или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
Содержание
Список используемых сокращений…………………………………………………………………
Введение………………………………………………………………………………………………………..
1. Анализ теоретических аспектов исследуемой тематики …………………………….
1.1 Исследование теоретических аспектов организации работы
электроприводов в станкостроении ………………………………………………………………
1.2 Особенности организации систем управления приводами станков …………..
1.3 Исследование общей характеристики и особенностей работы приводов
подач станка с ЧПУ модели 16К20Т1……………………………………………………………
1.4 Обоснование необходимости модернизации электропривода токарного
станка с ЧПУ модели 16К20Т1 и формирование технических требований к
модернизации……………………………………………………………………………………………….
Выводы………………………………………………………………………………………………………..
2. Разработка основных конструкторских решений по модернизации
электропривода токарного станка …………………………………………………………………
2.1 Кинематическая схема станка с ЧПУ модели 16К20Т1…………………………….
2.2 Описание действующей системы управления приводами подач станка с
ЧПУ модели 16К20Т1…………………………………………………………………………………..
2.3 Актуальность модернизации электропривода подач станка с ЧПУ модели
16К20Т1 и возможность применения на других станках ……………………………….
2.4 Расчет мощности и выбор электродвигателя ……………………………………………
2.5 Расчет и выбор аппаратов защиты …………………………………………………………..
Выводы………………………………………………………………………………………………………..
3. Обоснование выбора необходимого технического обеспечения и разработка
математической модели электропривода ………………………………………………………
3.1 Выбор оборудования системы управления приводов подач станка с ЧПУ
модели 16К20Т1 …………………………………………………………………………………………..
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
3.2 Построение математической модели электропривода ………………………………
3.3 Синтез регуляторов системы автоматического управления………………………
Выводы………………………………………………………………………………………………………..
4. Изготовление детали «вал» на станке после модернизации………………………..
4.1 Характеристика детали……………………………………………………………………………
4.2 Технологические процессы изготовления детали …………………………………….
Выводы по разделу: ……………………………………………………………………………………..
5. Технико-экономический раздел……………………………………………………………….
5.1 Расчет капитальных вложений ………………………………………………………………
5.2 Расчет основных технико-экономических показателей разработанной
системы управления……………………………………………………………………………………
6. Раздел экологичности и безопасности……………………………………………………..
6.1 Анализ опасных и вредных производственных факторов……………………….
6.2 Технические решения по безопасности производственного процесса …….
6.3 Средства защиты и органы управления………………………………………………….
6.4 Электробезопасность …………………………………………………………………………….
6.5 Санитарно-гигиенические мероприятия…………………………………………………
6.6 Пожарная безопасность …………………………………………………………………….
6.7 Охрана окружающей среды …………………………………………………………..
Заключение ………………………………………………………………………………………
Список использованных источников ………………………………………
Список используемых сокращений
АРМ – автоматизированное рабочее место
АЦС – аналогово-цифровая система
БДС – блок выходных цепей
ГР – групповой распределитель
ИС – интегральная схема
КИПиА – контрольно-измерительные приборы и автоматика
КПД – коэффициент полезного действия
МК – микроконтроллер
МПС – микропроцессорная система
ПВ – пункт включения
ПЗУ – постоянное запоминающее устройство
ПЛК – программируемый логический контроллер
ППИ – программируемый параллельный интерфейс
ПО – программное обеспечение
УПСВ – установка предварительного сброса воды
ЭВМ – электронно-вычислительная машина
Введение
На сегодняшний день, вопросы, связанные с автоматизацией и
энергосбережением, стали главными направлениями технической мировой
политики. Главным образом это связано с острой нехваткой главных
энергетических ресурсов, а также с возросшей стоимостью на их добычу.
Кроме того, влияние оказывают глобальные проблемы в экологии, которые в
последнее время стали явными. Экономия энергоресурсов практически в любой
области направлена в основном на снижение потерь электрической энергии [1].
Постоянное совершенствование и внедрение новой техники и технологии
в производство является основным фактором повышения эффективности
производства. Ускорение научно-технического прогресса является главным
рычагом улучшения всех показателей эффективности, таких как:
– производительность труда;
– материалоемкость;
– фондоотдача;
– уменьшение затрат на производство.
Главным направлением, по которому всемирное производство двигается в
настоящее время, является автоматизация производственных процессов. Таким
образом, все выполняемое ранее самим человеком, его функции, как
физические, так и интеллектуальные, начинает переходить к технике,
выполняющей самостоятельно технологические циклы и осуществляющей
контроль над проведением этих работ. Человеку во многих отраслях отмерена
роль контролера за автоматическим процессом.
Модернизация электротехнических систем за счет применения
комплексных систем автоматизации позволяет достичь увеличения уровня КПД
всей электротехнической системы. Помимо увеличения производительности
наблюдается и значительное сокращение количества возникающих нештатных
и аварийных ситуаций в процессе эксплуатации электротехнических систем [3].
Интеграция автоматических систем управления в современные
электротехнические системы, в основе которых лежит вычислительная техника,
способствует значительному увеличению уровня эффективности использования
трудового потенциала персонала, а также минимизации возникновения
различных нештатных и аварийных ситуаций.
Также, в случае применения автоматизированных комплексов и систем,
рабочий персонал освобожден от выполнения монотонных, однообразных и
трудоемких операций, что также положительно сказывается на общей
эффективности функционирования производственных систем [3].
В настоящее время проблема автоматизации подавляющего большинства
технологических процессов и производственных циклов является актуальной
во всем мире.
На современном этапе развития вычислительной техники имеется
возможность автоматизировать большинство операций и циклов, которые еще
совсем недавно мог выполнять исключительно рабочий персонал предприятий.
Причем, автоматизации подлежат не только физические процессы, но и
некоторая часть интеллектуальных операций. Таким образом, наметилась
четкая тенденция к переходу рабочего персонала к выполнению исключительно
наблюдательных и контрольных функций, в то время как все производственные
процессы выполняются системами автоматизации.
За последние десятилетия произошел стремительный рывок развития
электронной компонентной базы, а также появилось большое количество новых
технологий ее изготовления. Эти факторы способствуют тому, что современная
вычислительная техника и микроэлектронные устройства имеют широкое
распространение в сфере автоматизации технологических процессов.
Наличие большого количества высокоточных и производительных
исполнительных механизмов способствует оптимизации производственных
процессов, что положительно сказывается на издержках производства и, как
следствие, на себестоимости конечной продукции.
Автоматизация производственного процесса – это комплекс мероприятий,
основная цель которых состоит в замене ручного труда рабочего персонала на
машинный автоматизированный труд. С этой целью все технологические
операции, которые могут выполняться без участия человека, подлежат
автоматизации за счет применения различных исполнительных механизмов,
управление которыми осуществляется с помощью микропроцессоров в
соответствии с заложенными в них алгоритмами.
Совсем недавно процесс автоматизации начал свое зарождение и
развитие. На сегодняшний день большое количество технологических операций
и производственных процессов автоматизированы. Таким образом, в
ближайшем будущем прогнозируется сведение к минимуму необходимости
использования ручного труда.
Автоматизация производства – один из важнейших факторов роста
производительности труда и повышения качества продукции. Непременным
условием ускорения темпов роста автоматизации является подготовка
специалистов, владеющих знаниями современных технических устройств
автоматизации и способных обеспечить реализацию современных
автоматизированных систем управления технологическими процессами любой
сложности, их квалифицированную наладку и эффективную эксплуатацию в
процессе функционирования [24].
