или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
Страницы 1 2
ГЛАВА 2 ПРАКТИЧЕСКАЯ ПРАКТИЧЕСКОЕ ОБОСНОВАНИЕ ОБРАБОТКИ ДЕТАЛИ «ШЕСТЕРНЯ» С ПРИМЕНЕНИЕМ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
2.1 Разработка инновационного технологического маршрута
Прежде чем решать вопрос о выборе баз и другие вопросы проектирования технологического маршрута, пронумеруем поверхности детали (смотреть рисунок 3).
Согласно принятой нумерации, конструкторскими базами являются поверхности: 10 и 13. Эти поверхности необходимо использовать в качестве технологических установочных баз на всех этапах обработки. В качестве “чистовой” базы используется поверхность 4, 5 как наиболее удобные для этой цели (они имеют достаточную протяженность и относительно этих поверхностей на первых операциях обрабатываются поверхности, используемые на дальнейших операциях как технологические базы) [22, с.106].
Исходными базами можно назначить торцевые поверхности 5,13,11, однако более правильное определение их возможно после установления комплекса обрабатываемых поверхностей и простановки операционных размеров.
Таблица 7
Исходные и расчетные данные
| N пов-ти дет. | Тзаг мм | Тдет мм | en | n мех. обр. | n общ. | Примечание |
| 1 | 0,5 | 0,3 | 1,66 | 2 | 4 | 1.Черновое точение. 2. Чистовое точение 3. Термообработка 4. Контроль. |
| 2 | 0,8 | 0,0015 | 533,33 | 3 | 5 | 1.Черновое точение. 2. Чистовое точение 3. Термообработка 4. Шлифование 5. Контроль. |
| 3 | — | 0,1 | — | 3 | 5 | 1.Черновое точение. 2. Чистовое точение 3. Термообработка 4. Шлифование 5. Контроль. |
| 4 | 0,8 | 0,52 | 1,53 | 1 | 3 | 1.Черновое точение. 2. Термообработка 3. Контроль. |
| 5 | 0,25 | 0,1 | 2,5 | 2 | 4 | 1.Черновое точение. 2. Чистовое точение 3. Термообработка 4. Контроль. |
| 6 | 0,9 | 0,14 | 6,42 | 1 | 5 | 1.Черновое точение. 2. Термообработка 3. ТВЧ HRC 58. 4. Цементация. 5. Контроль. |
| 7 | 0,3 | 0,1 | 3 | 1 | 3 | 1. Чистовое точение. 2. Термообработка 3. Контроль |
| 8 | — | 0,52 | — | 1 | 3 | 1.Чистовое точение. 2. Термообработка 3. Контроль. |
| 9 | — | 0,1 | — | 1 | 3 | 1. Чистовое точение 2. Термообработка 3. Контроль. |
| 10 | 0,8 | 0,52 | 1,53 | 1 | 3 | 4. Чистовое точение 5. Термообработка 6. Контроль. |
| 11 | — | 0,1 | — | 3 | 5 | 1.Черновое точение. 2. Чистовое точение 3. Термообработка 4. Шлифование 5. Контроль. |
| 12 | — | 0,0065 | — | 2 | 4 | 1.Чистовое точение. 2. Термообработка 3. Шлифование 4. Контроль. |
| 13 | 0,5 | 0,3 | 1,66 | 1 | 3 | 1.Чистовое точение. 2. Термообработка 3. Контроль. |
| 14 | — | 0,25 | — | 1 | 3 | 1.Чистовое точение 2.Термообработка 3.Контроль. |
| 15 | — | 0,52 | — | 1 | 3 | 1.Чистовое точение 2.Термообработка 3.Контроль. |
| 16 | — | 0,52 | — | 1 | 3 | 1.Черновое точение. 2. Термообработка 3. Контроль. |
| 17 | — | 0,6 | — | 2 | 6 | 1.Зубофрезерование. 2. Термообработка 3. ТВЧ HRC 58. 4. Цементация. 5. Зубошлифование 6. Контроль. |
| 18 | — | 0,15 | — | 1 | 3 | 1.Термообработка 2. Протягивание. 3. Контроль. |
Таким образом, существующая технология обеспечивает достаточное число ступеней обработки для каждой поверхности, что позволяет выдержать все требования по точности и шероховатости поверхностей детали, заложенные в чертеже.
На данном этапе необходимо разработать общий план обработки заготовки по операциям, выбрать модель оборудования, вид и тип технологической оснастки, а также вид режущего инструмента и материал режущей части инструмента.
При разработке технологического процесса механической обработки заготовки необходимо правильно выбрать приспособления, которые должны способствовать повышению производительности труда, точности обработки, улучшению условий труда, ликвидации предварительной разметки заготовок и выверки их при установке на станке.
Применение станочных приспособлений и вспомогательных инструментов при обработке заготовок дает ряд преимуществ:
- повышает качество и точность обработки деталей;
- сокращает трудоемкость обработки заготовок за счет резкого уменьшения времени, затрачиваемого на установку, выверку и закрепление;
- расширяет технологические возможности станка;
- создает возможность одновременной обработки нескольких заготовок, закрепленных в общем приспособлении [13, с.56].
Выбор режущего инструмента, его конструкции и размеров в значительной мере предопределяется методами обработки, свойствами обрабатываемого материала, требуемой точностью обработки и качеством обрабатываемой поверхности заготовки.
При выборе режущего инструмента необходимо учитывать оборудование, на котором производится обработка, точность и качество поверхностей, которые необходимо получить. Правильный выбор режущей части инструмента имеет большое значение для повышения производительности и снижения себестоимости обработки [26].
При выборе средств контроля будем, используя рекомендации и руководствоваться следующими правилами:
- Точность измерительных инструментов и приспособлений должна быть существенно выше точности измеряемого размера, однако оправданное повышение точности ведет к резкому удорожанию.
- Следует отдавать предпочтение стандартным и нормализованным средствам контроля.
