контроллера представлен на рисунке 3.4.
Рисунок 3.4 – Внешний вид контроллера РС265D
Так же в состав САУ будет входить пульт управления и индикации ПУ102Щ, предназначенный для оперативного отображения значений измеряемых
величин и программирования значений функциональных параметров совместно
с используемым программируемыми логическими контроллером производства
ООО «Контэл» [4].
Для подключения пульта управления, на передней панели контроллера
имеется разъем типа RJ-11.
В качестве датчика частоты вращения основного вала решено
использовать современный индуктивный бесконтактный датчик.
При выборе ВБИ с напряжением питания 10–30 в постоянного тока с
тремя или четырьмя выводами следует отдавать предпочтение ВБИ с защитой
коммутационного элемента от короткого замыкания и перегрузок (буква «З»
в обозначении).
Реальные условия эксплуатации бесконтактных датчиков на
оборудовании часто достаточно жесткие, воздействия разносторонние.
ДБИ не требуют обслуживания в процессе эксплуатации, но при монтаже
следует учитывать определенные ограничения.
В разрабатываемой САУ решено использовать бесконтактный
индуктивный датчик ВБИ-Б10-60К-1113-З [11].
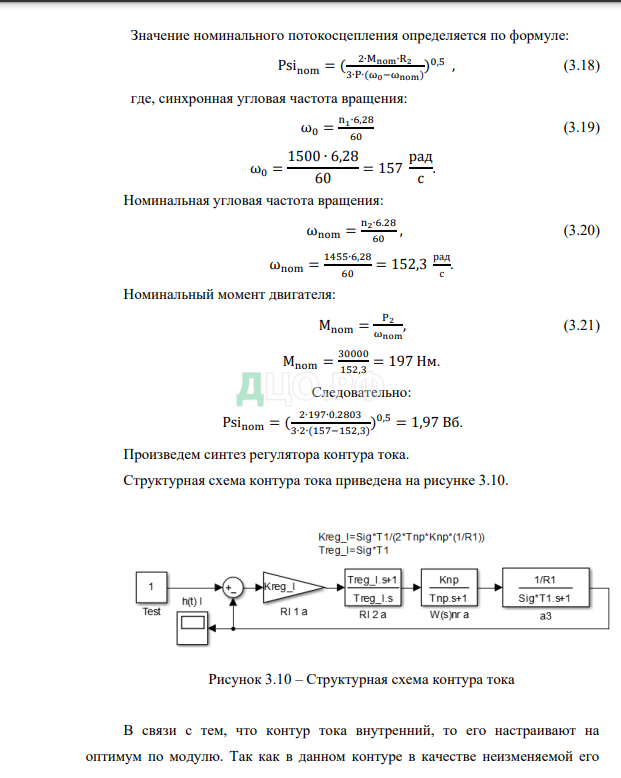
3.2 Построение математической модели электропривода
Для построения математической модели проектируемой системы
автоматического управления выбран объект вал электродвигателя.
Технологическим параметром системы управления выбрана частота
вращения вала электродвигателя, поэтому далее будет рассматриваться контур
регулирования вала основного электродвигателя.
Поддержание постоянной частоты вращения вала основного
электродвигателя на заданном уровне будет осуществляться автоматически по
сигналам датчика вращения. В качестве датчика вращения используется
бесконтактный индуктивный датчик ВБИ-Б10-60К-1113-З.
Сигналы с данного датчика поступают в регулятор, который через
исполнительные механизмы и регулирующие органы, будет осуществлять
поддержание частоты вращения в заданных пределах.
Далее предполагается привести расчет технический расчет параметров
регулятора, которые позволяют организовать управление работой в
оптимальном режиме.
В работе используется система ПЧ-АД с обратной связью по скорости
(рисунок 3.5).
Рисунок 3.5 – Схема ПЧ-АД с обратной связью по скорости
Необходимо произвести обоснование выбора и расчёт параметров
структурной схемы используемого асинхронного двигателя MTКН 511-8.
