1 2
2.Технологическии раздел
— назначаю специальное покрытие — Хим. Окс. прп.;
— регламентирую неуказанные допуски на размеры по H14, h14, IT/2;
— назначаю требование на ошибку шага резьбы в пределах одного витка и на всей длине резьбы не более 0,01 мм;
— регламентирую отклонение от параллельности боковых стенок пазов относительно оси центрального отверстия, база Ж;
— регламентирую отклонение от перпендикулярности фланцев и биения внутреннего отверстия оси посадочного отверстия, база Д.
Для проведения анализа обработки разобьем деталь на элементарные поверхности, данное разбиение представлено на рисунке 2.1.
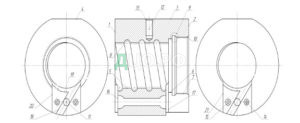
Рисунок 2.1 — Поверхности на детали
Для каждой поверхности на чертеже детали задан размер и его поле допуска, а так же чистота обработки данной поверхности. Согласно этим данным и литературе [3], назначим технологические переходы для их обработки и приведем их в таблице 2.5.
Таблица 2.5 – Методы обработки поверхностей
Согласно данному анализу поверхность резьбы придется нарезать и потом обработать резьбошлифованием, для получения заданной чистоты.
2.4 Выбор заготовки и его обоснование
Материалом деталей является сталь 20Х ГОСТ 4543-71. Сталь 20Х обладает высокой прочностью, износостойкостью, при полной прокаливаемости имеет хорошие механические свойства, особенно сопротивляемость хрупкому разрушению.
Выбор технологического процесса получения заготовки и метода её формообразования определяется следующими факторами:
— технологическими свойствами материала;
— конструктивными формами и размерами детали;
— условиями работы детали;
— объемом программы выпуска.
В условиях средне- и крупносерийного производства возможно изготовление заготовок различными способами. Рассмотрим наиболее распространенные из них.
Заготовка из проката
Коэффициент использования материала из круглого проката:
kим = ,
где q – масса детали, кг;
Q – масса заготовки, кг.
kим = =0,52
Стоимость заготовки, полученной прокатом, рассчитывается по формуле:
Sзаг=M+ΣCо.з.,
где M – затраты на материал заготовки, руб.;
ΣCо.з. – технологическая себестоимость операций правки, калибрования прутков, разрезки их на штучные заготовки,
Со.з. = ,
где Cп.з. – приведенные затраты на рабочем месте;
Tшт.(ш·к) – штучно-калькуляционное время выполнения заготовительной операции (правки, калибрования, резки и другое).
Затраты на материал, в свою очередь, рассчитываем по формуле:
М = Q·S-(Q—q)· ,
где Q – масса заготовки, кг;
S – цена 1 кг материала заготовки, кг;
q – масса готовой детали, кг;
Sотх – цена 1 т отходов, руб.
В качестве поставляемого материала примем прокат «Пруток круглый» по цене 40 руб./кг. Производим правку и отрезку:
ΣCо.з.=Cо.з.1+Cо.з.2.,
Стоимость заготовки:
Sзаг = Q·S-(Q-q)· +
Поскольку данный метод расчета себестоимости является приблизительным, то считаем, что при одном и другом способе масса отходов будет одинакова. Тогда в обоих расчетах при сравнении можно не учитывать постоянное слагаемое
(Q—q)·
По [9, с. 30] находим, что Cп.з.1=175 руб./ч, Cо.з.2=210 руб./ч, примем Tшт1=3,5 мин и Tшт2=2,8 мин.
В результате получим:
Sзаг = (40·50) – (5,0-2,6)· = 187 руб./шт.
- Получение заготовки методом горячей объемной штамповки
Этот метод отличается высокой производительностью, хорошей структурой при производстве из стали (зерна меньше и имеют приплюснутую форму), что хорошо влияет на механические свойства. Также к достоинствам этого метода можно отнести относительно небольшие припуски на механическую обработку и меньшие штамповочные уклоны. Качество заготовки сопоставимо с качеством литой заготовки в кокиль, но штамповочное оборудование дешевле. Использование закрытого штампа уменьшает количество используемого металла, благодаря точной его дозировки, что благоприятно сказывается на коэффициенте использования металла и уменьшению неизбежного облоя при штамповке, что соответственно ведет к удешевлению заготовки.