Автоматизации подлежат как отдельные операции и технологические
процессы, так и полные производственные циклы. Для автоматизации
производственных процессов применяются различные исполнительные
механизмы, которые могут представлять собой как относительно простые и
примитивные датчики, так и сложные автоматизированные комплексы,
способные выполнять множество различных операций.
Подавляющее большинство современных производственных организаций
стремятся к максимально возможному уровню автоматизации своих
производственных процессов. Это объясняется тем, что в современных
условиях высокой конкурентоспособностью обладают именно те предприятия,
которые характеризуются высоким уровнем автоматизации. Существуют и
другие факторы, способствующие развитию автоматизации производственных
процессов. К ним относятся: вредные и опасные условия труда, а также высокая
стоимость ручного труда.
При автоматизации технологических процессов наблюдается сокращение
продолжительности производственного цикла, уменьшается себестоимость
конечной продукции, сокращаются производственные расходы, сведение к
минимуму ошибок персонала и человеческого фактора. Как правило, при
внедрении в технологические процессы автоматизированных систем
управления происходит комплексное решение вышеуказанных задач.
Основная цель, которая преследуется в процессе автоматизации
производственных процессов, заключается в замене ручного труда рабочего
персонала на машинный автоматизированный труд. Помимо этого, существует
и ряд второстепенных целей, которые преследуются процессов автоматизации
[26]:
1) минимизация человеческого труда и количества необходимого
рабочего персонала;
2) оптимизация производственных процессов и издержек производства;
3) увеличение номенклатуры выпускаемой продукции;
4) наращивание производственных мощностей;
5) увеличение уровня безопасности производственных процессов и
технологических операций.
Тема данной выпускной квалификационной работы – «Модернизация
электропривода токарного станка».
Цель выпускной квалификационной работы – проектирование решений
по модернизации электроприводов подач станка с ЧПУ модели 16К20Т1.
Исходя из темы и цели выпускной квалификационной работы, в процессе
ее выполнения необходимо было решить следующие задачи:
– исследовать теоретические аспекты организации работы
электроприводов в станкостроении;
– произвести анализ особенностей организации систем управления
приводами станков
– исследовать общие характеристики и особенности работы приводов
подач станка с ЧПУ модели 16К20Т1;
– исследовать кинематическую схема станка с ЧПУ модели 16К20Т1;
– произвести описание действующей системы управления приводами
подач станка с ЧПУ модели 16К20Т1;
– разработать основные требования при модернизации приводов подач
станка с ЧПУ модели 16К20Т1;
– произвести расчет мощности и выбор электродвигателя ;
– произвести расчет и выбор аппаратов защиты;
– произвести выбор оборудования системы управления приводов подач
станка с ЧПУ модели 16К20Т1;
– произвести синтез регуляторов системы автоматического управления;
– разработать технологический процесс производства детали на станке
после модернизации.
Объект исследования выпускной квалификационной работы – система
управления приводов подач станка с ЧПУ модели 16К20Т1.
Предмет исследования – поиск оптимальных подходов в процессе
модернизации системы управления приводов подач станка с ЧПУ модели
16К20Т1.
В процессе выполнения работы применялись такие методы, как изучение
научной литературы по теме исследования, нормативно-правовой базы,
аналитический и сравнительный методы. Среди теоретических методов,
используемых при разработке, отмечу анализ и метод классификации.
Практические методы, используемые в работе – наблюдение, сравнение.
В ходе выполнения данной выпускной квалификационной работы
предполагалось получить значительный объем теоретических и практических
навыков, которые будут необходимы в процессе дальнейшей трудовой
деятельности.
1. Анализ теоретических аспектов исследуемой тематики
1.1 Исследование теоретических аспектов организации работы
электроприводов в станкостроении
Анализ теоретических аспектов организации работы электроприводов в
станкостроении представлен в ряде публикаций, в частности в металлорежущих
станках, в целях приближения к валу рабочего механизма, изготовляют
электродвигатели специальных конструктивных форм: фланцевые двигатели,
снабженные фланцем, при помощи которого двигатель крепится к корпусу
станка; шпиндельные двигатели, обладающие полым валом; встроенные
двигатели, поставляемые заводом-изготовителем в виде отдельных частей –
стали статора с обмоткой и ротора. Сталь статора устанавливают в
специальную расточку станка и в ней закрепляют. Таким образом, достигают
полного слияния электрической и механической частей станка в единое целое.
Для привода токарных станков применяют одно-, двух- и трехскоростные
асинхронные электродвигатели с короткозамкнутым ротором. Регулирование
частоты вращения шпинделя осуществляется электрическим (изменение числа
пар полюсов) и механическим (коробка передач) способами. Управление
двигателями – при помощи барабанных или кулачковых переключателей, либо
кнопочное, с помощью магнитных станций [29].
Привод главного движения мощных лобовых и карусельных станков
выполняют по системе Г–Д или с использованием тиристорного
электропривода (у прецизионных станков).
Мощные станки оборудуют дополнительными приводами: насоса
охлаждения, быстрого передвижения суппорта, передвижения и зажима задней
бабки. Вспомогательные двигатели при этом обычно асинхронные с
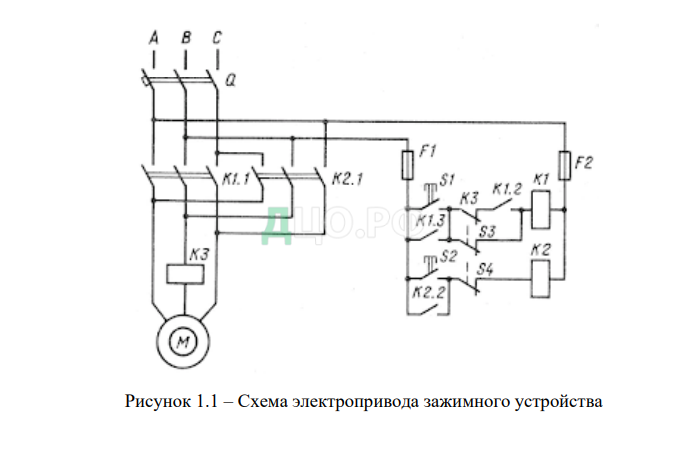
короткозамкнутым ротором. Для зажима изделия в патроне или задней бабке на
мощных станках применяют электродвигатели, которые приводят в движение
зажимные устройства. Двигатель имеет реверсивную систему управления и
должен останавливаться при заклинивании зажимного устройства. Двигатель
отключается микро-переключателем или с помощью реле максимального тока.
На рисунке 1.1 приведена схема, в которой для отключения двигателя
использовано реле максимального тока. При нажатии кнопки S1 «зажим» через
контакт и контакт путевого выключателя S3 получит питание катушка
контактора К1; двигатель начнет вращаться, зажимая деталь. Когда зажимное
устройство пройдет некоторый путь, контакт S3 разомкнется, а контакт S4
замкнется. При достижении усилием зажима заданного значения разомкнется
контакт максимального реле К3, двигатель остановится. При необходимости
отжима нажимают кнопку S2. В конце обратного хода контакт S3 замкнется, а
контакт S4 разомкнется, и двигатель остановится. Цепи управления защищены
от короткого замыкания плавкими предохранителями F1 и F2.
Для привода сверлильных станков применяют преимущественно
асинхронные электродвигатели с короткозамкнутым ротором. Привод подачи
осуществляется от двигателя шпинделя посредством механической или
гидравлической передачи. Управление контакторное, с помощью кнопочного
поста.
