Страницы: 1 2
1.9.2. Система «Канбан».
С помощью системы «Канбан» возможно контролировать количество произведенной или хранимой продукции в компании. Целью такой системы является производство и хранение только необходимой продукции в нужном количестве и в нужное время. [7]
Внедрить такую систему очень не просто. Так как нельзя запустить слишком много или мало карточек канбан в обращение. Небольшое количество канбанов может означать низкий уровень запасов, что снижает заинтересованность сотрудников в дальнейших улучшениях. И наоборот, большое количество карточек — высокий уровень запасов, делают работу скучной и неинтересной.
В японском языке слово «канбан» обозначает «бирка» или «знак». Канбаном называется контрольная карточка, которую начинают использовать компании при внедрении вытягивающей системы. Это своего рода наряд-заказ, который прикрепляется к каждому изделию. На карточке прописывается информация о детали или предмете, которая дает понять откуда поступила деталь и куда должна быть перемещена.
Систему «Канбан» правильнее всего внедрять тогда, когда компания уже реализовала у себя вытягивающую систему и производит или хранит товары в небольшом количестве. В таком случае процессы на производстве или складе становятся максимально согласованными.
— Применение системы канбан в компании может позволить:
— Устранить перепроизводство — главную причину потерь;
— Увеличить маневренность компании, что способствует лучшему реагированию на изменения спроса;
— Систематизировать выпуск или хранение небольшими партиями;
— Упростить процесс снабжения;
— Интегрировать все процессы, привязав их к потребностям клиентов.
Канбан также может помочь:
— Получать максимум информации о деталях и изделиях;
— Пользоваться простой, понятной и постоянно обновляемой информацией;
— Иметь в распоряжении четкие стандартизированные инструкции;
— Устранить излишние запасы;
— Обнаружить скрытые потери в процессе работы.
Система «канбан» способствует повышению эффективности работы производства и складского хозяйства. Однако этот передовой метод во многом зависит от дисциплины рабочих и понимания важности начинаний. Организация персонала и рабочих мест начинается с внедрения основ 5S.
1.9.3. Методика «5S».
Данная методика является базовым инструментом бережливого производства. [8] Для ее использования необходимо иметь четкую дисциплину и готовность персонала к проведению изменений. Родоначальником системы 5S является Хироюки Хирано.
Преимущества внедрения метода 5S:
— Возможность внедрить методику немедленно;
— Небольшие затраты;
— Возможность для каждого работника компании принять участие во внедрении;
— Быстрые и ощутимые результаты;
— Возможность выявить потери.
Система «5S» включает в себя:
— сэири (сортировку) — четкое разделение вещей на нужные/ненужные и избавление от последних;
— сэитон (соблюдение порядка, аккуратность) — организация хранения необходимых вещей, которая позволяет быстро и легко их найти и использовать;
— сэисо (содержание в чистоте, уборку) — содержание рабочего места в чистоте и порядке;
— сэикэцу (стандартизацию, поддержание порядка) — необходимое условие для выполнения первых трех правил;
— сицукэ (совершенствование, формирование привычки) — воспитание привычек к четкому выполнению установленных правил, процедур и операций. Мне бы хотелось более подробно рассказать про каждый этап системы «5S».
Сортировка – первый этап, который согласуется с принципами системы «точно вовремя»: «хранение только того, что необходимо, в нужном количестве и только когда нужно». Сортировка предполагает ликвидацию всех предметов, которые не нужны для реализации рабочих операций.
Если сортировка проведена хорошо, то значительно сокращается число помех и проблем, которые возникают в процессе работы, улучшается взаимодействие работников и увеличивается производительность труда в целом.
На предприятии иногда не возможно сразу определить нужен конкретный предмет или нет. Компании кажется, что любой предмет может когда-нибудь понадобиться в будущем. Именно это ощущение не дает менеджерам принимать четкие решения.
«Кампания красных ярлыков» — это метод, который позволяет определить на сколько предмет или инструмент необходим. После того как к предметам прикреплены красные ярлыки, можно приступить к оцениванию того, какова степень необходимости этих предметов для текущей деятельности предприятия, и в соответствии с этим принять решение о том, ликвидировать ли их или оставить. Такими решениями могут быть:
— хранение в «зоне карантина» до того времени, пока предметы не понадобятся;
— удаление предметов;
— перемещение предметов.