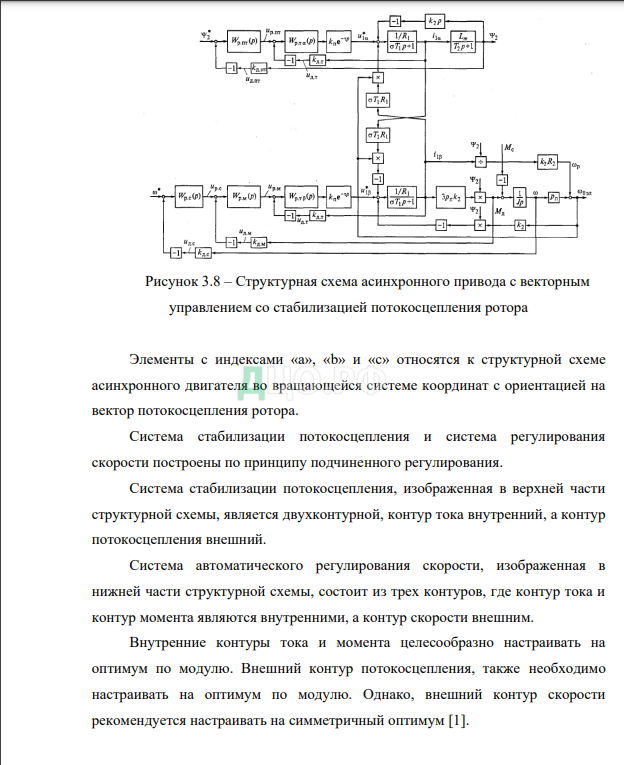
В настоящее время существует несколько структурных схем
асинхронного электродвигателя. Использование структурной схемы двигателя
во вращающейся системе координат с ориентацией на вектор потокосцепления
ротора, позволяет значительно упростить синтез системы управления,
используя методы, хорошо проработанные в теории электроприводов
постоянного тока.
На рисунке 3.6 представлена структурная схема асинхронного
электродвигателя во вращающейся системе координат с ориентацией на вектор
потокосцепления ротора.
Рисунок 3.6 – Структурная схема асинхронного электродвигателя во
вращающейся системе координат с ориентацией на вектор потокосцепления
ротора
Элементы структурной схемы с индексом «а» относятся к каналу
формирования потокосцепления ротора. Элементы с индексами «b» и «d» к
каналу формирования скорости двигателя. Элементы с индексом «с»
характеризуют перекрёстные взаимосвязи.
Расчет параметров данной структурной схемы проводится по каталожным
данным двигателя.

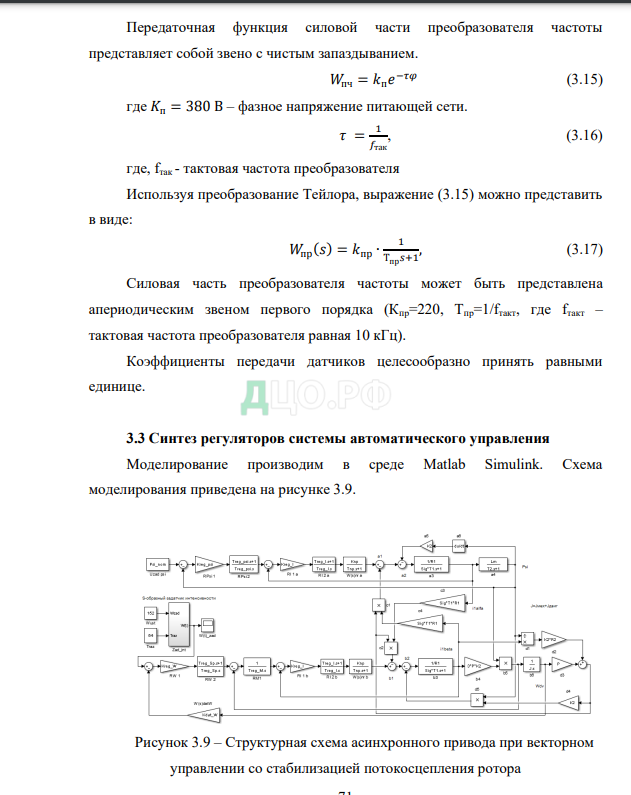
Компьютерное моделирование динамики СВУ с помощью рассмотренной
модели привода с векторным управлением позволяет получить требуемый вид
переходного процесса для оптимизации режима его работы.
Выводы
В данном разделе выпускной квалификационной работы произведено
обоснование выбора необходимого технического обеспечения и разработка
математической модели электропривода. Для исследуемого объекта решено
применить схему частотно-регулируемого ЭП. В качестве канала
регулирования выбирается контур, объектом в котором является
электродвигатель привода подач станка с ЧПУ модели 16К20Т1, а
регулируемым параметром – частота вращения привода (fвых).
В качестве преобразователя частоты решено применить модель
ATV212HU40N4, которая хорошо зарекомендовала себя на рынке специальных
технических средств.
Так же произведено построение математической модели электропривода
и синтез регуляторов системы автоматического управления.
4. Изготовление детали «вал» на станке после модернизации
4.1 Характеристика детали
Предполагается разработать операционно-технологического процесса
изготовления детали типа «вал». Вал изготавливается из легированной стали
40Х ГОСТ 4543-71 Ϭв = 980 МПа.