Наибольшую сложность представляет электропривод продольнострогальных станков. Возвратно-поступательное движение рабочего органа
вызывает необходимость дважды в течение цикла преодолевать инерцию
системы при разгоне и торможении. В результате этого график нагрузки
электродвигателя носит резко выраженный пиковый характер. С точки зрения
увеличения производительности станка важное значение имеет время, в
течение которого двигатель разгоняется и затормаживается [28].
Электропривод продольно-строгальных станков может быть осуществлен
следующими способами: от нерегулируемого нереверсивного двигателя, реверс
станка осуществляется механическим путем; от нерегулируемого
нереверсивного асинхронного двигателя с электромагнитной муфтой; от
реверсивного двигателя постоянного тока, управляемого по системе Г–Д.
В приводах с электромагнитными муфтами вследствие электромагнитной
и механической инерции время реверса оказывалось значительным и в муфтах
выделялось большое количество теплоты, поэтому такой привод рационально
применять только для станков небольшой мощности. Получает
распространение тиристорный реверсивный привод с широким регулированием
частоты вращения электродвигателя.
Для обработки сложных поверхностей применяют копировальные станки.
Принцип действия простейших станков показан на рисунке 1.2. Через
шпиндель 3 пальцевой фрезы 2 обрабатывают заготовку 1. Фрезерный суппорт
4 жесткой связью 5 соединен с копировальной головкой 6. Шток 12
копировальной головки оканчивается копировальной насадкой 13, имеющей
форму фрезы. Так как шток имеет сферическую опору, боковые давления на
насадку преобразуются в вертикальные перемещения. На столе 15 вместе с
заготовкой расположен шаблон 14. Стол непрерывно перемещается с помощью
привода 16. Другой привод 9 осуществляет вертикальное перемещение
копировальной и фрезерной головок. При разомкнутом контакте 8
электродвигатель 11 посредством привода 9 приближает копировальный шток к
шаблону. Когда контакт 8 замкнут, электромагнитный переключатель 10
реверсирует электродвигатель, и шток отводится от шаблона. Соприкасаясь с
шаблоном, насадка 13 подается вверх, рычаг 7 поворачивается и замыкает
контакт 8, копировальная головка начинает перемещаться вверх, контакт 8
размыкается, тогда копировальная насадка вновь приблизится к шаблону.
Рисунок 1.2 – Схема электрокопирования на токарно-фрезерном станке
В результате периодических подводов и отводов копировальной насадки
при непрерывной ведущей подаче 16 копировальная насадка описывает
относительно шаблона огибающую его пилообразную траекторию. Такую же
траекторию относительно заготовки будет описывать фреза 2, жестко связанная
с копировальной головкой 6.
Для бесступенчатого управления электрокопированием применяют
индуктивные копировальные головки (рисунок 1.3). У такой головки каждому
положению насадки соответствует определенное положение якоря 4,
помещенного между сердечниками 2 и 6 с обмотками 1,3,5 и 7. Первичные
обмотки 1 и 7 соединены последовательно и включены в сеть переменного
тока. Вторичные обмотки 3 и 5 включены встречно.
Рисунок 1.3 – Индукционная копировальная головка
Если якорь 4 находится в среднем положении, э. д. с. вторичных обмоток
уравновешены, напряжения на выходе копировальной головки нет.
Приближение якоря к одному из сердечников вызовет увеличение его
магнитного потока и уменьшение магнитного потока другого. Возникнет
разность ЭДС во вторичных обмотках сердечников, на выходе копировальной
головки появится напряжение.
Системы с числовым программным управлением (ЧПУ) основаны на
применении современных средств радиоэлектроники, бесконтактных
логических элементов, интегральных схем, микропроцессоров.
Приводы станков с ЧПУ предназначены для осуществления движений:
главного, подач и вспомогательных. Эти движения могут быть независимые и
строго согласованные, определяющие простую или сложную разветвляющиеся
структуры. Обобщенная структура привода металлорежущего станка с ЧПУ
включает (рисунок 1.4):
1) двигатель (Дв) вращательного или поступательного действия;
2) звенья, устройства и механизмы передачи движения — передаточные
механизмы (ПдМ);
3) звенья, устройства и механизмы преобразования движения —
преобразовательные механизмы (ПрМ);
4) исполнительный рабочий орган (РО);
5) устройства управления (УУ), обеспечивающие включение,
выключение, реверсирование, измерение и регулирование движения.
Рисунок 1.4 – Обобщенная структура привода металлорежущего станка с
ЧПУ
Наиболее простой структура будет тогда, когда двигатель выполнен как
одно целое с рабочим органом или непосредственно связан с ним. Примером
могут служить шпиндельные модули фирмы «Fanuc» (Япония) (рисунок 1.5).
Однако в большинстве случаев привод станка с ЧПУ имеет звенья для
передачи, согласования и преобразования движения от двигателя к рабочему
органу. Для приводов с вращательным главным движением рабочего органа
могут быть зубчатые или ременные передачи, для приводов подач с
поступательным движением – различные тяговые устройства.
Рисунок 1.5 – Примеры модульных приводов главного движения фирмы
«Fanuc», где шпиндель является ротором электродвигателя постоянного тока: α
— для токарных станков; б — для многооперационных станков, обрабатывающих
корпусные детали
Приводы большинства станков с ЧПУ должны обеспечивать обработку с
постоянной мощностью в определенной части RN общего диапазона
регулирования привода Rn, что зависит от диапазона размеров обрабатываемых
деталей и режимов резания. Для многих станков RN = 5…20 (иногда до 40), а
общий диапазон регулирования привода зависит от его назначения: Для
главного движения -4 ≤ Rn ≤ 100; для подач — 1,5 ≤ Rn ≤ 150. Если двигатель
подач используется и как вспомогательный для быстрых перемещений, то
диапазон может достичь Rn ≤ 3000.
Существует два типа систем ЧПУ: замкнутая и разомкнутая. Замкнутые
системы ЧПУ с применением устройств путевого контроля (обратной связи)
имеют повышенную точность и используются для автоматизации мощных
станков, а также станков повышенной точности малых и средних размеров.
Разомкнутые системы менее точны, но проще по конструкции, дешевле и
имеют меньшие габаритные размеры.
По способу управления системы подразделяют на фазовые, частотные и
импульсные.
На рисунке 1.6, а приведена структурная схема фазового управления
замкнутой системой ЧПУ для одной из трех координат перемещения рабочего
органа станка. На дорожках магнитной ленты нанесены записи синусоидальных
напряжений. Напряжение сигнала, управляющего перемещением рабочего
органа РО, подается с магнитной головки МГ1 через усилитель У1 на фазовый
дискриминатор ФД. Одновременно магнитной головкой МГ2 считывается
синусоидальное напряжение опорного сигнала, которое через усилитель У2
подается на входные обмотки вращающегося трансформатора Т, механически
связанного с рабочим органом РО станка. Выходной сигнал трансформатора Т
подается на второй вход фазового дискриминатора ФД. Фазовый
дискриминатор вырабатывает сигнал, пропорциональный сдвигу фаз
синусоидальных напряжений, поступивших с усилителя У1 и трансформатора
Т.
Рисунок 1.6 – Структурные схемы систем ЧПУ
Выходной сигнал фазового дискриминатора усиливается усилителем У3 и
подается на двигатель М, который перемещает рабочий орган в сторону
уменьшения рассогласования фаз.