Вид получения заготовки – поковка. Материал заготовки Сталь 20Х ГОСТ 4543-2016. Масса заготовки 4,6 кг. Центральное отверстие в поковке получить не возможно, для его прошивки необходимо соблюдение следующего условия отношение диаметра к длине у отверстия примерно равны 1, а в нашем случае длина заготовки 80мм а диаметр центрального отверстия с учетом припуска на дальнейшую обработку 30мм, следовательно, полученное отношение размеров значительно меньше требуемого. На поковке можно получить только предварительные углубления под центральное отверстие, небольшого размера.
Проведем экономический расчет стоимости заготовки [4, стр. 31]:
(2.7)
где Сi – базовая стоимость 1 т. заготовки, руб.;
kT – коэффициент, зависящий от класса точности заготовки;
kС – коэффициент, зависящий от группы сложности заготовки;
kВ – коэффициент, зависящий от массы заготовки;
kМ – коэффициент, зависящий от марки материала заготовки;
kП – коэффициент, зависящий от объема производства заготовки;
Q – масса заготовки, кг;
q – масса готовой детали, кг;
SОТХ – цена 1 т отходов, руб.
В зависимости от масштаба производства и способа производства выбирается класс точности заготовки. Согласно [4, таблица 19, стр. 28] класс точности заготовки – Т4.
Расчёт стоимости заготовки полученной на ГКМ:
Q – масса заготовки полученной на ГКМ.
Кт, Кс, Кв, Км, Кп – коэффициенты зависящие от класса точности и группы сложности, массы, марки материала и объёма производства.
Кт =1,05; Кс =0,84; Кв =0,87; Км =1,1; Кп =1,1;
Qш = q Kp стоимость килограмма поковки класса точности Т4 – 130руб (примерна по данным ПАО ЧАЗ)
где, Кр – расчётный коэффициент устанавливаемый в соответствии с характеристикой детали по ГОСТ 7505-89, Кр = 1,5
Sзаг = ((130∙4,6∙1,05∙0,84∙0,87∙1,1∙1,1) — (4,6 – 2,6) ∙(8000/1000) = 586 руб.
Коэффициент использования материала.
Ки.м. = 2,6 / 4,6 = 0,565
Исходя из данных расчетов остановим свой выбор на прокате так как его стоимость в три раза ниже, а коэффициенты использования материала почти равны.
2.5 Выбор технологических баз
Заготовка получается из прутка, на которой есть припуск под механообработку. Для изготовления детали используют фрезерные, токарные, сверлильные и шлифовальные операции.
Так как на детали есть несколько участков, обработка которых нетехнологична: обработки внутренней резьбы достаточно сложной формы (заход и выход), расположенной на радиусных поверхностях, то придется все это отразить в технологическом процессе.
В связи с этим базирование детали при обработке на токарных операциях будет следующим: – по плоскости с упором в торец и зажимом. Схемы базирования на первой токарной, фрезерной, сверлильной и шлифовальной операциях приведены на рисунках 2.2 — 2.5.
После получения заготовки деталь базируется на первой токарной операции по упору в торец – опорная база и по диаметральной поверхности большей, чем 0,8×Ø D, что лишает деталь четырех степеней свободы – двойная направляющая база.
Рисунок 2.2 – Схема базирования на первой токарной операции
На последующих токарных операциях деталь зажимают за небольшую длину диаметральной поверхности (<0,8×Ø D), что лишает ее двух степеней свободы – направляющая база; упирают в проточку в кулачках торцом детали – установочная база, три степени свободы. Последней шестой степени деталь лишается за счет сил трения, возникающих в местах приложения силы зажима трехкулачковым патроном.
а) б)
в)
Рисунок 2.3 а,б,в – Схема базирования на последующих токарных операциях
На первой фрезерной операции деталь устанавливают по длинной диаметральной поверхности диаметром 80 мм, это двойная направляющая база, лишающая деталь 4-х степеней свободы. Деталь упирают торцовой поверхностью, это упорная база – одна степень свободы; придают нужное угловое положение, путем ввода в отверстие диаметром 6мм, срезанного пальца, это так же является упорной базовой поверхностью лишающей деталь одной степени свободы.