Маршрутная карта представлена в таблице 8.
Таблица 8
Маршрутная карта изготовления детали «Шестерня»
| Цех | N оп. | Наименование операции | Оборудование | Примечание | |
| наименование | модель | ||||
| Кузнечный | 0 | Штамповочная | ГКМ | — | Получить заготовку |
| Механический | 05 | Токарная с ЧПУ | Токарный станок с ЧПУ | 1715С | Черновая обработка с первой стороны. |
| Механический | 10 | Токарная с ЧПУ | Токарный станок с ЧПУ | 1715С | Чистовая обработка со второй стороны. |
| Механический | 15 | Токарная с ЧПУ | Токарный станок с ЧПУ | 1715С | Чистовая обработка с первой стороны. |
| Механический | 20 | Контрольная | Контрольный стол | Контроль исполнительных размеров | |
| Механический | 25 | Токарная с ЧПУ | Токарный станок с ЧПУ | 1715С | Фрезерование зубьев |
| Термический | 30 | Термическая | печь | HRC 31…40 | |
| Термический | 35 | Термическая | ТВЧ | HRC 58-62 | |
| Термический | 40 | Термическая | Цементация | ||
| Механический | 45 | Протяжная | Протяжной станок | 7512 | Протянуть шлицы |
| Механический | 50 | Зубо-шлифовальная | Зубо-шлифовальный станок | 5831 | Шлифование зубьев |
| Механический | 55 | Слесарная | верстак | Притупить острые кромки | |
| Механический | 60 | Кругло-шлифовальная | Кругло-шлифовальный станок | 3М151 | Шлифование диаметра |
| Механический | 70 | Контрольная | — | — | Окончательный контроль |
| Сборочный | 75 | Упаковка | |||
2.2 Система автоматизации технологических процессов
Важнейшим средством дальнейшего повышения производительности труда в машиностроении является комплексная механизация и автоматизация производственных процессов [24]. Автоматизация крупносерийного и массового производства обеспечивается применением традиционных станков – автоматов и автоматических линий. Для мелкосерийного производства такие средства автоматизации не подходят. Здесь необходимо принципиально новые средства, сочетающие в себе производительность и точность станков – автоматов с гибкостью универсального оборудования. Эта проблема технологически решается путем применения станков с числовым программным управлением. Программа обработки детали на таких станках записывается в числовой форме на программоноситель и реализуется с помощью системы числового программного управления станком. При этом точность задания размеров зависит не от свойств программоносителя, а только от разрешающей способности системы ЧПУ и станка.
Наряду с хорошими преимуществами станки с ЧПУ стоят дорого, и подготовка числовой программы требует значительных средств и времени. Поэтому рентабельность применения этих станков зависит от многих факторов:
- обоснованного выбора модели станка;
- рациональный отбор номенклатуры деталей, подлежащих обработки на станке (сложность детали);
- проектирование рациональных технологических процессов обработки деталей;
- разработка управляющих программ производительными и экономичными методами;
- правильной организации обслуживания станков с ЧПУ.
2.3 Разработка управляющей программы
Разработка управляющей программы требует специальных навыков. Предназначение Управляющая программа обеспечивает контроль над станками на числовом программном управлении. без необходимости постоянного слежения. Она представляет собой комплекс команд, которые подаются рабочему оборудованию.
При помощи команд: перемещаются инструменты; перемещаются заготовки; контролируется скорость обработки. Написание программы осуществляется под конкретные заготовки. Для ее создания необходимо установить на компьютер специальную программу. Наличие подобного софта позволит создать методики контроля самостоятельно при наличии базовых навыков.
Основной составляющей управляющих программ является G-код. Он состоит из числовых символов. Символы числовой системы могут быть различными командами.
Фрагмент программы:
R690=300
R691=500
; Machine: 1715С: SINUMERIK 840D 3-axis (C)
; PROGRAMS TIME: 01:10:16.702
G00 G90
T=12
TC(1)
MSG («12»)
G54
D1
G97 M4=4 S4=3000 M108 F.2
G18
G0 Z3.914
X52.355
G95 G1 X52.526 Z2.5 F0.2
Z-43,7
X52.489
X25.317 Z-30.361
G0 Z0
Х20,5
G1 X20.564 Z-28,212
M4=5 M109
D0
L710(1)
M01
; OPERATION TIME: 00:00:18.24
2.4 Принцип работы приспособления
Патрон 3х кулачковый самоцентрирующий клиновой в отличие от патронов с рычажным зажимом сближения кулачков производиться затягиванием гильзы 1, соединенной через болт 2, с пневматическим приводом, имеющей наклонные пазы, связанные с клиновыми выступами кулачков 3. При угле наклона пазов 15° усилие зажима по сравнению с осевым (для каждого кулачка) возрастает в 3-4 раза. Фиксатор 4 удерживает гильзу относительно корпуса. Для смены кулачков необходимо повернуть гильзу так, чтобы выступы клиньев вышли из зацепления с гильзой [13, с.89].
К патронам для токарных станков с ЧПУ предъявляются следующие требования:
- Высокая точность и жесткость, обеспечивающая возможность использования полной мощности станка при черновой обработке;
- быстродействие зажима-разжима заготовки;
- быстрая переналадка на требуемый диаметр;
- быстрая замена каленых кулачков сырыми;
- снижение или даже исключение влияния центробежных сил на уменьшение силы зажима при высоких частотах вращения шпинделя;
- наличие достаточно большого отверстия для возможности обработки прутковых заготовок;
- широкая универсальность, обеспечивающая установку заготовок различных форм и размеров;
- Быстрая переналадка с патронных на центровые работы.
2.4.1 Расчет приспособления на точность
Определим необходимую точность приспособления для размера Ø16,5+0,15мм.
- Погрешность базирования Wб=0.
- Погрешность закрепления Wз=0.
- Погрешность установки фактическая Wу=0.