Частотный способ управления применяют для разомкнутых систем ЧПУ
(рисунок 1.6, б).
Магнитные головки МГ1-МГ3 считывают с магнитной ленты
синусоидальное напряжение и подают его в соответствующий усилительформирователь прямоугольных импульсов УФ1-УФ3. Прямоугольные
импульсы напряжения усиливаются усилителем мощности У1-У3 и подаются
на фазовые обмотки шагового двигателя. Число поданных импульсов
определяет значение, а частота их – скорость перемещения.
Импульсный способ управления используют также для разомкнутых
систем ЧПУ (рисунок 1.6, в). В этом случае на магнитной ленте записывают
импульсы, которые считывает магнитная головка МГ1. Импульсы усиливает
усилитель У1 и направляет в кольцевой коммутатор КК. В коммутаторе КК
импульсы распределяются по трем обмоткам шагового двигателя М, пройдя
усилители мощности У3-У5. Для перемещения рабочего органа в обратную
сторону предусмотрены магнитная головка МГ2 и усилитель У2.
Входными параметрами приводов станков являются характеристики
двигателя: мощность, моменты (номинальный, пусковой и максимальный),
тяговое усиление, момент инерции ротора, частота (номинальная и
максимальная), скорость, максимальное ускорение, постоянные времени
(электромагнитная и электромеханическая) и др. Среди них основными
являются силовые и скоростные параметры [31].
Характеристики передаточных механизмов выражаются
Кинематическими (передаточные отношения, диапазон регулирования частот
или подач) и силовыми (КПД, соотношения сил, моментов, мощностей на входе
и выходе) зависимостями.
Характеристики преобразовательных механизмов выражаются
формулами преобразования (частот вращения в линейные скорости
перемещения и наоборот, моментов в силы и наоборот) с учетом передаточных
отношений и КПД.
Электродвигатели станков с ЧПУ должны обладать большим
быстродействием, т. е. большим вращающим моментом при малом моменте
инерции. К таким машинам относятся двигатели постоянного тока с гладким
(беспазовым) якорем, имеющим малый диаметр и большую длину. На
поверхности якоря укладывают многослойную обмотку, залитую эпоксидной
смолой с ферромагнитным наполнителем.
Двигатель имеет большой воздушный зазор, что улучшает охлаждение
якоря. Отсутствие пазов позволяет увеличить магнитный поток двигателя.
Увеличение магнитного потока и улучшение охлаждения позволяют повысить
максимальный момент двигателя примерно в 4 раза по сравнению с двигателем
обычной конструкции. Промышленность выпускает двигатели с гладким
якорем мощностью от 90 Вт до 6 кВт.
Для разомкнутых систем применяют шаговые двигатели, у которых угол
поворота ротора при подаче управляющего импульса дозирован. Это позволяет
подавать импульсы программы непосредственно на двигатели без проверки их
исполнения (без обратной связи).
Статор 1 реактивного шагового электродвигателя (рисунок 1.7) выполнен
из листовой стали, имеет шесть зубчатых полюсных выступов 2. Зубцы 5
каждого выступа смещены относительно зубцов соседнего на 1/3 шага. Каждая
из трех обмоток 4 статора размещена на двух противоположных полюсных
выступах. При поочередном включении обмоток статора ось результирующего
магнитного потока статора смещается на 1/3 зубцового шага. Воздействием
магнитного поля ротор 3 также смещается на 1/3 шага. Часто включают
попеременно то одну, то две обмотки одновременно. При такой схеме шаг
уменьшается вдвое.
Рисунок 1.7 – Шаговый двигатель
Шаговые двигатели имеют незначительный вращающий момент, поэтому
их используют совместно с гидроусилителями. Имеются также силовые
шаговые двигатели, развивающие на валу значительные моменты и не
требующие применения гидроусилителей.
Применение ЭВМ обеспечивает возможность различного вида коррекции
программы, вводимые вручную с панели управления, необходимые для
компенсации неучтенных факторов при подготовке программы. Коррекции
могут быть введены по результатам обработки первой детали без изменения
самой программы.
1.2 Особенности организации систем управления приводами станков
В настоящее время существует множество производителей различных
видов высокоточного оборудования, фрезерных, токарных и различных других
станков и целых комплексов.
Активность развития области станкостроения, связана и вызвана тем, что
появляется множество различных механизмов, деталей, узлов, в различных
областях, в которых предъявляются различные требования как к точности,
качеству, так и к скорости изготовления и минимизации использования участия
человека в производстве.
К современным станкам и комплексам предъявляют различные
эксплуатационные свойства, такие как: простота и быстрота обслуживания и
надежность эксплуатации, высокий уровень точности и производительности,
удобность в использовании, быстрота и удобность манипулирования и
автоматизации. Все эти свойства зависят от того насколько качественно,
удобно, и удачно разработана система управления тем или иным станком или
автоматическим центром [34].
В последние годы появляется множество различных станков с числовым
программным управлением и большинство из них осуществляют свою работу,
используя различные виды работы станка, которые осуществляются по
определенному закону или системе.
Одной из важнейших целей на сегодняшний день является уменьшение
числа органов станка, которое можно значительно сократить используя
объединение функций однотипных, а так же различных механизмов, приводя
их в действие, к примеру, одним маховиком или рукояткой, а не несколькими.
Все современные системы управления механизмами станка состоят из
следующего стандартного для всех ряда:
– управляющего органа — это орган, который действует непосредственно
под воздействием на него оператора, с помощью руки или ноги, от кулачков
или упоров, в некоторых случаях копира. Данный орган может представлять
собой кнопку, концевой выключатель, рукоятку, маховик, рычаг;
– передающего органа – он может представлять собой как
пневматическую, так и гидравлическую передачу, а так же механическую,
электронную или электрическую.
– исполнительного механизма — который может представлять собой
различные виды вилок, реек, рычагов;
Все элементы и узлы станка совершенствуются с целью ускорения
развития предприятий и производств страны на базе научно-технического
прогресса.
Самые первые металлорежущие станки, так называемые станки первого
поколения, имели программное управление, построенное по принципу
циклового программного управления. Идея заключалась в том, чтобы
выполнять обработку определенными, отдельными циклами, каждый из
которых соответствовал одному конкретному переходу. Цикловое программное
управление могло позволить полностью или частично запрограммировать
станок на определенный цикл работы, смену инструмента, смену режима и
скоростей обработки, а также задавать скорости и величины перемещений
различных узлов станка и исполнительного органа.
Цикл работы станка – это сумма всех возможных движений и
перемещений в работе станка, которые необходимы для обработки деталей, а
также заготовок по определенному циклу или последовательности. В
некоторых станках, в которых используется система циклового программного
управления не представляется возможным запрограммировать режимы резания,
поэтому их приходится изменять вручную непосредственно оператору, а в
некоторых случаях может вообще отсутствовать автоматическая смена
инструмента.
Системы циклового программного управления, как правило,
представляют собой замкнутые системы, которые построены на аналоговом
принципе управления различными величинами исполнительных органов станка
и их позиционировании. Данные системы могут быть достаточно гибкими в
реализации различных способов управления циклами обработки.
Системы цикловых программных управлений могут позволить быстро и
легко изменить последовательность и схему выключения/включения различной
аппаратуры, такой как электронная, электрическая, пневматическая и
гидравлическая и так далее, управляющей элементами цикла. Схема циклового
программного управления, как правило, должна включать в себя следующие
элементы, такие как: исполнительное устройство, программаторы циклов,
устройства обратной связи, а так же схема автоматики [35].