Изготавливаемый вал представляет собой цилиндр ступенчатой формы.
Общее количество ступеней вала определяет конечную трудоемкость его
изготовления. Конструкция изготавливаемой детали подразумевает наличие
двух ступеней, предназначенных для установки на них подшипников.
Обработку этих ступеней необходимо осуществлять по шестому квалитету.
Также конструкция вала подразумевает наличие двух центровых отверстий,
которые предназначены для установки и фиксации вала в приспособлении для
обработки с соблюдением требований по точности. Шлицы вала выполняются в
соответствии с пятым квалитетом точности.
После изучение основных особенностей изготавливаемой детали можно
сделать следующие выводы:
1. Обработку всех поверхностей вала целесообразно осуществлять с
помощью режущего инструмента.
2. Имеющиеся оборудование и оснастка способны обеспечить
выполнение всех требований относительно точности обработки поверхностей
вала.
Также конструкция вала имеет следующие особенности:
1. Необходимость соблюдения высокой точности при обработке
определенных поверхностей вала.
2. Необходимость соблюдения высокой точности при выполнении
отверстий вала.
В качестве материала для изготовления детали выбрана сталь марки 40Х,
основные свойства и химический состав которой представлены в таблицах 4.1
– 4.2. Изготавливаемый вал характеризуется наличием ряда ответственных
поверхностей, обработка которых должна осуществляться с соблюдением
определенных требований точности.
Для обеспечения необходимой твердости и износостойкости вала в
процессе изготовления необходимо подвергнуть процедурам закаливания.
Конечная геометрическая форма детали, ее конструктивные особенности,
а также химические и физические свойства определяют форму заготовки,
которая является наиболее оптимальной в конкретных условиях. Помимо этого
при выборе заготовки необходимо учитывать технические параметры и
возможности применяемого оборудования. Наиболее оптимальным материалом
заготовки детали является сталь марки 40Х. Данная марка стали наиболее
часто применятся при изготовлении таких деталей, как: трубы, оси, валы,
втулки и т.д. В качестве заготовки принимается прокат из стали марки 40Х.
Рисунок 4.1 представляет собой эскиз изготавливаемой детали.
В результате проведенного технологического анализа было установлено,
что конструкция детали соответствует технико-экономическим требованиям, а
также обеспечивает необходимый уровень технологичности.
Исследуемый вал представляет собой тело вращения и относится к классу
валов.
Основное функциональное назначение коленчатых валов заключается в
преобразовании энергии поступательного движения штоков поршней в энергию
вращения. Конструктивные особенности валов делают эти детали элементами
конструкции с низкими показателями жесткости. Вместе с этим валы работают
в условиях воздействия больших переменных нагрузок. Помимо этого условия
работы валов характеризуются наличием значительных изгибающих сил, а
также сил кручения.
Общий уровень надежности механизма или конструкции во многом
зависит от степени прочности его валов.
Вал имеет цилиндрическую форму. В детали отсутствуют
необрабатываемые резанием поверхности детали. Самой качественной
поверхностью являются шлицевая поверхность, цилиндрические поверхности,
имеющие шероховатость Ra1,25, самой грубой поверхностью являются торцы
детали: шлифовального круга и резца. Также вал подвергается термической
обработки – цементации, с толщиной упрочняемого слоя 1,1…1,6мм и
твердость этого слоя 51…67 НRC.
Вал изготавливается из легированной стали 40Х ГОСТ 4543-71 Ϭв = 980
МПа.
Уровень технологичности детали – это комплекс показателей, которые
отражают степень возможности ее изготовления с применением наиболее
эффективных и рациональных технологических процессов и оборудования. При
этом уровень технологичности также определяет и степень соответствия
изготавливаемой детали требованиям конструкторской документации и
возможности выполнения всех операций обработки в наиболее оптимальной
последовательности.
Анализ технологичности конструкции детали выполняется по двум
направлениям: качественной оценке и количественной. Качественная оценка
сводится к определению достоинств и недостатков элементов конструкций
детали. Количественная оценка технологичности определяется по
коэффициентам.
К достоинствам детали относятся:
– наличие поверхностей, которые могут быть использованы при
базировании;
– возможность совмещения технологической и измерительной баз;
– квалитеты точности, назначенные на ответственные поверхности и
шероховатость, выбраны в соответствии с ГОСТами;
– конструкция детали не имеет труднодоступных поверхностей;
– в целом вал симметричен относительно главных осей;
– для обеспечения заданных размеров не требуется специальный
инструмент.
– контроль поверхностей осуществляется стандартным мерительным
инструментом, без ограничения по доступности, что делает ее
контролепригодной.