Рисунок 2.4 – Схема базирования на фрезерной операции
Для двух фрезерных операций базирование проходит по одному и тому же принципу. Деталь устанавливают по наружной диаметральной поверхности на опору, что лишает ее двух степеней свободы – направляющая база, упирая торцом в ограничитель приспособления, что лишает деталь еще трех степеней свободы – опорная база. Также для ориентации детали в пространстве, вводят палец-ограничитель в отверстие на торце детали, что лишает ее последней шестой степени свободы – упорная база. Это отверстие служит конструкторской базовой поверхностью для обработки других резьбовых поверхностей и расположения заводных пазов во внутреннюю часть детали. Конструктор изделия обозначил ее буквой Ж.
Рисунок 2.5 – Схема базирования на фрезерных операциях
Установка на шлифовальной операции аналогична установке на токарной операции по нарезанию резьбы и приведена на рисунке 2.6.
Рисунок 2.6 – Схема базирования на шлифовальной операции
2.6 Разработка последовательности обработки и составление маршрута обработки
Маршрут обработки (таблица 2.6) составляем с точки зрения обеспечения заданного качества и производительности обработки комплексной детали.
Таблица 2.6 — Маршрут обработки детали
| Операции | Технологические данные | |||
|
| Оборудование | Оснастка | Время изготовления, мин | |
| 010 | Токарная | Токарный станок СТ16К20 | Трехкулачко-вый патрон ПКС-200 | 5,6 |
| 015 | Токарная с ЧПУ | Hardinge CONCUEST SV150 | Трехкулачко-вый патрон ПКС-200 | 6,8 |
| 020 | Токарная с ЧПУ | Hardinge CONCUEST SV150 | Трехкулачко-вый патрон ПКС-200 | 12,8 |
| 025 | Токарная с ЧПУ | Hardinge CONCUEST SV150 | Трехкулачко-вый патрон ПКС-200 | 12,5 |
| 030 | Фрезерная с ЧПУ | Широко-универсально фрезерный Chiron FZ08 | Приспособ-ление специальное | 3,23 |
| 035 | Фрезерная с ЧПУ | Широко-универсально фрезерный Chiron FZ08 | Приспособ-ление специальное | 7,29 |
| 040 | Фрезерная с ЧПУ | Широко-универсально фрезерный Chiron FZ08 | Приспособ-ление специальное | 9,4 |
| 045 | Слесарная | Верстак слесарный | ||
| 050 | Термическая | Установка ТВЧ | Индуктор | — |
| 055 | Резьбошлифо-вальная | Резьбошлифо-вальный 5К823В | Патрон самоцентрирующийся | 9,36 |
| 060 | Контрольная | Стол контрольный | ||
2.7 Аналитический расчёт припусков
Припуск — слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали.
Припуск на обработку поверхностей детали может быть назначен по соответствующим справочным таблицам, ГОСТам или на основе расчетно-аналитического метода определения припусков.
Аналитический расчет припусков на наружную поверхность диаметра Ø90-0,35
Данная поверхность является базовой поверхностью при обработке внутренней резьбы. Поверхность обрабатывается на токарных операциях. Токарные операции производим на токарно-фрезерном станке с ЧПУ Hardinge Talent 8/52. При черновом и чистовом точении выполняем установку детали в самоцентрирующий трехкулачковый патрон.
Расчетный припуск определяем по формуле [6, с. 62]:
где Rz — шероховатость поверхности, мкм;
Т — глубина дефектного слоя поверхности, мкм;
— суммарное значение пространственных отклонений, мкм;
— погрешность установки, мкм.
По [6, таблица 4.3] определяем качество поверхности заготовки: при диаметре 80… 150 мм Rz = 200 мкм; T= 300 мкм.
Качество поверхностей заготовки после различных технологических переходов определяем по [6, с. 64].
Для заготовок из сортового проката и принятого способа закрепления суммарное значение пространственных отклонений , мкм, определяется по формуле [6, с. 69]:
,
где — допуск на наружный диаметр заготовки, = 2300 мкм.
мкм.
На каждом последующем переходе остаточные значения , мкм, определяем по формуле [6, с. 73]:
,
где — коэффициент уточнения формы, находим по рекомендациям [6, с. 73];
– суммарное значение пространственных отклонений, мкм.
Находим значения коробления на переходах:
— после чернового обтачивания:
— после получистового обтачивания: .