У станков с цикловым программным управлением есть ряд преимуществ,
которые делают их применение актуальным в серийном, крупносерийном, а
также в массовом производстве. К преимуществам можно отнести следующее:
они достаточно простые и дешевые, для работы на них и при их обслуживании
не требуется персонал с большим опытом работы и высокой квалификацией.
Системы с цикловым программным управлением применяются на
различном оборудовании, например, на токарных станках, токарнокопировальных, токарно-револьверных, лоботокарных, фрезерных, фрезернокопировальных, вертикально-сверлильных, а также на других типах станков.
Также использование систем циклового программного управления можно
увидеть при использовании на промышленных роботах, в автоматических
машинах, и агрегатных станках. Системы циклового программного управления
применяются преимущественно в станках токарной группы (приблизительно
семьдесят процентов), в станках фрезерной группы (двадцать пять процентов),
остальные пять приходятся на все остальные группы.
На мой взгляд создание и использование систем с цикловым
программным управлением было отправной точкой, следующим шагом в
создании систем с числовым программным управлением, которые на
сегодняшний день являются актуальными, широко применяются, создаются и
постоянно совершенствуются.
Современное производство, а, тем более, машиностроение, тяжело
представить без универсальных станков, станков с ЧПУ, автоматизированных
линий, промышленных роботов, станочных комплексов и различного
автоматизированного и автоматического оборудования.
В свою очередь, любое оборудование на предприятиях, как правило,
оснащено, как минимум, одним электрическим приводом. Электрический
привод представляет собой целую электромеханическую систему, которая
создавалась и была предназначена для того, чтобы преобразовывать
электрическую энергию в механическую, а также обратно, и управления этим
процессом.
Долговечность и производительность работы современных
электроприводов во многом зависит от правильности выбора электрического
двигателя. Это, в свою очередь, должно обеспечить бесперебойную, надежную
и долговечную эксплуатацию электропривода и его эффективность при
использовании на различных видах производства, а также в строительной
области, области автостроения и многих других областях.
На сегодняшний день на отечественных станках преимущественно
установлены двигатели постоянного тока. Они имеют ряд преимуществ, таких
как, неприхотливость в эксплуатации и относительно высокая надежность.
Однако, данные преимущества нельзя отнести к их изнашивающимся частям,
таким как, щёточки, которые требуют регулярного обслуживания и контроля со
стороны обслуживающего персонала.
Но, в то же время, настройка приводов постоянного тока является очень
сложной операцией и без высококвалифицированного специалиста не
представляется возможной. И, если такой специалист по какой либо причине на
производстве отсутствует, к примеру, в командировке, отпуске, заболел,
уволился, то оборудование на котором произошел сбой, несет значительные
убытки предприятию, а связанно это с тем, что оборудование простаивает, и
вместо прибыли приносит убытки.
В настоящее время выбор электроприводов очень разнообразен, на рынке
можно насчитать не менее ста производителей станочных приводов. Какого
выбрать производителя и какой выбрать электропривод решать нам, но при
выборе привода для производственного оборудования нужно отталкиваться и
руководствоваться следующими рекомендациями [36].
Во-первых выбор электрического двигателя должен быть экономически
обоснован, то есть он должен быть экономичным, надежным, простым и
удобным в эксплуатации и ремонте. Также не следуют выбирать двигатель с
большим запасом мощности, если этого не требуется для обеспечения работы
режимов оборудования, так как это значительно увеличивает его цену и
габаритные размеры.
Во-вторых двигатель выбирается исходя из номенклатуры проводимых
работ, выбор будет осуществляется по роду тока, по максимально
вырабатываемой мощности, по частотам вращения, по способности работать в
различных экстремальных условиях и перегрузках, различных регулировочных,
пусковых и тормозных свойств. Также важную роль играет габаритный размер
двигателя и его техническое исполнение, крепление, способ монтажа.
В третьих электродвигатель выбирается исходя из условий окружающей
среды в которой он будет работать, а также исходя из требований безопасности
работы для рабочего персонала.
Прогресс не стоит на месте, и это привело к созданию
микроконтроллеров, однокристальных электронно-вычислительных машин, из
которых и состоит программируемое ядро станков с числовым программным
управлением. В свою очередь это дало возможность сейчас управлять
автоматически множеством технологических и геометрических операций. А
также это позволило осуществлять непосредственное прямое управление
системой электроприводов и всей автоматикой.
В приводах для станков с числовым программным управление
используют синхронные или асинхронные двигатели. Синхронные двигатели
получили наибольшее распространение и применение нежели асинхронные.
Так как в приводе главного движения для станков с числовым программным
управление для передачи больших мощностей используют двигатели
переменного тока, а для передачи меньших мощностей двигатели постоянного
тока.
Широкое применение нашли двигатели трехфазные четырех полостные
так как они способны работать при значительном наличии в окружающей среде
металлической и неметаллической пыли, стружки, различных масел, и тому
подобное, а самое главное они способны воспринимать большие перегрузки.
На сегодняшний день приводы в большинстве своем исполняют на базе,
зарекомендовавших себя, надежных электродвигателей переменного тока с
частотным управлением, которое осуществляется по средствам цифрового
регулирования. Почти каждая типовая схема электропривода оснащается
следующими функциональными блоками, такими как [38]:
– силовой преобразователь частоты, который служит для преобразования
электроэнергии промышленной сети в ток с трехфазным напряжением питания
электродвигателя, с необходимой частотой в герцах, и амплитудой;
– микроконтроллер задачей которого является управление устройством и
он же формирует задания.
В Современных станках электропривод главного движения обеспечивает
заданное усилие резанья при установленных режимах обработки, таких как
скорость вращения, поэтому приоритетной задачей для него ставится
поддержание постоянной мощности. Необходимый диапазон в котором
происходит регулирование зависит от множества факторов таких как диаметры
обрабатываемых заготовок, используемых инструментов, различных
механических свойств обрабатываемых материалов и множество других.
В свою очередь современные станки с числовым программным
управлением способны выполнять сложные операции и функции такие как
нарезание метрической, трапецеидальной, питчевой, и других видов резьб,
выполнение совмещенных функций, к примеру на токарном центре функции
фрезерования. Это подводит нас к тому что привод должен быть способен
обеспечить очень большой диапазон в котором возможно регулировать его
скорость, а так же возможно применение реверсного привода.
В современных многооперационных станках и центрах диапазоны
изменения скорости могут составлять тысячи и больше. К таким приводам
предъявляется ряд основных требований таких как:
– максимально возможная максимальная скорость;
– способность работать при больших перегрузках;
– большой диапазон в котором возможно регулирование скорости;
– высокая точность при позиционировании, максимально возможное
быстродействие при резком разгоне, а так же торможении;
– стабильная работа при изменениях температуры окружающей среды.
Всем перечисленным требованиям способствует разработка
адаптируемой системы автоматического управления.
Во всех современных станках с числовым программным управлением
используется большое количество различных датчиков, каждый из которых
отвечает за работу определенных узлов и агрегатов. Благодаря этому они
имеют огромное количество преимуществ перед обычными станками, это
позволяет автоматизировать как управление станком так и производство. В
данном докладе я рассмотрю несколько видов датчиков таких как:
Бесконтактный фото датчик – принципом работы данного датчика
заключается в том что, датчик состоит из двух частей таких как источник
светового луча и фотоприемника. Он приходит в действие когда двумя этими
частями будет находится какой-либо предмет. С его помощью контролируют
перемещение деталей и их наличие или отсутствие.