К недостаткам относятся:
– цилиндрические отверстия изготавливаются с высокой степенью
шероховатости, что приведет к применению нескольких видов инструментов
для обработки одной поверхности.
4.2 Технологические процессы изготовления детали
Изучив конструктивные и механические особенности изготавливаемой
детали было выбрано три наиболее подходящих и оптимальных варианта
изготовления ее заготовки:
– метод круглого горячего проката в соответствии с требованиями
ГОСТ 2590-2006;
– метод ковки.
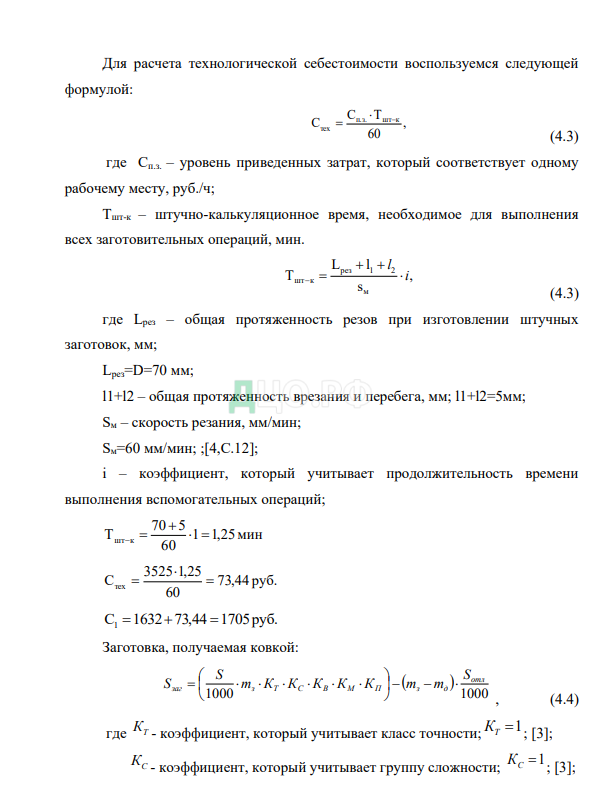
Для того, чтобы осуществить экономическое обоснование выбора метода
получения заготовки необходимо осуществить расчет себестоимости получения
заготовки различными методами.
Формула для расчета себестоимости заготовки при использовании метода
круглого горячего проката в соответствии с требованиями ГОСТ 2590-2006
имеет вид:
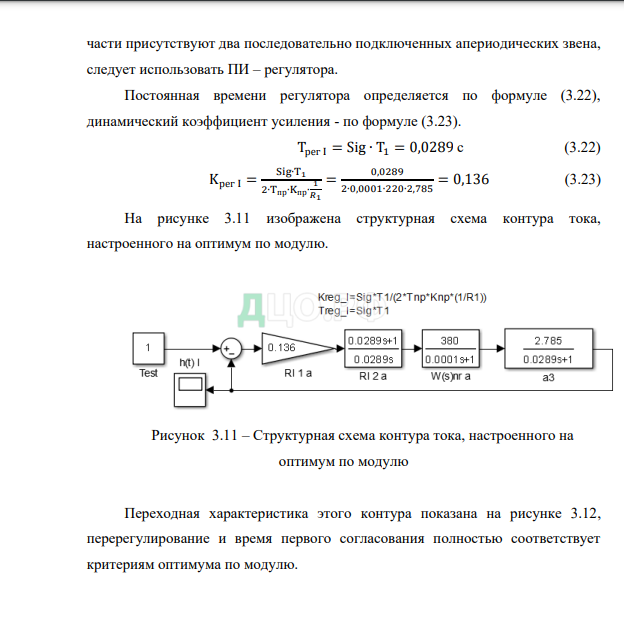
Также должны соблюдаться точности формы и взаимного расположения
поверхностей детали. При особых требованиях к точности формы и
расположение поверхностей назначаются заранее и соответствующим образом
обозначаются на чертежах. Для детали даны требования по радиальному,
торцевому биению и допуск симметричности.
Для данной детали применяются специальные технические требования:
«Вал» необходимо применить покрытие хим.окс.прм. Что означает химическое
оксидирование пропитанное маслом, оно является защитным покрытием
черного цвета. Покрытие хорошо защищает сталь от коррозии в легких
условиях эксплуатации. Достоинством химически оксидированной поверхности
является то, что процесс не меняет размеров деталей. Образующиеся в
результате окисные пленки предохраняют изделия от коррозии, служат в
качестве электроизоляции, являются основой для нанесения на них защитных
покрытий – лака, краски, жировой смазки и т.д.