- Суммарная погрешность обработки Wтс = 0,015 мм [10,с.8].
Wc = Wy + KWтс, (8)
Wc = 0+0,7·0,015=0,0105 мм.
- Погрешность собранного приспособления:
Тс=Wпр-(Епр+Ез+Еп), (12)
где Еуп – погрешность установки приспособления = 0
Ез = 0, т.к. установки заготовки производится без зазоров
Еп = 0, т.к. отсутствуют направляющие элементы режущего инструмента.
Тс = 0,083 мм.
2.4.2 Силовой расчет приспособления
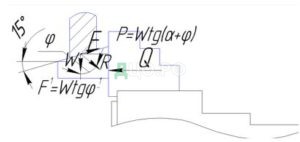
Рисунок 6 — Схема силового зажима
Рисунок 7 — Схема зажима кулачков
Рисунок 8 — Диаграмма определения погребной силы зажима для трехкулачковых патронов
Определяем усилие зажима пневмоцилиндра при силе резания Pz = 2968,9 Н, давление сжатого воздуха р = 0,4 мПа.
Определим коэффициент запаса для самоцентрирующегося трехкулачкового патрона с пневматическим приводом зажима:
Kзап= K0 ·K1 ·K2 ·K3 ·K4 ·K5 ·K6, (17)
где К0 – гарантированный коэффициент запаса надежности, К0 = 1,5
К1 – коэффициент, учитывающий увеличение сил резания, К1 = 1
К2 – коэффициент учитывающий затупление режущего инструмента,К2 = 1,2
К3 – коэффициент, учитывающий увеличение силы резания при прерывистом резании, К3 =1,2
К4 – учитывает постоянство зажимного усилия,К4 = 1
К5 – коэффициент характеризует эргономику ручных ЗМ, К5 = 1
К6 = 1, учитывает только при наличии моментов.
Kзап= 1,5·1·1,2·1,2·1·1·1= 2,16
Принимаем Кз = 2,5
Необходимая сила зажима заготовки:
Qпр = Qз·Кi·Q·η’, (18)
Qпр = 2968,9 · 2,5 · 2,13 · 1,43 = 22607,43 Н
Стандартный двух сторонний пневмоцилиндр D = 320 мм
Действительная сила зажима пневмоцилиндра:
Qn = 0.785 ·D ·ρ·η, (20)
Qn = 0,785 · 3202 · 0,85 · 0,4 = 27330.56 Н
2.5 Выбор и проектирование режущего инструмента
Количество и вид режущего инструмента определяется по технологическому маршруту.
В качестве режущего инструмента применяются резцы с механическим креплением твердосплавных пластин. Фрезы и сверла с напайными твердосплавными пластинами. Это позволяет производить обработку с оптимальными режимами резания [26].
Для изготовления лезвийных инструментов в настоящее время используют инструментальные стали, твердые сплавы, минералокерамику и поликристаллические сверхтвердые синтетические материалы на основе нитрида бора (эльбора) и синтетического алмаза.
Рациональной областью применения инструментов из твердых сплавов группы ТК является обработка углеродистых и легированных сталей.
В нашем случае обрабатывается углеродистая конструкционная сталь 45 Целесообразно применить марку твердого сплава Т5К10, Т15К6.
Итак, необходим следующий режущий инструмент [21].
- Резец токарный проходной фирмы «ISKAR» PWLNR 2020K-08 с механическим креплением твердосплавных пластин. Пластины для черновой обработки – TNNG 120408-FFG IC520N; чистовая пластина TNNG 120404-FFG IC520N.
- Резец расточной фирмы «ISKAR» S20SPQLNR-09 с механическим креплением твердосплавных пластин. Пластина CNMG 120408T IN25.
- Шлифовальный круг ПП 300х85х76-22А 33П СМ1 7К 35 м/с 1кл. ГОСТ 2424.
2.5.1 Расчет проходного резца с механическим креплением пластины
- Условия обработки :
- Материал режущей части – Т15К6.
- Материал корпуса – Сталь 40Х.
Выбираем трехгранную пластину по TNNG 120408-FFG IC520N. Основные размеры: l = 12,5 мм; d = 9,52 мм; S = 3,18 мм; r = 0,8 мм [26].
Рисунок 9 – Пластина TNNG 120408-FFG IC520N
Основные параметры резца: h´b = 20х20 мм; l1 = 150 мм; h1 = 20 мм;
l1 =205 мм; f = 28 мм.
- Геометрические параметры резца
- Главный передний угол γ = 6°;
- главный задний угол α = 3°;
- главный угол в плане φ = 93°;
- радиус вершины лезвия r = 0,8 мм.
- Глубина резания t = 3 мм (черновое точение).
- Подача S = 0,3 мм/об [26].
- Скорость резания V=350м/мин.
Сp = 300; x = 1,0; y = 0,75; n = -0,15; Kp = 1 [7, с.227].
Мощность станка по паспорту 15 кВт.
Следовательно, выбранные режимы резания удовлетворяют паспортным данным станка.
Резец обладает достаточными прочностью и жесткостью в случае, когда:
Pz ≤ Pz доп; Pz ≤ Pz жест. (30)
1471,4 > 26666,7 < 99999,8 Н – условие выполняется.
Конструкция проходного правого резца с механическим креплением твердосплавных пластин представлена на рисунке 10.
Рисунок 10 – Резец проходной с механическим креплением пластин
2.6 Описание конструкции средств контроля
Штангенциркуль, принадлежит к категории измерительных принадлежностей, который служит для измерения деталей, и получения при этом точных данных об их размерах. Прибор конструктивно напоминает две линейки, которые наложены друг на друга. В действительности так и есть, чтобы получить точные данные о размерах измеряемых деталей, понадобится воспользоваться двумя шкалами, которые есть на устройствах [29].