Датчик определения угла поворота – данный датчик состоит из двух
частей, светового луча и диска с отверстиями играющего роль фотоприемника,
принципом работы данного датчика является то, что он срабатывает когда лучи
проходят через отверстия на диске. С его помощью определяют угол наклона
валов.
Концевые датчики – принцип работы данного датчика заключается в том,
что он срабатывает когда какой-то предмет касается его поверхности. Данные
датчики используются для того чтобы иметь возможность проконтролировать
близость заготовки или движущихся частей станка, по отношению к другим
конструкциям и во избежание аварийных ситуаций.
Датчики положения инструментов — принцип его работы заключается в
следующем, он срабатывает , когда касается поверхности. Он используется для
поиска и настройки режущего инструмента.
Датчик высоты – по принципу схож с датчиком положения инструментов,
но используется он для поиска граней обрабатываемой детали. Крепится к
подвижной оси Z.
Так же существуют датчики для измерения уровня масла, контроля
температуры в зоне резанья и окружающей среды, а так же есть датчики
которые контролируют температуру исполнительных органов.
Для управления двигателями станков применяется аппаратура ручного
дистанционного и автоматического управления. В качестве аппаратов ручного
управления применяют кнопочные и пакетные выключатели и переключатели,
а также при недостаточной мощности пакетного переключателя используют
кулачковые контроллеры. При дистанционном и автоматическом управлении
широкое распространение получили реле и контакторы. В ряде случаев на
станках для ограничения предельных перемещений используют путевые и
конечные выключатели.
Для управления гидравлическими и пневматическими механизмами
станков служат однофазные электромагниты. Их применяют также для
управления механическими тормозами, устанавливаемыми на некоторых
станках.
Для механического соединения, реверса и регулирования частоты
вращения рабочих органов станков предназначены электромагнитные муфты.
Они могут быть фрикционными, скольжения и порошковыми.
Фрикционная электромагнитная муфта приведена на рисунок 1.8.
Рисунок 1.8 – Фрикционная муфта
Один вывод катушки 4, размещенной внутри кольцевого сердечника 3,
соединен с корпусом, а другой – с кольцевым контактом 1, отделенном от
корпуса изолирующим кольцом 2. При пропускании тока через катушку якорь 8
притягивается к сердечнику 3. Ведущие диски 5 и 7 сжимаются с ведомым
диском 6. Вращающий момент с диска 6 передается поводком 9 зубчатому
колесу 10. При отключении тока якорь отталкивается сжатыми дисками 5, 6 и 7,
и муфта расцепляет вал 11 и зубчатое колесо 10.
Принцип действия муфт скольжения аналогичен принципу действия
асинхронного электродвигателя. Муфта состоит из двух частей, в одной из
которых заложена обмотка постоянного тока. При вращении этой части
создается вращающееся магнитное поле. Последнее индуцирует в ведомой
части вихревые токи, которая приходит во вращение, так же как и ротор
асинхронного электродвигателя.
В станкостроении широко применяют электромагнитные порошковые
муфты, принцип действия которых основан на явлении увеличения вязкости
жидкого или твердого магнитодиэлектрика при воздействии на него
магнитного поля. У этих муфт зазор между сцепляющимися поверхностями
заполняется текучими или сыпучими смесями, главной составной частью
которых являются железные порошки. В магнитном поле такая смесь
превращается в пластический слой, сцепляющий между собой полумуфты и
создающий значительное сопротивление их относительному перемещению.
Электромагнитные порошковые муфты могут работать в режимах
сцепления и скольжения, создавая при этом момент, практически не зависящий
от частоты вращения.
Для магнитных смесей употребляют порошки из карбонильного железа
или обычный железный порошок, полученный распылением жидкого металла.
Средний диаметр частиц порошка 4–10 мкм. Частицы порошка должны быть
разделены средой, защищающей их от механического разрушения и окисления.
Обычно такой средой является маловязкое масло типа трансформаторного.
Содержание порошка в смеси составляет 0,3–0,45 по объему. В муфтах с
жидкой смесью необходимо устанавливать уплотняющие устройства,
предотвращающие вытекание смеси.
Основным недостатком порошковых муфт является старение магнитной
смеси, проявляющееся в уменьшении ее подвижности, поэтому требуется
регулярно заменять смесь. При эксплуатации муфты также вызывает
затруднение поддержание необходимой герметичности полости, заполненной
смесью [33].
Порошковые муфты применяют в тех случаях, когда использование
фрикционных невозможно.
Для закрепления деталей на шлифовальных станках нашли широкое
распространение электромагнитные плиты. Вращающиеся плиты называют
электромагнитными столами. Электромагнитное закрепление имеет ряд
преимуществ перед механическим: можно сразу закрепить много однотипных
деталей, расположенных на поверхности плиты; быстро закрепить крупную
деталь, которую при механическом способе крепления необходимо зажимать во
многих точках; можно обрабатывать деталь сразу со всех сторон, кроме
плоскости прилегания ее к поверхности плиты.
Для питания плиты применяют постоянный ток напряжением 24–220 В.
Питание переменным током невозможно из-за сильного размагничивающего и
нагревающего действия вихревых токов.
Электромагнитная плита (рисунок 1.9, а) состоит из стального корпуса 1,
в котором установлены сердечники электромагнитов 3, отделенных от него
немагнитными прослойками 4. При пропускании постоянного тока через
катушки электромагнитов 2 обрабатываемая деталь 5, перекрывающая оба
полюса электромагнита 3, замыкает магнитную цепь, показанную штриховой
линией, и притягивается к поверхности плиты. Немагнитные прослойки
изготавливают из сплава свинца и сурьмы, оловянных сплавов, бронзы и др.
Рисунок 1.9 – Электромагнитные закрепляющие устройства
Корпус стола 1 с неподвижными электромагнитами (рисунок 1.9, б)
вращается на валу 4 над неподвижными относительно станины станка
электромагнитами 3, расположенными по окружности. Когда через обмотку
электромагнита 2 протекает постоянный ток, магнитный поток замыкается
через обрабатываемую деталь 5, перекрывающую одну или несколько
немагнитных прослоек 6, обеспечивая ее притяжение.
Электромагнитный стол, кроме несквозных концентрических
немагнитных прослоек 6, имеет сквозные радиальные прослойки, разделяя
рабочую поверхность стола на секторы (на рисунок 1.7, б не показаны). Если
электромагниты 3 расположить не по всей окружности стола, то образуется
сектор, на котором детали не будут притягиваться и могут быть легко сняты со
стола. Вал 4 для исключения возможности замыкания через него магнитного
поля изготавливают из немагнитного материала.
Сила притяжения плиты зависит от материала, размеров и конфигурации
обрабатываемой детали, а также от ее конструкции. Удельная сила притяжения
современных плит колеблется в пределах 20 — 130 Н/см2
.
При регулировании частоты вращения двигателя изменяется развиваемый
им момент Mд, и отдаваемая мощность Nд, (рисунок 1.10). В диапазоне от
минимальной частоты n min до номинальной nн (зона I) крутящий момент Мд =
const, а мощность Nд изменяется (Nд = var). В диапазоне от nн до
максимальной частоты n max (зона II) регулирование происходит при Nд =
const и изменяющемся моменте Мд (Мд = var). В зоне III регулирование
возможно до n`max, но происходит дальнейшее снижение момента и и
мощности Nд.