Далее необходимо подробно изучить и проанализировать существующий
технологический процесс изготовления детали на предмет его соответствия
требованиям точности готового изделия, а также на предмет обеспечения
требований по программе выпуска и экономических показателей.
Таблица 4.3 представляет собой существующий технологический процесс
изготовления детали.
В базовом технологическом процессе применяются слесарные операция,
что для выбранного среднесерийного типа производства неприемлемо.
Поэтому необходимо исключить эту операция из техпроцесса. При этом
применяется несколько видов инструментов для обработки одной поверхности,
и необходимо использовать минимальное количество инструментов. Также
необходимо снизить количество переходов в токарных операциях, для этого
применим прогрессивные металлорежущие токарные станки. Остальные
элементы техпроцесса удовлетворяют заданной серийности и условиям
производства и не требуют изменений.
Таблица 4.3 – Существующий технологический процесс
Несмотря на большое разнообразие размеров и конструктивных форм,
валы подвергаются одинаковым процессам обработки. Типичными
установочными базами для них являются центровые отверстия. На некоторых
операциях обработки при воздействии изгибающих сил резания, например, при
фрезеровании плоскостей, сверлении радиальных отверстий в качестве
установочных баз используют обработанные шейки.
В зависимости от конструкций или программы выпуска изделий
технологический процесс изготовления валов может отличаться только
последовательностью обработки или введением дополнительных операций.
Схему обработки детали выбираем на основании анализа конструкции,
технических требований на ее изготовление и возможностей производства.
Изготовление детали производим в два этапа: первый этап – операции по
образованию геометрической формы, до нарезания шлицев, второй этап –
операции по нарезанию и отделке шлицев, а также шлифования необходимых
поверхностей.
Всякая заготовка, предназначенная для дальнейшей механической
обработки, изготавливается с припуском на размеры готовой детали. Этот
припуск, представляющий собой излишек материала, необходимый для
получения окончательных размеров и заданного класса шероховатости
поверхности деталей, снимается на станках режущими инструментами. При
различных способах получения заготовок припуски будут разными.
Чрезмерные припуски вызывают излишние затраты на изготовление детали и
тем самым увеличивают ее себестоимость, слагающуюся из трех основных
элементов: затрат на материал, основной заработной платы производственных
рабочих, накладных расходов. Излишние припуски вызывают повышение
затрат на режущие инструмент, так как излишний материал снимается в
несколько проходов, вследствие чего увеличивается основное технологическое
время, а из-за необходимости увеличение глубины резания требуется повысить
мощность станка и как следствие увеличение расхода электроэнергии.
С другой стороны, слишком малые припуски не дают возможности
выполнить необходимую механическую обработку с желаемой точностью и
чистотой, в результате чего получается брак, что также удорожает изделие.
Основными конструкторскими базами вала являются поверхности
опорных шеек. Однако использовать их в качестве технологических баз для
обработки наружных поверхностей на всех операциях затруднительно. Для
условия сохранения единства и постоянства баз за технологические базы
принимают поверхности центровых отверстий по ГОСТ 14034–74. Для
исключения погрешности базирования при выдерживании длин ступеней от
торца вала необходимо в качестве опорной технологической базы использовать
торец заготовки. С этой целью заготовку устанавливают на плавающий
передний центр. А для самой первой операции, где нет еще центровых
отверстий, технологическими базами будут являться опорные шейки заготовки
и один из торцев, для этого заготовку ставим в призмы.
Таким образом, при выборе заготовок необходимо стремиться к
назначению оптимальных припусков, обеспечивающих выполнение
механической обработки с удовлетворением требований к точности и чистоте
обрабатываемых поверхностей при наименьшей себестоимости детали.
Данные по выбору метода обработки и формирования технологического
процесса приведены в таблице 4.5.
Таблица 4.5 – Маршрутный план обработки
В процессе разработки технологического процесса изготовления любой
детали необходимо осуществить выбор оптимальных припусков на все
размеры. При установлении больших припусков будут иметь место
значительные перерасход материала, увеличенный износ инструмента, а также
увеличение степени сложности проведения операций механической обработки.
С другой стороны, при назначении низких припусков в большинстве
случаев с поверхности заготовки не будет полностью удален поверхностный
слой, который, как правило, является дефектным. Помимо этого малые
значения припуска не способны обеспечить выполнение требований точности и
качества обработки заготовок. Как следствие, при неправильном выборе
припусков резко возрастают требования к заготовкам, а также происходит
увеличение доли бракованных изделий. С помощью правильно выбранного
припуска обеспечивается компенсация неточностей выполнения всех
предыдущих операций технологического процесса. Установка припусков
осуществляется двумя способами: опытно-статическим и расчетноаналитическим.