Для того чтобы наиболее эффективно провести «кампанию красных ярлыков», необходимо создать так называемую «зону карантина». «Зоной карантина» называется пространство, где хранятся помеченные красными ярлыками предметы, ожидающие дальнейшего оценивания. «Зона карантина» обеспечивает некоторую подстраховку от поспешных решений по поводу ненужности того или иного предмета.
Рациональное расположение означает, что предметы и инструменты должны быть расположены так, чтобы их было легко найти и использовать.
Заводы и офисы часто терпят убытки, когда на поиск нужных предметов уходит слишком много времени.
Основные потери и проблемы, которые можно устранить при реализации данного этапа:
— потери при передвижении;
— потери на поиске;
— потери сил и энергии;
— потери от излишнего хранения запасов;
— потери из-за несоблюдения техники безопасности.
Для того чтобы оптиматизировать доступ к предметам можно использовать:
Карту 5S — инструмент, который позволяет определить существующее местонахождение деталей, инструментов и выбрать место, которое больше подходит.
Метод дорожных знаков, который заключается в создании указателей на предметы.
Маркировка краской – выделение зон на полу или в проходах.
Оконтуривание – один из способов визуального расположения предметов, метка, которая показывает где должен лежать тот или иной инструмент или предмет.
Третий этап системы 5S — уборка. Она подразумевает постоянное удаление пыли и грязи. Уборка — это содержание рабочих зон в полной чистоте.
Одним из важнейших преимуществ уборки является содержание рабочего места в чистоте, на котором просто приятно работать. Другим очень важным преимуществом является идеальное состояние предметов и оборудования и постоянная готовность к работе, что может понадобиться для выполнения срочных задач. Уборка должна проходить не один раз в неделю, а ежедневно, как часть рабочей деятельности.
Проведение уборки подразумевает чистку не только площадей, полок и прочего, но и станков, оборудования. Поэтому уборка — это и проверка рабочих зон — соответственно. Стандартизация — четвертый этап системы 5S — создание универсального подхода к выполнению заданий и процедур.
Чтобы внедрить необходимые процедуры первых трех этапов системы, необходимо, чтобы каждый работник точно знал что, когда и как выполнять. Если не сформулировать обязанности рабочих, во внедрении процедур сортировки, рационального расположения и уборки не будет особого смысла.
Около каждого инструмента, стеллажа, зоны выгрузки и др. важно поместить специальный документ, паспорт, в котором четко прописывались бы обязанности конкретного работника, а также инструкции по эксплуатации того или иного оборудования или станка. Пятый этап — это совершенствование, поддерживание результатов, достигнутых ранее.
При несоблюдении установленных процедур в рамках системы 5S компания может столкнуться с неприятными последствиями пренебрежения совершенствованием.
Как только рабочие перестанут соблюдать процедуры сортировки, начнут скапливаться ненужные предметы.
Независимо от того, насколько хорошо внедрены процедуры рационального расположения, рабочие не будут возвращать инструменты после использования на предписанное место.
Даже если оборудование сильно загрязнится, для его очистки не будут прилагаться значительных усилий.
В проходах будут лежать предметы, рабочим придется преодолевать эти преграды, вследствие чего возрастет вероятность увечий. Грязные станки начнут давать сбои, что может привести к браку. Эти и другие проблемы легко могут возникнуть в любой компании при несоблюдении условий реализации системы. Существует множество инструментов и методик, которые можно использовать в компании для совершенствования деятельности в рамках системы 5S. Например:
— Лозунги 5S, которые информируют о внедрении системы в компании.
— Информационные доски с фотографиями и рассказами о внедрении 5S.
— Карты 5S по совершенствованию деятельности и другое.
Применение «5S» дает возможность обустроить рабочее место, склад и другие помещения таким образом, чтобы минимизировать потери времени и сил при их использовании. Ключевыми результатами успешно внедренной системы являются удобство при пользовании, безопасность, наглядность величины запаса, чистота рабочего места и, как следствие вышеперечисленного, хорошее настроение рабочих.
Система 5S — одна из наиболее широко распространенных методик из всего производственного комплекса инструментов. Наряду со стандартной схемой работы и полным производственным циклом обслуживания, 5S считается «основополагающим» понятием системы lean, поскольку она определяет стабильность производимых операций, необходимую для создания и поддержки непрерывных усовершенствований.
1.9.4. Кайдзен.