Измерительный прибор предназначен для снятия замеров разных деталей, получая данные о размерах до десятых и сотых долей миллиметров. Высокоточные штангенциркули позволяют вычислить данные до тысячных долей миллиметров, что порой играет главную роль.
Штангенциркуль — прибор для измерения линейных размеров контактным методом (рисунок 11).
Свое название инструмент получил от слова штанга, так как конструктивно представляет собой линейку с перемещающейся по ней штангой со шкалой. Рассмотрим подробно, из каких конструктивных элементов состоит штангенциркуль, чтобы разобраться в итоге, как надо правильно им пользоваться. К главным конструктивным элементам прибора относятся [29]:
- Неподвижная планка со шкалой в миллиметрах. Неподвижная штанга имеет два вида губок для замеров внутренних и внешних размеров деталей.
- Подвижная планка с нониусной шкалой. В ее конструкции имеется вторая пара губок для снятия замеров с заготовок. На подвижной штанге может быть нанесена как одна шкала нониуса, так и две. Одна шкала, которая обычно расположена снизу, позволяет вычислить размеры до сотых долей миллиметров, а вторая сверху — для измерения тысячных долей миллиметров.
- Фиксатор или зажим — шпиндель, которым блокируется смещение подвижной рамки. Это удобно тогда, когда губки приложены к детали, и надо произвести вычисление значений.
- Глубиномер — выдвижная тонкая планка, дающая возможность вычислять глубину пазов и канавок на заготовках.
Рисунок 11 – Штангенциркуль
Чтобы получить точные данные о проводимых измерениях, потребуется сначала проверить инструмент на точность и исправность. Для проверки точности используются специальные эталонные образцы, но, чтобы узнать точность прибора с их помощью, надо уметь считать по шкале штангенциркуля. Перед использованием измерителя немаловажно убедиться в его исправности, что позволит снять результаты с низкой погрешностью. Для этого надо произвести визуальный осмотр губок и шкал инструмента. Наличие дефектов на губках недопустимо, так как это приведет к тому, что инструмент будет показывать неточные результаты [29].
Чтобы произвести применение инструмента правильно, необходимо соблюдать такую последовательность действий:
- Достать инструмент из специальной шкатулки, в которой следует хранить его. Такими кейсами комплектуется большинство штангенциркулей.
- Свести губки инструмента, а затем посмотреть на наличие просвета между ними. Этот просвет должен быть минимальным, что говорит об исправности устройства.
- При сведенных губках надо посмотреть на шкалу. Первая риска на подвижной рамке должна точно совпасть с нулевой отметкой на неподвижной рамке.
- При несовпадении этих отметок, говорить о точности конечных данных не приходится. При этом можно считать, что прибор неисправен, и требует замены или ремонта.
- Обычно если риски на шкалах не совпадают, то причиной того является заклинивание зажима или налипание загрязнений на губках. Проверяется и очищается поверхность губок, а также ослабляется крепление зажима.
- Удалить загрязнения со шкалы прибора, так как они будут помехой при считывании результатов.
Как только выяснилось, что прибор готов к применению, можно приступать к его эксплуатации. В зависимости от того, что необходимо измерить, используются соответствующие элементы инструмента [29]:
- Наружные губки для замеров внутреннего диаметра детали
- Внутренние — для измерения внешнего размера детали
- Щуп глубиномер — для определения глубины паза или канавки
Во избежание травматизма необходимо:
- осторожно обращаться с острыми разметочными губками;
- не допускать измерений размеров на ходу станка, при движении режущего инструмента и при вращении измеряемой детали.
2.7 Расчет режимов резания и норм времени
При обработке на станках с ЧПУ подготовительно-заключительное время включает в себя: время на получение наряда, чертежа, технологической документации на рабочем месте в начале работы и на сдачу в конце смены. На ознакомление с документами и осмотр заготовки затрачивается — 4 мин; на инструктаж мастера — 2 мин; на установку рабочих органов станка по двум координатам в нулевое положение — 4 мин. В соответствии с руководящим материалом «Оргстанкинпрома» принята единая норма для всех станков с ЧПУ — 14 мин.
В связи с отсутствием расчета режимов резания в базовом технологическом процессе, производим расчет режимов резания измененных операций, которые представлены в приложении А.
Данные расчеты по нормам времени сводим в таблицу 9.
Таблица 9
Содержание технологического процесса изготовления детали «Шестерня»
| № п/п | Наименование операции | Модель | Норма времени, (мин) | ||
| Тм | Тв | Тшт. | |||
| 005 | Токарная с ЧПУ | Токарный обрабатывающий центр 1715С | 1,056 | 1,53 | 4,41 |
| 010 | Токарная с ЧПУ | Токарный обрабатывающий центр 1715С | 7,68 | 1,53 | 10,11 |
| 015 | Токарная с ЧПУ | Токарный обрабатывающий центр 1715С | 0,17 | 1,53 | 3,25 |
| 025 | Токарная с ЧПУ | Токарный обрабатывающий центр 1715С | 4,506 | 1,53 | 7,08 |
| 045 | Протяжная | 7Б55 | 2,02 | 1,53 | 4,814 |
| 050 | Зубошлифовальная | 5843 | 9,62 | 1,53 | 10,69 |
| 060 | Шлифовальная | Станок 3М150 | 2,125 | 1,53 | 4,019 |
2.8 Бережливое производство, производственная санитария и техника безопасности на проектируемом участке
Деятельность любого промышленного предприятия не может быть безотходной и приводит к загрязнению атмосферного воздуха, водоемов и почвы. Источниками загрязнения атмосферного воздуха является оборудование промышленных предприятий. Источником загрязнения водоемов являются производственные, бытовые и дождевые сточные воды. Источником загрязнения почвы являются отходы пяти классов опасности, образующиеся в результате производства и потребления, а также проливы нефтепродуктов, растворителей, красок, растворов гальванических производств и т.д.
В процессе изготовления детали типа «Шестерня» возникают следующие отходы:
- стружка и СОЖ.
