или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
4.5. Определение годового объема работы РШП
Годовой объем работы рельсошлифовального поезда определяется службой пути дороги с учетом следующих факторов:
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
— фактическое состояние рельсов на участках, где планируется их шлифовка;
— продолжительность «окон»;
— количество рабочих дней и смен в году;
— рабочая скорость РШП;
— требуемое число проходов РШП.
Продолжительность «окна» определяется исходя из следующих факторов: протяженность участка шлифовки; рабочая скорость РШП, требуемое число проходов РШП. Наиболее оптимальным является «окно» продолжительностью 6-8 ч.
Рабочая скорость РШП выбирается в интервале 5-8 км/ч при сочетании максимальных значений съема металла и обеспечении требуемого качества шлифовки.
Требуемое число проходов РШП определяется в зависимости от фактического состояния рельсов и требуемой величины съема металла. В зависимости от глубины неровностей в соответствии с табл.4.3 определяется требуемое число проходов для данного участка. Подобная операция производится для каждого из участков, где планируется шлифовка рельсов.
Общее число километров прохода РШП определяется из учета продолжительности «окна» 6-8 ч, рабочей скорости РШП 6-7 км/ч, числа рабочих дней в году с учетом профилактики и ремонта РШП, транспортировки, числа дней в году с температурой ниже -20°С и выше +40°С – 200 рабочих дней. С учетом указанных факторов число километров прохода РШП составляет до 6000 км прохода.
Число так называемых физических километров определяется отношением числа километров прохода к средневзвешенному числу проходов РШП, которое с учетом фактического состояния новых рельсов, а также рельсов, лежащих в главных путях ОАО РЖД, должно составлять 3-4,5.
Следовательно, годовой объем физических километров для одной дороги на начальном этапе шлифования рельсов находится в диапазоне 1600-1800 км.
Последовательность планирования, шлифования и контроля работ по шлифованию рельсов.
Периодическое диагностирование поверхности катания рельсов на дороге производится путеизмерителем КВЛ-П 2.0. Они оснащены средствами измерения коротких неровностей, стыковых зазоров и ступенек в стыках (которые также относятся к импульсным неровностям). При отсутствии таких средств диагностирование производится ручными средствами ТИВИР, линейки и т.д.
Полученные данные передаются в службу пути диагностические центры дорог для планирования работы РШП, выбора участков для шлифования и определения параметров шлифования.
Первоочередными участками работы РШП являются титульные участки УК, УС, С, П, ППВ на путях 1-2-го классов, а также участки пути с недефектоскопируемыми рельсами из-за состояния их поверхности катания.
Во вторую очередь назначаются участки 1-2-го классов, на которых необходимо проводить шлифование рельсов по условиям периодичности.
Третья очередь — участки ремонтов на путях 3-го класса, четвертая — участки 3-4-го классов.
Разработанные центрами диагностики планы передаются в дистанции пути ПЧ.
При шлифовке рельсов изменение глубины неровностей происходит постепенно, сокращаясь по мере их выравнивания, т.к. при одном и том же удалении металла толщина съема уменьшается от верха волны рисунок 4.5.1.
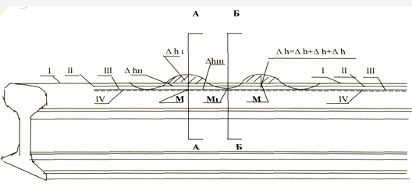
При примерно одинаковом объеме снимаемого металла первый проход, срезая гребень волны, дает наибольшее снижение волнообразного износа ∆ h1. Второй проход удаляет толщину в зоне волны ∆ h11 меньше h1, аналогично ∆ h111 меньше h11.
Данные по неровностям глубиной более «пороговых» значений, а также данные о зазорах и ступеньках, в стыках более регламентируемых размеров начальник вагона путеизмерителя передает в дистанцию пути.
Дистанции пути производят подготовку участков к шлифовке.
После проведения работ по шлифованию рельсов дистанции пути или диагностические центры дорог в соответствии с указанием начальника дороги производят контроль качества шлифовки посредством тележки ТИВИР и прибора Профилограф.
Подготовка пути к работе рельсошлифовальных поездов, участок, предназначенный для профильной шлифовки, должен быть подготовлен к пропуску РШП.