В японском языке слово «кайдзен» означает постоянное совершенствование. Система кайдзен основана на научном подходе: сперва необходимо провести анализ отдельных элементов процесса производства, а затем разработать способы их улучшения. Бережливое производство целиком пронизано идеей кайдзен, что означает проведение небольших, постепенных и последовательных изменений, которые необходимо производить постоянно для того чтобы ощутить положительный результат на производство в целом.
Прежде чем приступить к реализации программы постоянного улучшения компании, необходимо четко понять, что даже самые незначительные изменения могут привести к глобальным результатам. Также важно отметить, что все инструменты бережливого производства базируются на системе Кайдзен. [9]
Внедрение данной системы требует серьезного отношения к выполнению каждой операции и требует достаточного количества времени. Поток создания ценности — это все действия по изготовлению и доставке продукта потребителю. Совершенствуя выполнение операций и процессов, мы можем наблюдать «добавление ценности» и «устранение потерь» в потоке создания ценности.
После проведение целостного анализа всех операций, можно начать организацию работ кайдзен-команд. Кайдзен-команды играют очень важную роль в бережливом производстве и непрерывном совершенствовании компании. Работая в одной команде с коллегами, можно выявить сильные и слабые места в операциях и процессах, выполняемых совместно с другими рабочими. Обсуждение проблем, возникающих в процессе производства, помогает лучше понять и определить специфику работы на разных производственных участках и определить оптимальные способы взаимодействия. Кроме того, командная работа позволяет решить текущие вопросы и проработать идеи по улучшению операций и процессов.
Мне бы хотелось отметить основные преимущества системы кайдзен:
— Постоянное совершенствование помогает снизить скрытые затраты.
— Кайдзен увеличивает долю работы, добавляющей ценность.
— Обеспечивает быстрое и активное внедрение перемен на конкретных участках и не требует остановки производства.
— Помогает устранить лишние движения и простои.
— Дает возможность анализировать работу и улучшать ее выполнение, а также предлагать идеи, повышающие эффективность всего предприятия.
— Позволяет совершенствовать производственный процесс.
Реализация системы кайдзен способствует устранению потерь в производственном процессе, при этом абсолютно не подразумевается сокращение числа рабочих. Менеджеры компании обязаны объяснить работникам, в чем заключаются преимущества бережливого производства, и выработать позитивное отношение к кайдзен-программе. Необходимо также приложить все возможные усилия для того, чтобы каждый работник был вовлечен в процесс совершенствования компании и стремился улучшать выполнение операций. [10]
Директор предприятия должен оказывать всяческое содействие менеджерам и участвовать в планировании и подготовке мероприятий. Главная роль директора предприятия – оказание необходимой помощи кайдзен-команде. Участники данной программы смогут полностью погрузиться в процесс, будучи уверенными в поддержке со стороны руководства.
Таким образом, Кайдзен — это совокупность мероприятий, которые ведут к улучшению рабочего процесса и, как следствие, — к увеличению объема производства при тех же затратах. Главная цель метода свести к минимуму рабочее время, уходящее не на работу, а на «муда», то есть предотвратить потери времени. Чем меньше «муда», тем больше ценностей успеет произвести работник за день. Японский метод управления качеством дает ощутимые результаты на производстве, в большом складском хозяйстве, тем самым повышает эффективность компании в целом.
Анализируя все выше перечисленные методики бережливого производства можно сделать вывод о том, что все из инструментов тесно взаимосвязаны между собой. Использование лишь одного из них не сможет привести к максимальному эффекту. Для того, чтобы изменения были значительными и ощутимыми, необходимо внедрять большую часть методов lean production.
Говоря о темпах внедрения Lean системы на складе важно понимать, что невозможно изменить структуру и культуру компании за один день. Результаты, полученные в результате реализации концепции Lean можно увидеть по истечении определенного периода времени. Повышение скорости выполнения заказа, снижение уровня запасов, сокращение потерь – все это можно наблюдать в качестве результатов от внедрения бережливого производства.
Глава II. Разработка рекомендаций по совершенствованию логистических процессов на складе с помощью Lean-технологий.
2.1. Анализ складской деятельности компании ОАО «ЦНПО Ленинец».
Объектом исследования в выпускной квалификационной работе было выбрано Открытое акционерное общество «ЦНПО Ленинец». ОАО «ЦНПО «Ленинец» — крупнейший производитель широкого спектра систем электроники высокого качества. В настоящее время предприятие ориентируется на выпуске высокотехнологичной продукции гражданского и военного назначения, применяемой для авиационного, морского, речного и железнодорожного транспорта.