А также возникают следующие вторичные отходы:
- отработанное масло, опилки, ветошь;
- отработанный инструмент (сверла, развертки, зенкера, фрезы и т.д.),
- СОЖ, загрязненная маслом и стружкой.
Образующиеся в процессе производства отходы направляются в места сбора и временного хранения, откуда, по мере накопления, вывозятся для захоронения или переработки на полигоны и предприятия соответствующего профиля.
Правильное использование и хранение отходов в значительной степени предотвращает загрязнение окружающей среды. Именно поэтому к хранению и переработке отходов надо подходить очень ответственно и проводить мероприятия по предупреждению незапланированного загрязнения окружающей среды (проверка предприятий, проводящих переработку или захоронения отходов; а, также, места временного хранения отходов на предприятии-производителе продукции) [32].
Обработку твердых отходов целесообразно проводить в местах образования отходов, что сокращает затраты на погрузочные – разгрузочные работы, снижает безвозвратные потери при их перевозке и транспортировке и высвобождает транспортные средства.
Эффективность использования лома и отходов металлов зависит от их качества. Загрязнение и засорение отходов приводит к большим потерям при переработке, поэтому сбор, хранение и сдача их регламентируются специальными стандартами. Основные операции первичной обработки метало — отходов – сортировка, разделка и механическая обработка.
Электробезопасность:
Помещение участка по электробезопасности относится к первому классу (без повышенной опасности) с нормальной температурой 20° и токонепроводящими полами.
Электропитание оборудования цеха обеспечивается от трехфазной сети переменного тока промышленной частоты и напряжением 380/ 220 ± 10/15В.
Основные причины несчастных случаев от воздействия электрического тока следующие:
- повышение напряжения на металлических частях электрооборудования (корпусах, кожухах и т.п.) в результате повреждения изоляции или замыкания на корпус;
- случайное прикосновение с токоведущим частям, находящимся под напряжением;
- попадание под напряжение во время проведения ремонтных работ на отключенном оборудовании из-за ошибочного его включения.
Основными мерами защиты от поражения током являются:
- обеспечение, по мере возможности, конструктивных характеристик станка недоступности к токоведущим частям, находящихся под напряжением;
- применением двойной изоляции, состоящей из рабочей и дополнительной части для проводки на открытых местах;
- оснащением каждого рабочего места деревянной подставкой или резиновым ковриком от поражения электрическим током;
- для снижения вероятности поражения при коротком замыкании станки должны быть обеспечены заземлением, подсоединенным к общему контуру общецехового заземления;
- применением слаботочных электроустановок для освещения;
- своевременным оповещением при ремонтных работах с помощью специальных предупреждающих табличек;
- проверкой, не реже одного раза в месяц контура общего заземления;
- обучением и проверкой знаний электробезопасности обслуживающего персонала.
Пожарная безопасность
Проектируемый цех по степени пожарной безопасности относится к категории Д – производство, связанное с обработкой негорючих веществ и материалов в холодном состоянии. По степени огнестойкости данный цех относится к II степени, так как его конструкции выполнены из несгораемого материала – каркасного железобетона [12, с.15].
Для зданий II степени огнестойкости необходимо, чтобы предел огнестойкости несущих элементов здания соответствовал R 45, межэтажных перекрытий REI 45, внутренние стены REI 90 [СНиП 21-01-97]. R – несущая способность; E – теплоизолирующая способность; I – способность распространения огня.
Пожары на участках машиностроительных заводов представляют большую опасность для работающих и могут причинить огромный материальный ущерб.
Анализ причин возникновения пожаров в машиностроительных заводов показывает, что наиболее распространенными являются:
- нарушение технологического режима –33%;
- неисправность электрооборудования –16%;
- плохая подготовка оборудования к ремонту-13%;
- самовозгорание промасленной ветоши и других материалов, склонных к самовозгоранию –10%;
- несоблюдение графика планового ремонта и коррозии оборудования-8%
Мероприятиями по снижению причин возникновения пожара при неисправности электрооборудования являются своевременные профилактические осмотры и ремонт токоподводящих элементов [32]. Такие же мероприятия проводятся для снижения возможности возникновения пожара из-за неисправности и неправильной эксплуатации оборудования.
Мероприятия режимного характера включают в себя – запрещение курения в не установленных местах. Для этого выделены специальные помещения, оснащенные контейнерами с песком.
Для предупреждения возгорания промасленной ветоши, которая появляется вследствие работ, производимых со смазкой, предусматривается складирование ветоши в специальных местах и затем своевременно вывозится за пределы предприятия.
Наиболее допустимое расстояние до выхода 50м. Широкие проходы 6м, и проезды обеспечивают возможность быстрой эвакуации в случае пожара.
В цехе установлен пожарный щит, окрашенный в красный цвет со следующим набором пожарного оборудования: стволы- 2 шт., топоры- 2 шт., ломы-2 шт., ведра-2 шт., прокладки из кошмы-3 шт.
Рядом со щитом ставится бочка с водой или ящик с песком. Кроме того, около оборудования у наиболее опасных в пожарном отношении мест в цехе должно быть установлено 10 огнетушителей ОУ-8 и ОХП-10, из расчета один огнетушитель на 100 м2 производственной площади.
При проектировании цеха несущие конструкции здания, колонны выполнены из сборного железобетона. Пол из листового железа. На случай пожара в производственных помещениях предусмотрена возможность эвакуации людей через эвакуационные выходы (двери, проходы) ведущие наружу.
Участок приготовления СОЖ располагается у наружной стены цеха и огораживается кирпичной кладкой. Непосредственно на участке установлены огнетушители ОХП-10.
Бережливое производство:
Автоматизация технологической подготовки «бережливого производства» основывается на использовании системы IDEF0, методологии SADT (Structured Analysis Design Technique), построении функциональных моделей АСТПП (автоматизированной системы технологической подготовки производства) и разработке функциональных и информационных моделей технологической подготовки бережливого производства» по каждой функции, задаче и процедуре управления (рис. 12).