Погрешность установки определяем по формуле:
,
где — погрешность базирования, = 0, поскольку использован патрон самоцентрирующий [20, с. 46, таблица 18];
— погрешность закрепления, [5, таблица 4.10], = 80;
— погрешность приспособления, в соответствии с рекомендациями [3, с.40] в данном расчете не учитывается; = 0.
На основании найденных значений вычисляем припуск по переходам:
— после чернового обтачивания:
мкм
— после получистового обтачивания:
мкм
Расчетный размер dP на каждом переходе рассчитываем как сумму размера на последующей операции и соответствующего расчетного припуска. Таким образом, расчеты ведем от размера диаметр , то есть снизу вверх по таблице.
Допуски на операции определяем по [20, таблица 4] для соответствующих видов обработки.
Наименьший предельный размер определяем для каждого технологического перехода, округляя расчетные размеры увеличением их значений. Округление производим до того же знака десятичной дроби, с каким дан допуск на размер для каждого перехода. Наибольшие предельные размеры dmax вычисляем прибавлением допуска к округленному наименьшему предельному размеру.
Результаты произведенных расчетов сведены в таблицу 2.7.
Производим проверки расчетов по формулам [6, с. 86]:
,
где и — предельные значения припусков максимальные и минимальные соответственно на i-й операции, мкм;
и — допуски на операции предыдущую и выполняемую операции соответственно, мкм.
Данные для расчета берем из таблицы 2.7.
Таблица 2.7 – Расчет припусков и предельных размеров по технологическим переходам на обработку поверхности диаметра гайки ходовой
| Техно-логичес-кие переходы | Элементы припуска, мкм | Расчет-ный при-пуск, 2Zmin, мкм | Расчет-ный размер, dp, мм
| Допуск δ, мкм | Предельный размер, мм | Предельное значение припуска, мкм | |||||
| Rz | T | ρ | ε | dmin | dmax | ||||||
| Заготов-ка | 200 | 300 | 1626 | 370 | — | 94,52 | 2300 | 94,52 | 96,82 | — | — |
| Обтачивание: | |||||||||||
| Черно-вое | 100 | 80 | 98 | 80 | 2·2128 | 90,264 | 540 | 90,26 | 90,80 | 4256 | 6016 |
| получисто-вое | 25 | 30 | 65 | 80 | 2·307 | 89,65 | 350 | 89,65 | 90 | 614 | 804 |
| Итого: | 5610 | 8060 | |||||||||
Производим проверки расчетов
;
мкм.
;
мкм.
Данные проверки выполняются, что подтверждает правильность расчетов. По найденным значениям строим схему расположения припусков (рисунок 2.7).
Рисунок 2.7. – Схема расположения припусков и допусков на обработку наружной поверхности гайки ходовой
2.8 Разработка операционного технологического процесса механической обработки
Весь технологический процесс представлен в приложении к данному проекту.
Рассмотрим его по операциям:
— операции 005 – заготовительная операция (рисунок 2.9);
Рисунок 2.9 – Заготовка, получаемая на заготовительной операции
— операция 010– токарная предварительная (рисунок 2.10) на Токарном станке СТ16К20. Обрабатывается базовая поверхность детали под последующие токарные операции. Применяемая СОЖ на операции 3-5%-ная эмульсия из BLASOCUT 2000 (3…5%);
Рисунок 2.10 – Заготовка, получаемая на 010 токарной операции
— операции 015–020 токарная (рисунки 2.11 и 2.12) на Токарном обрабатывающем центре Hardinge CONCUEST SV150. Обрабатывается деталь по контуру внутренние поверхности детали, производится несколько сверлений в торец. Применяемая СОЖ на операции 3-5%-ная эмульсия из BLASOCUT 2000 (3…5%);
Рисунок 2.11 – Заготовка, получаемая на 015 токарной операции
Рисунок 2.12 – Заготовка, получаемая на 020 токарной операции
Обработка на 020 операции включает в себя применение осевого приводного инструмента для обработки отверстия диаметром 6,6мм, имеющего глубину превышающую его диаметр более чем в 10 раз, следовательно, и для его обработки применяется цикл глубинного сверления на станке сЧПУ;
— операция 025 токарная (рисунок 2.13) на Токарном обрабатывающем центре Hardinge CONCUEST SV150. Обрабатывается внутренняя резьба в детали. Применяемая СОЖ на операции 3-5%-ная эмульсия из BLASOCUT 2000 (3…5%);
Рисунок 2.13 – Заготовка, получаемая на 025 токарной операции