Основное назначение склада компании ОАО «ЦНПО Ленинец» — это концентрация необходимого количества запасов, их хранение для обеспечение постоянного ритмичного выполнения заказов.
Логистический процесс на складе ОАО «ЦНПО Ленинец» включает такие аспекты, как:
— Снабжение запасами;
— Контроль за поставками;
— Разгрузка и приемка товаров;
— Внутрискладская транспортировка;
— Складирование и хранение товаров;
— Комплектация заказов;
— Информационное обслуживание склада.
Хотелось бы представить конкретный пример материального потока, протекающего внутри склада компании (сквозной вариант склада). На схеме приведена схема материального потока на складе ОАО «ЦНПО Ленинец».
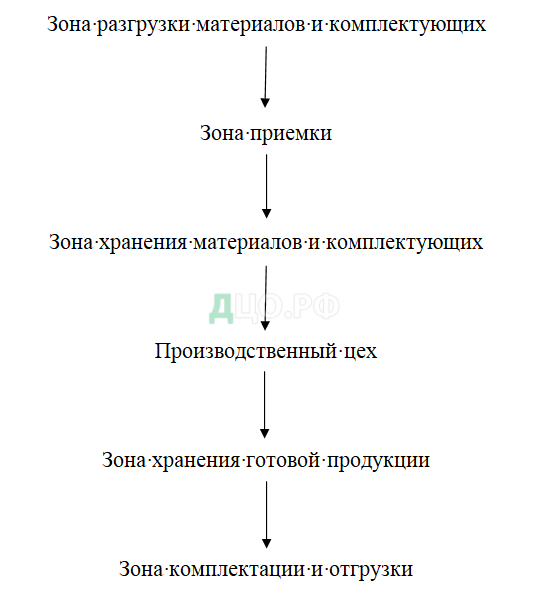
Все составляющие логистического процесса на складе взаимосвязаны. Поэтому такой подход позволяет не только четко координировать деятельность службы склада, но и осуществлять контроль за продвижением товара на складе с минимальными потерями.
Основная задача снабжения запасами состоит в обеспечении склада товаром для полного удовлетворения заказов. Поэтому определение потребности в закупке запасов согласовывается с отделом продаж и имеющейся мощностью склада.
Процесс складирования заключается в размещении и укладке товара на хранение. В последние время организация серьезно задумалась об эффективности использования объема зоны хранения. На данный момент на территории склада располагается большое количество запасов, некоторые позиции товаров лежат «мертвым грузом». Тем самым у компании в сырье, находящемся на складе, заложена большая сумма денежных средств, которую правильнее было бы высвободить и использовать на улучшение деятельности компании.
В связи с этим компания начала активно внедрять у себя концепцию бережливого производства. С целью сокращения затрат, компания внедрила такой Lean-инструмент, как «Just-in-Time». Однако только на этом организация не хочет останавливаться и планирует улучшать складские операции с помощью других Lean-технологий.
Мне бы хотелось проанализировать необходимые данные компании, логистический процесс на складе предприятия и предложить ряд стратегических и операционных рекомендаций по внедрению не только системы JIT, но и такой ключевой методики, как 5S. Поставки точно во время позволяют минимизировать запасы на складах комплектующих изделий. Суть системы JIT сводится к отказу от производства продукции крупными партиями. Вместо этого создается непрерывно-поточное предметное производство. При этом снабжение производственных цехов и участков осуществляется настолько маленькими партиями, что, в конечном счете, превращается почти что в поштучное. Данная система предполагает, что наличие товарно-материальных запасов можно назвать злом, существование которого затрудняет решение многих проблем. Требуя значительных затрат на содержание, большие материальные запасы отрицательно сказываются на нехватке финансовых ресурсов компании, маневренности и конкурентоспособности предприятия. С практической точки зрения, главной целью системы «just-in-time» является уничтожение любых лишних расходов и эффективное использование производственного потенциала организации. Таким образом, действует принцип: производить продукцию только тогда, когда в ней нуждаются, и только в таком количестве, которое требуется спросом.
Существуют основные условия, которые должны существовать для того, чтобы компания могла успешно реализовать систему «Точно во время», а именно:
— Обеспечение необходимой поддержки в ходе реализации системы со стороны высшего руководства;
— Разработка системы последовательных действий производственного процесса;
— Организация четкой работы менеджера, формирующего заявки на сырье.