Блок-схема функций представляет собой модель, состоящую из блоков и связей между ними. Каждую из функций системы технологической подготовки производства можно представить в виде комплекса решаемых задач. К каждой блок-схеме задач в рассматриваемом случае разработаны спецификации и ведомости технологического документооборота [25].
Для автоматизации решения названных задач могут быть использованы различные методы. В данной статье основным курсом действий было использование средств искусственного интеллекта для создания «интеллектуальной» АСТПП. Рассмотрим более подробно методы автоматизации решения задач с использованием средств искусственного интеллекта.
Методы автоматизации решения задач в АСТПП бережливого производства
В любой АСТПП принято разрабатывать два типа маршрутов:
- расцеховки, которые оформляют в виде ведомостей технологических маршрутов движения изделий по цехам и службам предприятий,
- маршрутные карты технологических процессов, которые определяют последовательность движения изделий в процессе обработки или сборки по технологическим операциям (рабочим местам).
В первом случае траектория, которую описывает продукт (заготовка, деталь, сборочная единица) формирует поток создания ценности (в системах Lean Production такую траекторию называют диаграммой «спагетти» — spaghetti chart). На диаграммах данного типа изображают технологический маршрут, который проходит изделие на всех стадиях производства. Анализ диаграмм показывает, что любая деятельность может быть трансформирована в поток [25].
Решение рассматриваемой проблемы по упорядочиванию транспортно-технологических потоков (схем) в системах Lean Production относится к классу транспортных задач. Для оптимального решения классической транспортной задачи выделяют два типа критериев: критерий стоимости (достижение минимума затрат на перевозку) или расстояний и критерий времени (затрачивается минимум времени на перевозку), которые используют, например, в приложении к методам линейного программирования или генетических алгоритмов для поиска оптимального решения.
Оптимизация решения транспортных задач ведет к изменению производственной структуры предприятия, изменению форм специализации его цехов и производственных участков, изменению схем грузопотоков, величин грузооборотов и связанных с ними транспортно-технологических схем переработки тарно-штучных грузов. Все эти преобразования транспортно-технологических схем имеют следствием изменение генерального плана предприятия, компоновочных схем его производственных корпусов, цехов и производственных участков и другие изменения в производственной и организационной структуре [25].
Более подробному решению задач об определении оптимальных маршрутов в системе бережливого производства служит оптимизация технологических маршрутов на уровне разработки маршрутных карт технологических процессов изготовления каждой детали изделия.
Для оптимизации могут применяться только рекуррентные сети из-за наличия у них обратных связей, которые необходимы для обеспечения циклического функционирования нейронной сети во времени. Нейронная сеть Элмана — один из видов рекуррентной сети, которая получается из многослойного персептрона введением обратных связей, только связи идут не от выхода сети, как, к примеру, у искусственной нейронной сети Хопфилда [25], а от выходов внутренних нейронов. Это позволяет учесть предысторию наблюдаемых процессов и накопить информацию для выработки правильной стратегии управления изменением технологических процессов.
Предлагаемый метод отличается от метода, рассматриваемого в приложении к использованию искусственных нейронных сетей Хопфилда тем, что в данном случае оптимизация осуществляется в целях разработки фондосберегающих технологических процессов по четырем критериям: минимумов капиталовложений в оборудование и площадей под оборудование и максимумов коэффициентов сменности и загрузки оборудования [25].
Рисунок 12 — Функциональная модель АСТПП бережливого производства
Задачи главных специалистов (главного технолога, главного металлурга, главного сварщика) при внедрении системы бережливого производства в рамках функции «разработка комплекта проектных технологической документации ресурсосберегающих технологических процессов» (рис. 12) заключаются не только в оптимизации технологических процессов, но также предусматривают:
- разработку и внедрение ресурсосберегающих технологических процессов (трудосберегающих, материалосберегающих, фондосберегающих, энергосберегающих);
- разработку унифицированных технологических процессов (типовых, групповых, стандартных);
- обеспечение ресурсосбережения при разработке и внедрении перспективных и директивных технологических процессов;
- обеспечение внедрения быстропереналаживаемых средств технологического оснащения;
- разработку технологических процессов переработки отходов, в том числе изготовления из отходов изделий подсобного производства, возврата отработанной технической воды, регенерации СОЖ и т. д.;
- внедрение прогрессивных материальных норм и нормативов (расхода материалов, запасов оснастки, стойкости инструментов);
- внедрение технически обоснованных норм времени, в том числе экспериментально-аналитических, полученных по результатам фотографии рабочего дня и хронометража.
Главными задачами реорганизации производственных подразделений предприятия, реализующего концепцию бережливого производства в данном случае, также как и в предыдущем, является фондосбережение, трудосбережение, материалосбережение и энергосбережение, но на основе решения следующих задач [25]:
- оптимизации генерального плана предприятия;
- разработки рациональных транспортно-технологических схем;
- высвобождения из основного производства старых корпусов и рациональное использование неамортизированных зданий;
- реконструкция и техническое перевооружение цехов на основе реализации принципов Lean Production;
- внедрение основных форм организации Lean Production (поточного производства, групповых поточных линий, гибких производственных систем и роботизированного производства, участков интегрированного производства, участков группового производства с «цепным расположением оборудования»);
- высвобождение из производственного процесса физически изношенного и морально-устаревшего оборудования;
- сокращения удельной площади под оборудование и т. д.
2.9 Основные технико-экономические показатели участка
Анализ производственно-финансового состояния дает возможность своевременно устранить недостатки и выявить резервы в производственной и финансовой деятельности предприятия (внутренний анализ), а также определить, в какой степени гарантированы его экономические интересы при взаимоотношениях с другими субъектами хозяйствования (внешний анализ).
Технико-экономические показатели представлены в таблице 11.