Различают три способа регулирования: при Мд = const (зона I), при Nд =
const (зона II), двухзонное (зоны I и II). Работа в зоне III позволяет полнее
использовать возможности электропривода, так как в большинстве станков на
механизмах главного движения при максимальных частотах шпинделя во время
обработки происходит снижение требуемых момента и мощности привода
станка с ЧПУ.
Рисунок 1.10 – Графики изменения мощности привода станка с ЧПУ: 1 —
при регулировании двигателя постоянного тока; 2 — требуемой для
эффективного резания (среднестатистический)
Для увеличения диапазона частот, в котором мощность постоянная по
сравнению с диапазоном, обеспечиваемым регулируемым двигателем,
используются коробки передач ступенчатого регулирования.
1.3 Исследование общей характеристики и особенностей работы
приводов подач станка с ЧПУ модели 16К20Т1
В данной выпускной квалификационной работе исследуется станок с
ЧПУ модели 16К20Т1.
Класс точности — П, шероховатость обработанной поверхности до Ra 1,25
мкм.
Общий вид исследуемого токарного станка с ЧПУ модели 16К20Т1
приведен на рисунке 1.11.
Главное движение – вращение шпинделя – осуществляется от частотнорегулируемого асинхронного электродвигателя с диапазоном регулирования
постоянной мощности (N= 10квт) и частот вращения (1500 — 4500 об/мин).
Рисунок 1.11 – Общий вид исследуемого токарного станка с ЧПУ модели
16К20Т1
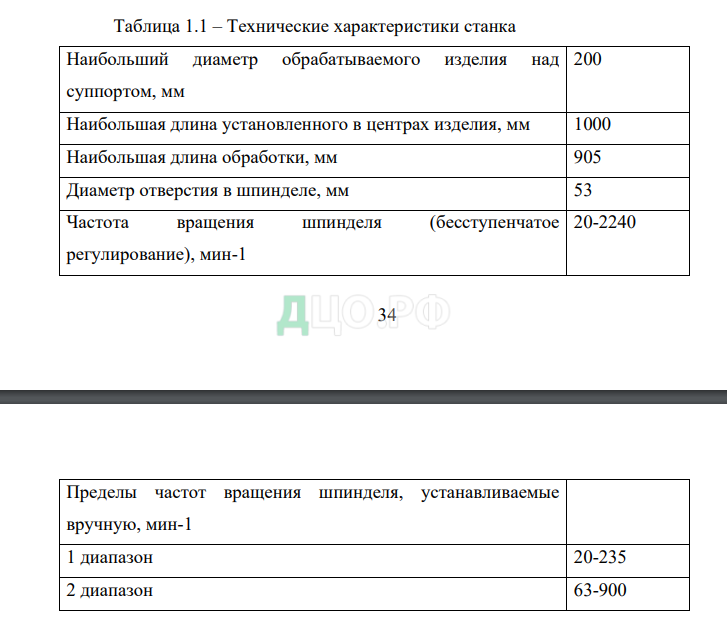
Технические характеристики токарного станка с ЧПУ модели 16К20Т1
приведены в таблице 1.1.
В конструкции станка предусмотрены опоры, для установки заднего
центра на направляющие. Опоры располагаются за шпинделем станка и имеют
6 отверстий с резьбой для винтовых соединений. Данная конструкция
используется для установки фрезерной части.
Конструкция состоит из несущего элемента, на котором должны быть
установлены стандартные направляющие качения нижней каретки. Она будет
перемещаться вдоль всей рабочей зоны станка с помощью винтовых передач и
электроприводов с редукторами. Нижняя каретка является основой для
поперечной направляющей, по которой будет перемещаться верхняя каретка
перпендикулярно оси заготовки. Привод ее движения осуществляется по
такому же принципу. На верхней каретке также должен располагаться
шпиндель, движение «вверх-вниз» которого обеспечивается посредством
червячного редуктора.
Каретки перемещаются по направляющим качения. Направляющие
качения – это узлы, предназначенные для перемещения инструмента, заготовки
и связанных с ними узлов по заданной траектории с требуемой точностью. В
настоящее время при конструировании и строительстве станков с ЧПУ
применяются несколько основных видов направляющих.
Несущий элемент должен обеспечивать жесткость всей конструкции и
необходимый диапазон перемещений исполнительного органа. Опорная
поверхность несущего элемента будет располагаться с наклоном к оси
шпинделя, что позволит расширить рабочее пространство и придать
конструкции необходимую жесткость.
Управление станком осуществляется посредством системы «Электроники
НЦ-31». Станок оснащен следящими электроприводами подач: источниками
движения являются двигатели постоянного тока; обратная связь выполнена на
базе датчиков фотоимпульсного типа.
Оперативное управление обеспечивает ввод и редактирование
управляющей программы с помощью клавиатуры пульта, а также возможность
передачи программы в кассету внешней памяти для хранения вне станка. На
УЧПУ «Электроника НЦ-31» программа визуализируется на лампах цифровой
индикации.
1.4 Обоснование необходимости модернизации электропривода
токарного станка с ЧПУ модели 16К20Т1 и формирование технических
требований к модернизации
Причины модернизации исследуемого станка:
– точностные характеристики станка не обеспечивают изготовление
продукции в соответствии с технической документацией;
– отказы в работе оборудования электропривода станка;
– износ механических узлов станка и стола, разъедание изоляции кабеля
питания у двигателя вращения шпинделя, работающего в условиях масляного
тумана.
В соответствии с требованиями технологического процесса и режима
работы плоско-шлифовального станка необходимо обеспечивать качественные
технические показатели работы оборудования, возможность технической
переналадки. В ходе модернизации электропривода станка необходимо
обеспечить следующие требования:
− широкий диапазон регулирования скорости движения;
− плавность и точность регулирования скорости требуемом диапазоне;
− получение качественных характеристик регулируемых координат;
− высокое быстродействие, устойчивость, стабильность при
регулировании, получение жестких механических характеристик;
− система управления электроприводом должна выполняться на типовой
унифицированной элементной базе, содержащей современной аналоговой и
дискретной элементы и устройства управления;
− снижение потерь электроэнергии в установившемся режиме и
переходных ремонтных режимах работы привода;
− повышение энергетических показателей работы электропривода;
− повышение эксплуатационной готовности электропривода;
− увеличение времени наработки до отказа, сокращение времени
обнаружения неисправностей за счет использования средств контроля и
диагностики.
Кроме этого, предполагается повысить качество и скорость шлифовки
после модернизации.
Исходя из вышеуказанных технических требований, в проекте
предусматривается разработка системы регулируемого электропривода с
частотным преобразователем, позволяющим обеспечить необходимые
качественные показатели. Вышеизложенные требования, предъявляемые в
системе управления в электроприводе, найдут своё отражение при
проектировании.
Основными технологическими требованиями являются обеспечение:
– самого широкого круга технологических режимов обработки с
использованием современного режущего инструмента;
– максимальной производительности;
– наибольшей точности обработки;
– высокой чистоты обрабатываемой поверхности;
– высокой степени повторяемости (стабильности) размеров деталей в
обрабатываемой партии.
Удовлетворение всем этим и другим требованиям зависит от
характеристик станка и режущего инструмента, мощности главного привода и
электромеханических свойств приводов подач и систем управления.