— Наличие надежных поставщиков, которые могут доставить качественный материал в нужное время.
На данный период времени, компания уже начала внедрять систему Just in time на складе. Под заказ привозится все необходимые детали, крепежный материал, армирование и другие материалы, кроме пластикового профиля. Данную позицию компания привозит большими партиями из Чебоксар, так как в Санкт — Петербурге отсутствуют поставщики этого профиля. Переходить на другой профиль компания не хочет, так как соотношение цена – качество компанию устраивает. И даже не смотря на транспортные расходы, покупать товар в Чебоксарах получается выгоднее. Важно отметить, что вся территория склада находится в собственности у компании. На сегодняшний день фирма упускает выгоду от сдачи площади в аренду. Поэтому возникает вопрос, не перевести ли позицию пластикового профиля, как и другие виды сырья, на систему JIT. Для того чтобы узнать наверняка, необходимо проанализировать определенные данные компании. С помощью простых вычислений можно рассчитать расходы компании до и после внедрения системы «Точно во время».
Табл. 1 Годовые расходы текущей политики закупок и JIT политики закупок
| Изучаемые показатели | Расходы до внедрения системы JIT (в год) | Расходы после внедрения JIT (в год) |
| Стоимость запасов
(140упак.*39м*70р) |
382 200 | 109 200
(40 упак) |
| Хоз. Расходы
(5% от стоимости запасов) |
19 110 | 5 460 |
| Обслуживание склада 144м2
(находится в собственности) |
31 104 | 31 104 |
| Альтернативные издержки
(упущенная выгода от аренды) |
121 824 | 0 |
| Транспортные расходы
(6000р – 1 рейс) |
||
| 1 раз в месяц | 72 000 | |
| 2 раза в месяц | 144 000 | |
| Амортизация т.с. | 28 800 | 57 600 |
| Затраты на оформление и получение заказа | 18 000 | 20 000 |
| Суммарные затраты | 673 038
|
367 364
|
По результатам расчетов можно увидеть, что расходы после внедрения системы Just-in-time значительно сократятся благодаря сдаче площадей в аренду. Поэтому не зависимо от того, что транспортные и административные расходы увеличатся почти в два раза, компании выгодно реализовать у себя данный инструмент бережливого производства.
Кроме того, для того, чтобы снизить затраты на оформление и получение заказов, компания может реализовать у себя EDI систему, позволяющую обмениваться информацией в режиме реального времени. Чем быстрее растет дело и чем больше становится документооборот, тем острее ощущается нехватка какой-то универсальной системы. Тогда-то на помощь и приходит система EDI. Выражение «Electronic Data Interchange» переводится на русский язык как «электронный обмен данными».
Оборот бумаг с подключением EDI технологий не только ускоряется, но становится значительно дешевле и минимизирует возможность возникновения ошибок. Система EDI, внедренная на предприятии, позволяет вести бизнес на новом, более высоком уровне. Для любой фирмы, ведущей деятельность на потребительском рынке, а также для тех компаний, где весьма важными факторами являются объем свободных запасов на складе и скорость работы, внедрение EDI рекомендуется в первую очередь.
В случае внедрения данной системы, затраты компании изменятся.
Табл. 2 Годовые расходы текущей политики закупок и JIT политики закупок учетов внедрения системы EDI
| изучаемые показатели | Расходы до внедрения системы JIT (в год) | Расходы после внедрения JIT (в год) |
| Стоимость запасов
(140упак.*39м*70р) |
382 200 | 109 200
(40 упак) |
| Хоз. Расходы
(5% от стоимости запасов) |
19 110 | 5 460 |
| Обслуживание склада 144м2
(находится в собственности) |
31 104 | 31 104 |
| Альтернативные издержки
(упущенная выгода от аренды) |
121 824 | 0 |
| Транспортные расходы
(6000р – 1 рейс) |
||
| 1 раз в месяц | 72 000 | |
| 2 раза в месяц | 144 000 | |
| Амортизация т.с. | 28 800 | 57 600 |
| Затраты на оформление и получение заказа | 18 000 | 0 |
| Затраты на обслуживание системы EDI | 20 700 | |
| 673 038
|
368064
|
Исходя из новых данных, можно сказать следующее: не смотря на то, что расходы на использование системы EDI немного превышают старые затраты на оформление заказов, внедрение данной технологии сможет оптимизировать работу с документооборотом и улучшить работу компании в целом. В табл. 2 были рассчитаны затраты только на обработку заявок связанных с пластиковым профилем. Однако в компании есть множество других видов сырья. Следовательно, общие расходы на обработку всех заказов организации в разы больше. На основании проведенных выше расчетов было определено, что для компании выгоднее внедрить систему JIT не только в отношении фурнитуры и добавочных материалов, но и основного профиля. Это значит, что компании необходимо заказывать ровно столько, сколько требует спрос. Однако, чтобы оптимизировать поставки необходимо рассчитать страховой запас материалов, необходимый для обеспечения непрерывного и ритмичного процесса производства при непредвиденных перебоях в снабжении предприятия из-за нарушения поставщиками сроков и условий поставок, недостатков в работе транспорта.