Таблица 11
Технико-экономические показатели деятельности участка
| № п/п | Показатели | Единицы измерения | Количество |
| А. Абсолютные показатели | |||
| 1 | Приведённая годовая программа | шт. | 1200 |
| 2 | Сумма прибыли | руб. | 1024680 |
| 3 | Действительный годовой фонд | час | 1874,35 |
| 4 | Стоимость основных фондов | руб. | 9420000 |
| 5 | Производственное оборудование | шт. | 4 |
| 6 | Общая площадь участка | м2 | 323 |
| 7 | Количество работающих на участке | чел | 8 |
| 8 | Количество основных рабочих | чел | 4 |
| 9 | Общий фонд зарплаты работающих | руб. | 2839449,6 |
| 10 | Себестоимость годового выпуска деталей | руб. | 51236520 |
| 11 | Себестоимость одной детали | руб. | 4269,6 |
| 12 | Потребность участка в основных материалах | руб. | 76029,6 |
| 13 | Стоимость отходов | руб. | 3204 |
| Б. Относительные показатели | |||
| 14 | Коэффициент сменности | 0,1 | |
| 15 | Коэффициент использования металла | — | 0,33 |
| 16 | Рентабельность участка | % | 13,8 |
| 17 | Срок окупаемости | лет | 4,4 |
Расчеты технико-экономических показателей приведены в приложении Б.
В ходе выполнения проекта были проанализированы некоторые существующие методики повышения эффективности производственной деятельности.
Наибольшее изменение прибыли от реализации продукции произошло за счет изменения структуры реализуемой продукции. В структуре выпускаемой продукции удельный вес более доходной производства, слаженности и согласованности в работе всех его звеньев.
Полученные результаты свидетельствуют о том, что условно-годовая экономия от внедрения предложенных мероприятий составит: 736450 рублей. И это только по одному эталонному участку.
ЗАКЛЮЧЕНИЕ
В данном дипломном проекте мною был спроектирован механический участок по обработке детали «Шестерня» с применением автоматизированного производства, значит цель проекта достигнута. Для достижения цели мною была выбрана подетальная форма организации производства (на основе массового типа производства и коэффициента закрепления операций), рассчитана производственная программа выпуска изделий, необходимое количество оборудования и основных производственных рабочих, определена площадь цеха и была разработана инфраструктура цеха.
Разработана организационная структура цеха, рассчитаны основные технико-экономические показатели деятельности механического цеха.
В результате всех расчетов выяснили, что для производства 1200 штук нам необходим один производственный участок общей площадью 323 кв.м. на котором работает 8 человек, в том числе 4 основных рабочих.
Организована однопредметная поточная линия. Поточное производство высокоэффективно, так как в нем производственный процесс организован в строгом соответствии с основными принципами организации производства: пропорциональностью, прямо точностью, непрерывностью, ритмичность.
При выпуске 1200 штук предприятие будет работать не на полную мощность, так как средний коэффициент загрузки оборудования равен 0,17.
Пути совершенствования организации транспортного хозяйства: централизация автомобильных перевозок; механизация всех транспортных операций; применение железнодорожного транспорта, монорельсовых путей и путей с электрическими тельферами, а также создание единого транспортно-складского цеха.
Задачи исследования: описать деталь типа «Шестерня», ее служебное назначение и условия ее работы, произвести анализ технологичности детали, обосновать выбор метода получения заготовки, рассчитать припуски аналитическим методом, составить технологический процесс обработки детали, выполнить расчет режимов резания и норм времени на операции, спроектировать специальное приспособление для токарной операции, спроектировать режущий инструмент для обработки детали, спроектировать измерительный инструмент для контроля параметров детали, разработать управляющую программу применяя CAM системы, обосновать номенклатуры анализируемого объекта (цеха, участка), определить потребность технологического оборудования, рассчитать количество рабочих, определить потребность в основных материалах, спланировать фонд заработной платы, рассчитать себестоимость проектируемого объекта, рентабельность, прибыли и срок окупаемости, определить площадь участка и спроектировать участок (цех) с применением автоматизированного производства — достигнуты и рассмотрены в пояснительной записке.
Мы исследовали проблему повышения эффективности машиностроительного производства за счет технологических инноваций.
Подтвердилась гипотеза исследования. Предложенный нами инновационный технологический процесс позволяет повысить эффективность машиностроительного производства за счет следующих технологических инноваций:
- внедрения токарного обрабатывающего центра;
- замены универсального приспособления на приспособление с пневмоприводом;
- использования более прогрессивного режущего инструмента (с механическим креплением режущих пластин);
- внедрения автоматизированного производства на участке.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
Нормативные материалы
- ГОСТ 2.001-2013 Единая система конструкторской документации (ЕСКД). Основные требования к чертежам [Текст]. – Введ. 2014-06-01. — М.: Стандартинформ, 2014- 8 с.
- ГОСТ 2.105-95 Единая система конструкторской документации. Общие требования к текстовым документам [Текст].- ИПК Издательство стандартов, 1995 Стандартинформ, 2007.-31 с.
- ГОСТ 21401-75 Калибры гладкие для размеров до 500 мм. Исполнительны размеры [Текст]. – Введ. 1977-01-01. — М.: Издательство стандартов, 1993- 169 с.
- ГОСТ 166-89 (ИСО 3599-70) Межгосударственный стандарт штангенциркули Технические условия Vernier callipers. Specifications МКС 17.040.30 ОКП 39 3310 [Текст]. — Введ. 1991-01-01. — М.: Издательство стандартов, 1993- 4 с.
- ГОСТ 21495–76 Базирование и базы в машиностроении. Термины и определения [Текст]. –Введ. 1977-01-01 — М.: Издательство стандартов, 1990. – 37 с.
- ГОСТ 25751-83 Инструменты режущие. Термины и определения общих понятий [Текст]. – Введ. 1984-07-01. — М.: Издательство стандартов, 1990- 32 с.