— операция 030 – фрезерная (рисунок 2.14) на Широкоуниверсальном фрезерном станке с ЧПУ Chiron FZ08. Обрабатывается лыска на диаметральной поверхности детали. Применяемая СОЖ на операции 3-5%-ная эмульсия из BLASOCUT 2000 (3…5%);
Рисунок 2.14 – Заготовка, получаемая на 030 фрезерной операции
— операция 035 – фрезерная (рисунок 2.15) на Широкоуниверсальном фрезерном станке с ЧПУ Chiron FZ08. Обрабатывается паз и заход резьбы на торцовой поверхности детали; Применяемая СОЖ на операции 3-5%-ная эмульсия из BLASOCUT 2000 (3…5%);
Рисунок 2.15 – Заготовка, получаемая на 035 фрезерной операции
— операция 040 – фрезерная (рисунок 2.16) на Широкоуниверсальном фрезерном станке с ЧПУ Chiron FZ08. Обрабатывается паз и заход резьбы на второй торцовой поверхности детали. Применяемая СОЖ на операции 3-5%-ная эмульсия из BLASOCUT 2000 (3…5%);
Рисунок 2.16 – Заготовка, получаемая на 040 фрезерной операции
— операция 055 – шлифовальная (рисунок 2.17) на Резьбошлифовальном 3К228В делаем окончательную обработку внутренней резьбы. 5-10%-ный раствор полусинтетический СОЖ Аквол-11 по ТУ 38-40146-77.
Рисунок 2.17 – Заготовка, получаемая на 055 резьбошлифовальной
операции
Выбор методов и средств технического контроля качества деталей
Технический контроль качества изготовления деталей осуществляется пооперационно. Контроль исполнительных размеров выполняется непосредственно на оборудовании.
На фрезерных, токарных операциях применяется универсальное измерительное средство – штангенциркуль ШЦ 160-0.05.
Для контроля более точных исполнительных размеров получаемых на операции шлифования используют – нутромер 50-100 ГОСТ 9244-75.
При токарной обработке и сверлильной так же используют специальные мерители Калибры скоба и пробка. Так же профиль поверхности после чистовой токарной и шлифовальной обработок контролируют специальными шаблонами.
Для контроля размеров радиусных скруглений кромок применяют «Набор шаблонов радиусных». Так же для контроля шероховатостей применяют «Эталон шероховатостей» и проводят контрольное измерение профилометром.
В технологическом процессе введена также специальная контрольная операция, которая осуществляется не на металлорежущем оборудовании, используемом в технологии изготовления, а на измерительном контрольном столе, инструменты используют те же.
Выбор межоперационных транспортных средств
Масса детали не большая – 2,6 кг. Передача от станка к станку таких деталей осуществляется в специальной таре – ящике, в котором может быть уложено от 10 до 40 деталей. Ящик переносят от рабочего места к месту вручную или перевозят на специальной тележке.
Установку и перемещение оборудования на участке осуществляют специальной кран-балкой.
Стружку от оборудования отвозят так же в специальных ящиках, которые устанавливают на ручные тележки.
2.9 Выбор оборудования
Все токарные операции выполняются на токарном обрабатывающем центре — Hardinge CONCUEST SV150. Данный станок оснащается осевым приводным инструментом, для выполнения отверстий и пазов, расположенных не на главной оси детали, а параллельно ей или перпендикулярно. Его технические характеристики и изображение приведены ниже на рисунке 2.18.
Станки этой серии обеспечивают повышенный уровень качества и точности обработки и, помимо указанных выше характеристик, обладают следующими особенностями:
— шпиндель, изготовленный с высокой точностью;
— качество изготовления основных деталей станка подтверждено специальными сертификатами;
— чистота обработки — до 0,20 мкм;
— точность обработки — до 0,5 мкм на всей длине обработки (при любых диаметрах обрабатываемых деталей);
— точность повторяемости операций по всем осям — 0,76 мкм;
— точность повторяемости операций для револьверной инструментальной головки -1,27 мкм;
Опции, ось У:
-инструментальная оснастка;
— противошпиндель;
— ось С для основного шпинделя и/или противошпинделя;
— интерфейс для внешнего компьютера;
— шпиндель с частотой вращения 10000 об/мин;
— обдув воздухом;
— транспортер для удаления стружки;
— возможность выполнения операций фрезерования и сверления в осевом и радиальном направлениях;
— устройство для настройки инструмента;
— приспособление для сбора готовых деталей для основного шпинделя и противошпинделя.