Опытно-статистический способ определения припуска оптимально
подходит для относительно простых деталей, к которым предъявляются
средние требования точности и которые изготавливаются сериями либо
единично. При применении опытно-статического метода обеспечивается
короткое время разработки всего технологического процесса. Вместе с этим
данный способ не предусматривает подробное описание правил и норм
обработки определенных поверхностей. В связи с этим наблюдается
увеличение общего припуска на большинство размеров изготавливаемой
детали.
Расчетно-аналитический метод определения припусков оптимально
подходит для деталей, которые выпускаются в условиях массового и
крупносерийного производства. Основным документом, определяющим
припуски и допуски на механическую обработку плоскостей, является
ГОСТ 53464-2009. Таблица 4.6 содержит информацию о припусках и
предельных отклонениях на размеры изготавливаемой детали.
Таблица 4.6 – Припуски и предельные отклонения на обрабатываемые
поверхности вала
Выводы по разделу:
Станки с числовым программным управлением обеспечивают
реализацию функций автоматического выполнения в определенной
последовательности обрабатывающих операций. Таким образом,
обеспечивается автоматическое изменение взаимного расположения детали и
обрабатывающего инструмента в определенной последовательности.
Для разработки руководящей программы технологом-программистом
должна быть подготовленная технологическая документация, которая содержит
всю необходимую геометрическую, числовую, технологическую информацию
и включает в себя: расчётно-технологическую карту (РТК), заполненный бланк
числовой и технологической информации и программный лист с программой в
кодах ISO.
В процессе написания управляющей программы для разрабатываемого
РТК необходимо в обязательном порядке предусмотреть: подробный анализ
технического задания и набора исходной информации; создание эскизной
документации на изготавливаемые детали; определение наиболее оптимального
оборудования; расчет режимов обработки и подготовительных операций;
определение базовых поверхностей и размеров заготовки, а также начала
координат; формирование последовательности операций по обработке
заготовки; расчет оптимальных режимов работы оборудования и станков;
определение наиболее оптимальных и рациональных маршрутов движения
режущего инструмента; написание программного кода для станков с ЧПУ.
Обработку детали проводят за одну установку. Чистовое точение
наружных поверхностей резцом проходным, проточить канавку с радиусами –
резец канавочный, резец радиусный. Вал устанавливается в центрах с
хомутиком по поверхности диаметром 8,23 мм.
Управление производством или отдельным технологическим процессом
является совокупностью целого ряда различных технологических операций.
Для того, чтобы обеспечить полноценный эффективный и непрерывный
технологический процесс необходимо в определенной последовательности
выстроить необходимые технологические операции с привлечением
необходимого персонала и специалистов, а также с использованием наиболее
подходящего инструмента и приспособлений.
Между различными звеньями исполнительной цепи технологического
процесса необходимо организовать взаимосвязь и обмен всей необходимой
информацией.
Более высшие звенья производственной цепи в рамках своих полномочий
имеют возможность вносить определенные коррективы в работу и
технологические операции низших звеньев производственной цепи.
На рассматриваемом производственном объекте действует структура
производства, основанная на линейно-штабной модели организации
производства.
Такая модель представляет собой более усовершенствованный вариант
линейной модели организации производства. Линейно-штабная модель, в
отличие от линейной, имеет в своем составе звено, осуществляющее
стратегическое планирование.
Линейно-штабная структура подразумевает наличие структурных
подразделений, которые наделены полномочиями принятия определенных
управленческих решений, а также возможностью управления рядом
структурных подразделений, которые находятся на низших ступенях
производственной иерархии.
Помимо этого они могут выполнять советнические функции для
вышестоящих структурных подразделений.
Наиболее оптимальным вариантом в рассматриваемых условиях является
бригадная модель организации производственной деятельности.
Специализированная бригада рабочих должна реализовать функции
качественного, эффективного и своевременного выполнения ремонтных работ
и технического обслуживания.
Для управления и координации действий производственными бригадами
организуется обособленный участок.
6.7 Охрана окружающей среды
Основными условиями для улучшения экологии в стране являются:
рациональное использование, охрана и трата запасов природного резерва,
обеспечение безопасности экологии и противорадиационные меры, повышение
и формирование экологического мышления у населения, а также контроль над
экологией в промышленности.