38
Расширение технологических возможностей и, в первую очередь,
многооперационных, а также освоение нового твердосплавного и
быстрорежущего инструмента обеспечили возможность проведения на одном
станке различных технологических операций: фрезерование, сверление,
растачивание и т.д. Это в свою очередь привело к усложнению приводов подач,
вследствие увеличения вращающегося момента на валу двигателя, расширения
диапазона рабочих подач и установочных перемещений, увеличения
быстродействия привода, как при управляющем воздействии, так и при
возмущении по нагрузке.
В последнее время конструкция станков претерпела существенные
изменения, вследствие значительного сокращения механической части привода
подач.
Исключение коробки передач привело не только к сокращению
механической части привода, но также к повышению коэффициента полезного
действия и снижению момента инерции электромеханического привода. В
связи с этим снизилась нагрузка на двигатель при холостых перемещениях и
возросла составляющая от резания в общей нагрузке приводов подач. В
большинстве современных станков средних размеров нагрузка на двигатель при
рабочих подачах без резания составляет не более 20 – 30 % от номинальной.
Скорость быстрых перемещений зависит от характеристик механической
части привода, дискретности управления, максимальной частоты вращения
приводного электрического двигателя, коэффициента усиления по скорости
следящего привода и максимального значения ошибки, запоминаемой системой
числового программного управления.
Таким образом, основные требования, предъявляемые к современным
станочным электроприводам следующие:
– минимальные габариты электрических двигателей при высоком
вращающем моменте;
– высокая максимальная скорость;
39
– значительная нагрузочная способность в режиме кратковременной и
повторной кратковременной нагрузке;
– широкий диапазон регулирования;
– высокая стабильность характеристик и, в первую очередь усилителей и
тахогенератора;
– высокое быстродействие при апериодическом характере переходных
процессов разгона и торможения;
– высокое быстродействие при наброске и сбросе нагрузки и при реверсе
под нагрузкой на самых малых частотах вращения;
– высокая равномерность движения при различной нагрузке на всех
скоростях, вплоть до самых малых;
– высокая надежность и ремонтопригодность;
– удобство конструктивной установки двигателя на станке и встройки
преобразователей в шкафы и ниши станков;
– малые габаритные размеры и расход активных материалов;
– небольшой расход дефицитных материалов;
– простота наладки, ремонта и эксплуатации;
– высокая унификация узлов отдельных элементов;
– высокая экономичность и малая стоимость.
Как видно из перечисленных требований совмещение всех их в одном
устройстве принципиально не возможно. Поэтому при проектировании и
применении станочных приводов в каждом конкретном случае удовлетворение
одним требованиям достигается в ущерб другим.
Основными недостатками привода являются: низкие динамические
показатели.
Основные свойства и технические характеристики оборудования,
прошедшего модернизацию, должны быть не ниже указанных в паспорте
плоскошлифовального станка и соответствовать требованиям:
– ГОСТ 273-90 Станки плоскошлифовальные с крестовым столом и
горизонтальным шпинделем. Основные размеры. Нормы точности;
– ГОСТ 13135-90 СТАНКИ ПЛОСКОШЛИФОВАЛЬНЫЕ С
ПРЯМОУГОЛЬНЫМ СТОЛОМ. Основные размеры. Нормы точности;
– ГОСТ 2789-73 ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ Параметры и
характеристики;
– ГОСТ 12.2.009-99 Станки металлообрабатывающие. Общие требования
безопасности;
– ГОСТ Р МЭК 60204-1-2007 Безопасность машин. Электрооборудование
машин и механизмов. Общие требования.
В данной работе в качестве направления модернизации электропривода
исследуемого станка предлагается рассмотреть вопрос автоматизированного
регулирования и применения частотно-регулируемого электропривода, что
значительно повышает эффективность технологических процессов,
увеличивает долговечность механического оборудования, а также позволяет
снизить расход электроэнергии на 40-60%. При использовании систем с
частотными преобразователями наблюдается увеличение эффективности
работы электродвигателей, что в свою очередь положительно сказывается на
уровне оптимизации технологических процессов.
В настоящее время к системам регулируемого электропривода
предъявляется множество различных требований. Однако основными являются:
высокий уровень точности позиционирования исполнительных механизмов, а
также плавность изменения оборотов вращения. Предъявляемым требованиям
соответствует большинство двигателей, которые работают от постоянного тока.
Однако они имеют ряд недостатков, которые связаны с необходимостью
постоянного технического обслуживания.
Один из способов регулирования скорости асинхронных двигателей,
который в настоящее время имеет широкое применение – преобразование
частоты.
Частотный преобразователь – современное высокотехнологичное
устройство с микропроцессорным управлением, множеством функций и
гибкими настройками [8].
Помимо опций и функционала, преобразователь частоты должен
соответствовать мощностным характеристикам управляемого привода.
В классической станочной системе без ПЧ электродвигатель работает на
максимальных оборотах, управление осуществляется с помощью реле или же
вручную.
В состав систем частотного преобразования входят микропроцессоры с
обратной связью. За счет применения таких микропроцессоров обеспечивается
плавная управление режимами работы оборудования.
Преимущества управления с преобразователем частоты:
− экономия электроэнергии (до 30–40%);
− продлен ресурс электродвигателя;
− снижен уровень шума.
Схемы, имеющие в своем составе частотные преобразователи,
характеризуются следующими недостатками:
− относительно высокая себестоимость;
− необходимость привлечение квалифицированного персонала для
установки, запуска и отладки такого оборудования.
Необходимость проведения комплекса мероприятий по модернизации
существующей системы объясняется следующим:
– наличие большого простоя оборудования вследствие его физического и
морального износа, что является причиной систематического выхода из строя;
– низкая скорость и эффективность управления технологическим
оборудованием, что негативно сказывается на общем уровне эффективности
производственных процессов;
– высокая степень зависимости качества выполняемой работы от уровня
квалификации и опыта исполнителя;
– оптимизация процессов выявления и устранения возникающих поломок
и неисправностей технологического оборудования;
– увеличение номенклатуры выпускаемой продукции;
– наращивание производственных мощностей;
– увеличение уровня безопасности производственных процессов и
технологических операций.
В эксплуатационный период выявлены следующие недостатки привода
подачи исследуемого станка:
– устаревшая элементная база;
– невысокий КПД преобразователя;
– потребность в постоянном техническом обслуживании;
– высокий уровень инерционности преобразователя;
– сниженная надёжность автоматики, которая реализована посредством
реле.
Коме того, следует отметить, что в настоящий момент привод
практически не пригоден для ремонта, т.к. оборудование привода сильно
морально и физически устарело.
Выводы
В ходе выполнения первой главы выпускной квалификационной работы
произведено исследование теоретических аспектов организации работы
электроприводов в станкостроении, особенностей организации систем
управления приводами станков. Произведен подробный анализ общей
характеристики и особенностей работы приводов подач станка с ЧПУ модели
16К20Т1. В данной работе в качестве направления модернизации
электропривода подач исследуемого станка предлагается рассмотреть вопрос
автоматизированного регулирования и применения частотно-регулируемого
электропривода, что значительно повышает эффективность технологических
процессов, увеличивает долговечность механического оборудования, а также
позволяет снизить расход электроэнергии на 40-60%. При использовании
систем с частотными преобразователями наблюдается увеличение
эффективности работы электродвигателей, что в свою очередь положительно
сказывается на уровне оптимизации технологических процессов.
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.