— оснастка для крепления инструмента типа VDI и Т;
— датчик положения детали и др.
Токарные станки с ЧПУ серии CONQUEST
Надежность и качество исполнения, проверенные практикой эксплуатации.
В станках этой серии удачно сочетаются возможности токарной обработки самого высокого уровня качества с надежной проверенной конструкцией. Они позволяют успешно выполнять и черновую обработку с применением жестких режимов, и высококачественную чистовую.
Токарный станок с ЧПУ CONCUESTR SV150:
— максимальное перемещение по оси X — 353,1 мм;
— мощность привода главного движения — 7,5 кВт;
— частота вращения шпинделя – 1- 5000 об/мин;
— цанговый патрон 16С для обработки пруткового материала диаметром до 42 мм;
— возможность оснащения кулачковым патроном диаметром 250 мм и шпинделем с большим диаметром внутреннего отверстия;
— задняя бабка типа 3 МТ;
— система ЧПУ Hardinge/GE Fanuc 18-Т с ЖКИ монитором.
Опции: резольверная головка или противошпиндель.
Рисунок 2.18 — Токарный станок с ЧПУ CONCUESTR SV150
Фрезерно — сверлильная обработка вынесена на Широкоуниверсально- фрезерный станок с ЧПУ Chiron FZ08. Общий вид станка приведен на рисунках 2.19 и 2.20. Технические характеристики станка приведены ниже.
Рисунок 2.19 Широко — универсальный фрезерный станок с ЧПУ
Chiron FZ08
Рисунок 2.20 — Стол Широко — универсального фрезерного станка с
ЧПУ Chiron FZ08
Размеры перемещений по осям станка:
X 570
Y 360
Z 350
Размер конуса ISO 20
Максимальная частота вращения 8100 об./мин
Максимальный крутящий момент 122 Нм (2000 об./мин)
Максимальная мощность двигателя главного движения 12 кВт
Способ передачи крутящего момента прямой привод
Ускоренные перемещения 18,0 м/мин
Максимальная скорость подачи 12,7 м/мин
Точность позиционирования ±0,005 мм
Вес станка 5023 кг
2.10 Расчет и определение режимов обработки
Расчет режимов резания для различных операций выполняем аналитическим способом по рекомендациям [14, 15].
Операция 010
Обработка производится на токарно-фрезерном станке Hardinge CONCUEST SV150. Материал заготовки — сталь 20Х твердостью 179НВ с пределом прочности δв МПа, заготовка — прокат горячекатаный. Система станок — приспособление — инструмент — заготовка жесткая.
Переход 1
1 Подрезается торец цилиндра диаметром D =100 мм. Припуск на обработку (на сторону) h =1,4 мм. Параметр шероховатости обработанной поверхности Ra=20 мкм. Эскиз обработки приведен на рисунке 2.21.
Рисунок 2.21 — Эскиз операции 010 (переход 1)
2 Принимаем токарный подрезной резец отогнутый правый. Материал рабочей части — пластины — твердый сплав Т15К6; материал корпуса резца — сталь 45; сечение корпуса резца — 32×25 мм; длина резца 170 мм. Углы резца: α = 0°, γ =10 °, φ=93 °, φ1 =10 °; = 0 °.
3 Назначаем режим резания:
а) устанавливаем глубину резания. При снятии припуска за один проход t = h = 1,4 мм;
б) назначаем подачу при черновом подрезании согласно [14, таблица 11, с. 266]: = 0,5-1,2 мм/об., корректируем подачу по паспорту станка и принимаем = 0,5 мм/об.
4 Определяем скорость главного движения резания V, м/мин,
допускаемую режущими свойствами резца [14, с. 265]:
V = ,
Выписываем коэффициент и показатели степени формулы [14, таблица 17, с. 269]: C
1 2