Охрана окружающей среды на предприятии определила ряд мероприятий
для снижения уровня загрязнений, вырабатываемого предприятиями:
– выявление, оценка, постоянный контроль и ограничение выброса вредных
элементов в атмосферу, а также создание технологий и техники, охраняющих и
сберегающих природу и ее ресурсы;
– разработка правовых законов, направленных на охранные меры окружающей
среды и материальное стимулирование выполненных требований и
профилактики комплекса природоохранных мероприятий;
– профилактика экологической обстановки путем выделения специально
отведенных территорий (зон).
Помимо экологической безопасности объекта (охрана окружающей среды
на предприятии) не менее важна и безопасность жизнедеятельности (БЖД) на
предприятии. В это понятие включен комплекс организационных предприятий
и технических средств для предотвращения отрицательного воздействия
производственных факторов на человека. Для начала все работники
предприятия прослушивают курс по технике безопасности, который
инструктирует непосредственный руководитель работ или инежнер по охране
труда.
Помимо простой техники безопасности рабочие должны также соблюдать
ряд правил по техническим требованиям и нормативам предприятия, а также
поддерживать санитарно-гигиенические нормы и микроклимат на рабочем
месте.
Заключение
В данной выпускной квалификационной работе разработаны решения по
модернизации приводов подач станка с ЧПУ модели 16К20Т1.
По завершению выполнения выпускной квалификационной работы
получены следующие результаты:
– исследованы теоретические аспекты организации работы
электроприводов в станкостроении;
– произведен анализ особенностей организации систем управления
приводами станков
– исследованы общие характеристики и особенности работы приводов
подач станка с ЧПУ модели 16К20Т1;
– исследована кинематическая схема станка с ЧПУ модели 16К20Т1;
– произведено описание действующей системы управления приводами
подач станка с ЧПУ модели 16К20Т1;
– разработаны основные требования при модернизации приводов подач
станка с ЧПУ модели 16К20Т1;
– произведен расчет мощности и выбор электродвигателя ;
– произведен расчет и выбор аппаратов защиты;
– произведен выбор оборудования системы управления приводов подач
станка с ЧПУ модели 16К20Т1;
– произведено построение математической модели электропривода;
– произведен синтез регуляторов системы автоматического управления;
– разработан технологический процесс производства детали на станке
после модернизации.
По завершению работы, можно утверждать, что поставленная цель
полностью достигнута, а задачи выполнены.
Список использованных источников
1. Анучин, А.С. Системы управления электроприводов / А.С. Анучин. —
Вологда: Инфра-Инженерия, 2015. — 373 c.
2. Арефьев, В.Н. Основы теории управления и автоматики: учебное
пособие[Текст]: – Ульяновск.-М.: УлГТУ, 2017. – 315с.:ил.
3. Борисов, А.М. Программируемые устройства автоматизации: учебное
пособие / А.М. Борисов, А. С. Нестеров, Н.А. Логинова. [Текст]: – Челябинск:
Издательский центр ЮУрГУ, 2018. – 186 с.
4. Бекишев, Р.Ф. Электропривод: Учебное пособие для академического
бакалавриата / Р.Ф. Бекишев, Ю.Н. Дементьев. — Люберцы: Юрайт, 2016. — 301
c.
5. Бурков, А.Ф. Основы теории и эксплуатации судовых
электроприводов: Учебник / А.Ф. Бурков. — СПб.: Лань, 2018. — 340 c.
6. Бурков, А.Ф. Судовые электроприводы: Учебник / А.Ф. Бурков. — СПб.:
Лань, 2019. — 372 c.
7. Быстрицкий Г.Ф. Энергосиловое оборудование промышленных
предприятий: учеб. пособие для студ. высш. учеб. заведений. М. Издательский
центр “Академия”, 2017.
8. Васильев, Б.Г. Электропривод.Энергетика электропривода: Учебник /
Б.Г. Васильев. — М.: Солон-пресс, 2015. — 268 c.
9. Васильев, Б.Ю. Электропривод. Энергетика электропривода / Б.Ю.
Васильев. — Вологда: Инфра-Инженерия, 2015. — 268 c.
10. Власов, К.П. Теория автоматического управления. Основные
положения. Примеры расчета: 2-е изд.,испр. и доп.: [Текст]: — М.:
Гуманитарный центр, 2017. – 540с.
11. Водовозов, А.М. Микроконтроллеры для систем автоматики: Учебное
пособие . [Текст]: – Вологда: ВоГТУ, 2018. – 131 с.
12. Гильфанов К.Х., Арапов В.А. Проектирование автоматизированных
систем: Учеб. пособие. Казань: Казан. гос. энерг. ун-т, 2017 г.-290 с.
122
13. Дьяков В.И. Типовые расчеты по электрооборудованию. – М.:
«Высшая школа», 2018.