- ГОСТ 7505-89 Поковки стальные штампованные допуски, припуски и кузнечные напуски [Текст].- Введ. 1990-07-01 — М.: Стандартинформ, 2003. – 67 с.
- Общемашиностроительные нормативы вспомогательного времени и времени на обслуживание рабочего места, на работы, выполняемые на металлорежущих станках/ С.В. Муравьёв, Москва, изд. «Экономика» 2008-432с.
Научные, технические и учебно-методические издания
- Адаскин А.М., Современный режущий инструмент/ А.М. Адаскин, Н.В. Колесов Учебное пособие (профессиональное образование). — М.: Академия, 2019, 224 с.— SBN 978-5-4468-7521-4.
- Базров, Б.М. Основы технологии машиностроения: Уч. / Б.М. Базров. — М.: Инфра-М, 2020. — 683 c.- ISBN:978-5-16-011179-7
- Безъязычный, В.Ф. Технологические процессы механической и физико-химической обработки в авиадвигателестроении: учебное пособие / В.Ф. Безъязычный [и др.] — М.: Машиностроение, 2018. –544 с.- ISBN: 5-217-03366-5.
- Бектобеков Г.В. Пожарная безопасность. — М.: Лань, 2019. — 88 с. — ISBN 978-5-507-44324-6
- Вардашкин, Б.Н. Станочные приспособления: справочник / Б.Н. Вардашкин, А.А. Данилевского – М.: Машиностроение, 1984. – Т. 2. – 655 с.
- Графкин М.В., Охрана труда/ М.В. Графкин — Учебник (профессиональное образование). — М.: Академия, 2019. — 176с. — SBN 978-5-4468-7193-3.
- Дипломное проектирование по технологии машиностроения: Методическое пособие Алябьева Н.В., ГБПОУ «ПГК» Самара 2022 г. 186 с.
- Ермолаев, В.В. Разработка технологических процессов и изготовления деталей машин: учебник/ В.В. Ермолаев, А.И. Ильянков — (Профессиональное образование). — М.: Академия, 2019. — 336 с. — ISBN 978-5-4468-1562-3.
- Зубарев Ю.М. Методы получения заготовок в машиностроении и расчет припусков на их обработку. — М.: Лань, 2021. — 256 с. – ISBN 978-5-8114-6675-7
- Иванов К.М., Звонцов И.Ф., Серебреницкий П.П. Разработка технологических процессов изготовления деталей общего и специального машиностроения. — М.: Лань, 2019 — 696 с.- ISBN 978-5-8114-4520-2.
- Клепиков, В.В. Основы технологии машиностроения: Учебник / В.В. Клепиков, А.Г. Схиртладзе, В.Ф. Солдатов. — М.: Инфра-М, 2019. – 295 с. — ISBN: 978-5-16-015145-8
- Косиловой, А.Г. Справочник технолога-машиностроителя. В 2х т. Т.1 / А.Г. Косиловой, Р.К. Мещерякова – М.: Машиностроение, 2013. – 656 с.
- Косиловой, А.Г. Справочник технолога-машиностроителя. В 2х т. Т.2 / А.Г. Косиловой, Р.К. Мещерякова – М.: Машиностроение, 2013. – 496 с.
- Марголит, Р. Б.Технология машиностроения: учебник для среднего профессионального образования/Р.Б.Марголит.— Москва: Издательство Юрайт, 2023.— 413с.— (Профессиональное образование).— ISBN 978-5-534-05223-7.
- Солоненко, В. Г. Резание металлов и режущие инструменты : учебное пособие / В.Г. Солоненко, А.А. Рыжкин. — Москва : ИНФРА-М, 2020. — 415 с. — (Среднее профессиональное образование). — ISBN 978-5-16-015247-9.
Ресурсы сети Интернет
- Автоматизированная система технологической подготовки бережливого производства в машиностроении [Электронный ресурс]: https://lean-kaizen.ru/article/mashinostroenie/avtomatizirovannaya-sistema-tekhnologicheskoj-podgotovki-berezhlivogo-proizvodstva-v-mashinostroenii.html (Дата обращения 14.05.2023).
- Бережливое производство [Электронный ресурс]: https://assistentus.ru/vedenie-biznesa/berezhlivoye-proizvodstvo/ (Дата обращения 11.05.2023).
- Выбор режущего инструмента [Электронный ресурс]: https://ruvir.ru/brands/iscar/ (Дата обращения 28.04.2023).
- Оборудование, применяемое для обработки детали [Электронный ресурс]: https://www.rsz.ru/1715c.html (Дата обращения 07.02.2023).
- Описание автоматизированной системы [Электронный ресурс]: https://nsportal.ru/npo-spo/metallurgiya-mashinostroenie-i-materialoobrabotka/library/2016/08/02/sistemy (Дата обращения 07.04.2023).
- Описание измерительного инструмента [Электронный ресурс]: https://cylinder.com.ua/blog/obuchaemsya_pravilnomu_primeneniyu_shtangentsirkulya_vidy_i_izmereniya (Дата обращения 20.05.2023).
- Описание применяемого материала [Электронный ресурс]: https://hardhub.ru/spravochniki/marki-stali-i-splavov/stal-konstruktsionnaya/stal-konstruktsionnaya-legirovannaya/show/12kh2n4a/ (Дата обращения 21.05.2023).
- ПАО «Самараэнерго» [Электронный ресурс]: http://samaraenergo.ru/fiz-licam/ (Дата обращения 24.03.2023).
- Техника безопасности на предприятии [Электронный ресурс]: http://malgina.ru/informatsionnyj-blok/prakticheskie-raboty/pm-01-mdk-01-01/tekhnika-bezopasnosti-na-predpriyatii (Дата обращения 15.05.2023).
- Экология на промышленных предприятиях [Электронный ресурс]: https://cleanbin.ru/problems/industrial-development (Дата обращения 25.05.2023).
Страницы 1 2
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.