Для этого необходимо знать некоторые данные, касающиеся процесса оформления заявки на профиль. Для производства тех или иных деталей используется множество видов профиля, но мне бы хотелось определить размер оптимального запаса безопасности по двум из них, так как результат остальных будет аналогичным. Анализировались данные 2016 года.
| Профиль | Годовой спрос
(упак) |
Затраты на хранение
(1 упак) |
Время на выполнение нового заказа | Дополнительная стоимость на срочный заказ | Оптимальный заказ (упак) | Кол-во заказов
(год) |
| Мелкие детали | 1276 | 550р | 3-5 недель | 3410р | 94 | 12 |
| Крупные детали | 744 | 4850р | 2 недели | 3470р | 62 | 112 |
Основываясь на результатах производства была составлена таблица предположительного спроса на детали, который может быть в течении 2 недель на оформление и получение нового заказа.
| мелкие, спрос, упаковки | 4 | 6 | 8 | 10 | 12 | 14 | 16 |
| крупные, спрос, упаковки | 16 | 20 | 24 | 28 | 32 | 36 | 40 |
| Вероятность | 0,06 | 0,09 | 0,20 | 0,30 | 0,20 | 0,09 | 0,06 |
Исходя из этих данных, можно рассчитать запас безопасности профиля «мелких» при расчетной точке перезаказа 10 упаковок (1276 упаковок / 52 недели * 2 недели = 50 упаковок) и запаса безопасности профиля «крупных» — точка перезаказа 29 упаковок. Помимо системы Just-in-Time, компания может реализовать у себя такую Lean-технологию, как 5S, которая способна также улучшить операции на складе. Самое первое, что организации необходимо сделать – это навести порядок и выявить, вызванные большими запасами. Для этого необходимо:
— Отделить нужные инструменты, детали и документы от ненужных с тем, чтобы убрать последние подальше.
— Расположить инструменты на рабочем месте так, чтобы с ними было удобно работать.
— Поддерживать чистоту на рабочем месте.
— Разработать стандарты содержания рабочего места и рабочие инструкции.
— Постоянно контролировать выполнение всех процедур и стараться улучшить созданное.
Таким образом, в самом цикле 5S можно выделить пять фаз: сортировка, порядок, уборка, стандартизация и совершенствование. Эффективность применения системы 5S для формирования качественной рабочей среды напрямую зависит от полноты совместного использования всех пяти этапов системы. Мне бы хотелось подробнее остановиться на каждом из них.
1 этап «Сортировка» — освобождение рабочего места от всего, что не требуется при выполнении операций, т.е. удаление из рабочей зоны всех предметов, которые не нужны для текущей производственной деятельности.
На территории склада можно найти зоны, где лежат инструменты, которые либо используют редко, либо не применяют вообще. Кроме того, на территории можно обнаружить наличие материалов, которые остались с прошлых заказов и на данный период времени не используются. Поэтому на данном этапе организации необходимо определить количество и критерии предметов в зависимости от частоты их использования. Один из вариантов — расположение предметов по принципу АВС. То есть предметы, используемые часто, должны быть размещены таким образом, чтобы их можно было быстро и легко найти.
Затем важно удалить все ненужные предметы с участка. На предметы, по которым требуется принять решение, можно прикрепить так называемые «Красные ярлыки», для того чтобы определить, как часто используется тот или иной инструмент. На красном ярлыке можно указать: дату прикрепления, дату принятия решения, категорию, название предмета, производственный номер, количество, стоимость, причины прикрепления ярлыка.
| Категория | Заготовка
Незавершенное производство Готовое изделие Инструмент Другое |
||
| Название предмета | Пресс-форма | ||
| Производственний номер | _____________ | ||
| Количество | 3 единицы | стоимость | всего |
2 этап «Соблюдение порядка» означает расположение предметов таким образом, чтобы их было легко использовать, легко находить и возвращать на место. Все предметы и материалы должны находиться на своих определенных местах, в чистоте и готовности к применению, при этом должны быть обеспечены быстрота, легкость и безопасность доступа к предметам.