14. Епифанов, А.П. Электропривод в сельском хозяйстве: Учебное
пособие / А.П. Епифанов, А.Г. Гущинский, Л.М. Малайчук. — СПб.: Лань, 2016.
— 224 c.
15. Кангин, А.В. Аппаратные и программные средства систем
управления. Промышленные сети и контроллеры: учебное пособие / В.В.
Кангин, В.Н. Козлов. [Текст]: – М. : БИНОМ. Лаборатория знаний, 2017. – 418
с.: ил. – (Автоматика).
16. Кацман М.М. Электрические машины. – М.:«Академия», 2016.
17. Кацман М.М. Электрический привод. – М.: «Академия», 2015.
18. Клюев, А.С., Глазов, Б.В., Дубровский, А.Х., Клюев, А.А.
Проектирование систем автоматизации технологических процессов. [Текст]: –
М.: Энергоатомиздат, 2017.
19. Кузнецов, М.М. Проектирование автоматизированного
производственного оборудования/ М.М. Кузнецов, Б.А. Усов, В.С. Стародубов.
– М.: Машиностроение, 2017. – 303 с.
20. Кузьмицкий, И.Ф., Кобринец, В.П., Овсянников, А.В. Моделирование
объектов и систем управления. [Текст]: – Минск.: БГТУ, 2019.
21. Курбанов, С.А. Основы электропривода: Учебное пособие / С.А.
Курбанов, Д.С. Магомедова. — СПб.: Лань П, 2016. — 192 c.
22. Лазарев, Ю.Ф. Моделирование процессов и систем в MATLAB.
Учебный курс. [Текст]: – СПб.: Питер;Киев: Издательская группа BHV, 2015. –
512с.
23. Липкин Б.Ю. Электроснабжение промышленных предприятий и
установок. – М.: «Высшая школа», 2018.
24. Неменко, А.В. Механические компоненты электропривода машин:
расчет и проектирование: Учебное пособие / А.В. Неменко. — М.: Вузовский
учебник, 2017. — 80 c.
25. Неменко, А.В. Механические компоненты электропривода машин:
расчет и проектирование: Учебное пособие / А.В. Неменко. — М.: Вузовский
учебник, 2017. — 253 c.
26. Никитенко, Г.В. Пульсатор доильного аппарата с линейным
электроприводом: Монография / Г.В. Никитенко, И.В. Капустин, В.А.
Гринченко. — СПб.: Лань, 2017. — 196 c.
27. Никулин, О.В. Разработка и исследование частотно-регулируемого
синхронного электропривода бурового насоса / О.В. Никулин. — М.: Русайнс,
2015. — 160 c.
28. Москаленко В.В. Электрический привод. — М.: «Академия», 2017.
29. Москаленко, В.В. Системы автоматизированного управления
электропривода / В.В. Москаленко. — Вологда: Инфра-Инженерия, 2016. — 208 c.
30. 10. Москаленко, В.В. Системы автоматизированного упр.
электропривода: Уч. / В.В. Москаленко. — М.: Инфра-М, 2018. — 576 c.
31. Онищенко, Г.Б. Теория электропривода: Учебник / Г.Б. Онищенко. —
М.: Инфра-М, 2018. — 384 c.
32. Роботизированные комплексы: Альбом схем и чертежей: Учебн.
пособие для тех. вузов / Ю.М.Соломенцев, К.П.Жуков и др. – М.:
Машиностроение, 2017 – 140с., ил.
33. Справочник по теории автоматического управления, под ред. А.А.
Красовского, 2018. — 382 с.
34. Справочник технолога машиностроителя в 2-х томах, под редакцией
А.Г. Косиловой и Р.К. Мещерякова 4-е издание, Машиностроение, 2015. 496 с.
35. Средства измерения, контроля и автоматизации технологических
процессов. Вычислительная и микропроцессорная техника. – Котов, К.И.,
Шершевер, М.А. [Текст]: – М. :Металлургия, 2018.
36. Терёхин, В.Б. Моделирование систем электропривода в Simulink
(Matlab 7.0.1): учебное пособие/В.Б.Терёхин; Национальный исследовательский
Томский политехнический университет. Томск.[Текст]:- М.:Томский
политехнический университет, 2019. – 292с.
37. Турпаев А.Н. Винтовые механизмы и передачи. – М.,
Машиностроение, 2018. – 223с.
38. Фролов, Ю.М. Регулируемый асинхронный электропривод: Учебное
пособие / Ю.М. Фролов, В.П. Шелякин. — СПб.: Лань, 2018. — 464 c.
39. Яни, А.В. Регулируемый асинхронный электропривод: Учебное
пособие / А.В. Яни. — СПб.: Лань, 2016. — 464 c.
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.