На сегодняшний день в определенных зонах склада соблюдается порядок. В основном, все детали, крепеж, фурнитуа и многие другие, располагаются в определенном месте. Хотя для большей аккуратности, можно заменить коробки на специальные тары, на которые закрепить ярлыки, указывающие название (артикул) предмета, при необходимости нанести маркировку, указывающую максимальный и минимальный уровни хранения. Однако есть и такие рабочие места, где необходимо обеспечить чистоту и рациональное расположение предметов. Все предметы можно промаркировать таким образом, чтобы любой оператор мог быстро найти то, что ему нужно. В данном случае можно, например, применить оконтуривания – данный метод подразумевает под собой нанесение контура предмета в месте его хранения. В зоне приемки имеются специальные пирамиды-стеллажи, с помощью который работник перемещает по территории склада детали, привезенные от поставщика. Предусмотрены специальные грузоподъемные средства, которые помогаю переместить тот или иной товар в зону хранения. Поэтому на данный период времени компания минимизировала ручную работу по разгрузке, тем самым сократила время на перемещение материалов.
3 этап «Содержание в чистоте» (уборка) означает тщательную регулярную уборку рабочего места, помещений и закрепленных территорий. На данный момент компания, безусловно, осуществляет уборку территории склада. Тем не менее, можно разработать специальный график проведения уборок и закрепить ответственность за исполнителями. Это облегчит человеку, осуществляющему приемку, оценить качество выполненной работы и в случае возникновения каких-либо вопросов, обратиться с ними лично к исполнителю.
4 этап «Стандартизация» — означает разработку рабочих инструкций, методик, положений для выполнения работы и содержания рабочего места в чистоте и соблюдение порядка. На сегодняшний день в компании имеются рабочие инструкции по работе с оборудованием в производственном цехе, однако на территории склада их нет. Однако организации необходимо разработать данные методики, так как любому новопришедшему работнику будет крайне сложно влиться в рабочий процесс, потребуется достаточно много времени для того, чтобы изучить требования компании к содержанию рабочего места. Каждый работник должен знать свои обязанности и быть в состоянии выполнить все, что записано в специально разработанных стандартах. В положении должно быть четко прописано: где, когда, кто и как должен делать, или выполнять определенный вид работ.
5 этап «Совершенствование» — неукоснительное соблюдение установленных правил и совершенствование результатов достигнутых ранее.
Для обеспечения дисциплины, постоянного совершенствования и поддержания результатов, компании необходимо выполнять несколько условий:
— Выработать у персонала правильные привычки, закрепить навыки соблюдения правил;
— Внести предложения по улучшению и проведению дальнейшего улучшения при непосредственном участии всех сотрудников, трудовая деятельность которых связана с работой на складе;
— Периодически проводить мероприятия, на которых будут подводиться итоги за определенный промежуток времени, анализироваться качество выполнения работ, обсуждаться текущие проблемы и перспективные задачи.
Все это необходимо для того, чтобы компания могла поддерживать уже полученные результаты, не останавливаться на достигнутом и продолжать совершенствоваться.
Приняв во внимание все вышеперечисленные рекомендации, организация может улучшить выполнение операций на складе, стандартизировать работу персонала, наиболее рациональным образом расположить оборудовании и максимально эффективно организовать рабочее место.
Заключение.
Логистический процесс на складе весьма сложен, поскольку требует полной согласованности функций снабжения запасами, переработки груза и физического распределения заказов. Общая концепция решения складской системы в первую очередь должна быть экономичной.
Объектом исследования в дипломной работе выступало Открытое акционерное общество «ЦНПО Ленинец». В результате исследования был проведен анализ предприятия. Основное назначение складов организации — это концентрация запасов в том количестве, которое требует потребитель и обеспечение постоянного ритмичного выполнения заказов.
У компании ОАО «ЦНПО Ленинец» все склады находятся в собственности. Это большой плюс для фирмы, так как в данном случае снижаются затраты на содержание и эксплуатацию складских помещений. Кроме того, у компании появляется огромная возможность сдавать территории в аренду, тем самым увеличивая прибыль компании.
На данный период времени у компании есть цель минимизировать затраты, связанные со складской деятельностью. В связи с этим организация уже начала внедрять у себя Lean-технологии.
В ходе исследования был проведен анализ данных компании и сформулирован ряд рекомендаций относительно тех Lean-инструментов, которые компания может начать реализовывать уже сегодня. Исходя из результатов исследования, можно сказать следующее, расходы после внедрения системы Just-in-time сократятся почти на 305 тысяч рублей благодаря сдаче площадей в аренду, а также реализации технологии EDI. Кроме того, новая система поможет в целом улучшить работу склада, оптимизировать запасы и систематизировать работа персонала. Поэтому не зависимо от того, что транспортные и административные расходы увеличатся, компании выгодно реализовать у себя данный инструмент бережливого производства.
Помимо системы Just-in-Time, компания может реализовать у себя такую Lean-технологию, как 5S, которая способна также улучшить операции на складе. Согласно данной системе, компании необходимо:
— Удалить все ненужные предметы с участка;
— Заменить картонные коробки, в которых хранится фурнитура и крепеж, на специальную тару, на которые важно закрепить ярлыки, указывающие название (артикул) предмета;
— Обеспечить чистоту и рациональное расположение предметов в некоторых зонах склада. Все предметы должны быть промаркированы таким образом, чтобы любой оператор мог быстро найти то, что ему нужно;
— Разработать специальный график проведения уборок и закрепить ответственность за исполнителями.
— Разработать рабочие инструкции на территории для того, чтобы любой новопришедший работник мог изучить свои обязанности и быть в состоянии выполнить все, что записано в специально разработанных стандартах;
— Постоянно совершенствоваться и поддерживать результаты, другими словами, не останавливаться на достигнутом.
Предполагается, что реализация Lean системы позволит компании сократить издержки, стандартизировать и оптимизировать складские операции, минимизировать труд, и, как следствие, повысить конкурентоспособность на рынке. Предприятие имеет все возможности, чтобы улучшить свои показатели, поднять уровень управления логистическим процессом на складе, иметь преимущества перед конкурентами, а также еще больше укрепить свои позиции на рынке.
Список литературы.
- Конституция Российской Федерации [Текст]: офиц. текст. — М.: Маркетинг, 2001. — 39 с.
- Дыбская, В.В. Управление складированием в цепях поставок / В.В. Дыбская. – М.: Издательство «Альфа-Пресс», 2009. – 720с.
- Курганов, В.М. Логистика. Транспорт и склад в цепи поставок товаров. Учебно-практическое пособие. – 2-е издание., перераб. и доп. / В.М. Курганов. – М.: Книжный мир, 2009. – 512с.
- Фейгенсон, Н.Б. Мацкевич И.С., Липецкая М.С. Бережливое производство и системы менеджмента качества / Н.Б. Фейгенсон, И.С. Мацкевич — Фонд «Центр стратегических разработок «Северо-Запад» — СПб., 2012. — Вып. 1 — 71 с.
- Луис Р. Система канбан. Практическое руководство по разработке в условиях вашей компании / Пер. с англ. Е.В.Журиной; под науч.ред. Э.А.Башкардина. — М.:РИА «Стандарты и качество», 2008 . — 216 с.
- Болтрукевич, В. Попенко, И. «Точно вовремя» для рабочих / Пер. с англ. — М.: Институт комплексных стратегических исследований, 2007. — 112 стр. — ISBN 5-903148-02-6.
- Болтрукевич, В. Попенко, И. 55 для рабочих: как улучшить свое рабочее место / Пер. с П-999 англ. — М.: Институт комплексных стратегических исследований, 2007. — 168 с. — ISBN: 978-5-903148-14-1.
- Болтрукевич, В. Попенко, И. Канбан для рабочих / Пер. с англ. — М.: Институт комплексных стратегических исследований, 2007. — 136 стр.
- Вумек, Д. П. Бережливое производство / Д.П.Вумек — М.: Альпина Бизнес Букс, 2008. — 470 с.
- Ларо Уильям. Офис-кайдзен. Преобразование офисных операций в стратегическое преимущество / Пер.с англ. — Издательство: «Гревцов Паблишер» 2009. — 199 с.
- Болтрукевич, В. Попенко, И. Кайдзен для рабочих / Пер. с англ» — М.: Институт комплексных стратегических исследований, 2007. — 152 стр. — ISBN 978-5-903148-21-9.
Страницы: 1 2