Железнодорожный путь не должен иметь отступлений в плане и профиле выше второй степени. Должны быть подтянуты стыковые и клемные болты, закреплены противоугоны, выключены путевые рельсосмазыватели.
Сварные стыки не должны иметь неровности более 1,0 мм на длине 1 м при 140 км/ч, и более 0,5 мм/м при 140 км/ч.
В случае наличия прогиба или смятия в сварном или сборном стыке глубиной, более указанных, их необходимо выправить машинами типа «Страйт». В необходимых случаях производятся наплавка стыков и их шлифовка.
Величина стыкового зазора должна быть не более 20 мм. Наличие зазора, более указанной, величины может привести к излому щупа контрольно-измерительной тележки РШП, повреждению механизмов крепления шлифовальных кругов.
При невыполнении данных требований начальником поезда составляется акт об имеющихся неисправностях в присутствии представителя дистанции пути дорожного мастера данного участка или его непосредственного начальника. Работы по шлифованию рельсов на данном участке проводятся только при устранении указанных неисправностей.
Порядок сдачи-приемки работ, после окончания работ рельсошлифовальным поездом профиль рельсов должен соответствовать проектному ремонтному профилю, определенному заданием.
Отклонения от проектного ремонтного профиля должны быть не более 0,2 мм на поверхности осевой линии профиля и 0,3 мм на боковой рабочей выкружке.
Отклонения размеров и допусков радиусов коробовой кривой ремонтных профилей не должны превышать: при мм; мм; мм.
На обработанной поверхности катания рельсов не должно быть трещин, задиров металла, продольных рисок глубиной более 0,03 мм, сплошных «прижогов» металла и других поверхностных дефектов.
В случае их обнаружения принимаются меры к устранению неисправностей, приводящих к появлению дефектов, и проводится дополнительное шлифование рельсов для устранения указанных дефектов.
Приемка работ от РШП производится представителем дистанции пути не ниже заместителя ПЧ и оформляется соответствующим актом. К акту прилагаются результаты записи волнообразного износа и поперечного профиля, снятые измерительными средствами РШП до и после шлифования.
Глубина «волн» после профильной шлифовки должна соответствовать требованиям заказчика с учетом наибольших скоростей движения по данному участку.
Не допускается оплата выполненных работ без наличия лент замеров волнообразного износа и поперечного профиля рельсов.
Кроме указанных, необходимо выполнять следующее требование: рельсы на участках, где производилось шлифование, не должны иметь сплошных следов, окрашенных в голубой цвет, т.е. прижогов металла.
Требования техники безопасности при производстве работ по шлифованию рельсов:
— запрещается находиться ближе 5 м от работающих шлифовальных тележек;
— выходить из поезда и заходить в него со стороны соседнего пути;
— находиться на междупутье между РШП и поездом, проходящим по соседнему пути;
— использовать опрыскивающую установку для мытья вагонов и шлифовальных тележек на электрифицированном участке;
— пропускать РШП через сортировочные горки.
При работе РШП в пределах станции дежурный по станции должен оповещать по громкоговорящей связи:
— пассажиров, находящихся на низкой пассажирской платформе монтеров пути с работающим по соседнему пути обрабатываемым РШП путем. Во время работы РШП на закрытом перегоне запрещается пропуск по пути наливных поездов с воспламеняющимися, а также взрывоопасными грузами.
ГЛАВА 5. РАСЧЕТ ТЕХНИКО-ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ШЛИФОВАНИЯ РЕЛЬСОВ РЕЛЬСОШЛИФОВАЛЬНЫМИ ПОЕЗДАМИ
5.1. Определение расходов на эксплуатацию РШП
В состав расходов на эксплуатацию РШП включаются:
— фонд оплаты труда, с учетом надбавки за разъездной характер работы;
— налоги на фонд оплаты труда;
— оплата стоимости за дизельное масло, смазку и топливо;
— расходы на абразивный инструмент;
— расходы на ремонт РШП;
— амортизационные отчисления, определяемые по действующим нормам амортизации основных производственных фондов.
Годовой фонд оплаты труда рассчитывается исходя из обслуживающего персонала РШП, часовой оплаты труда этого персонала, процента доплаты за разъездной характер работы этого персонала, оплаты за время отпуска.
При суммарной часовой оплате персонала РШП 472,95 рублей годовой фонд оплаты труда составит:
Згод=P*C*D*O (5.1.1)
где: P — обслуживающий персонал РШП;
C — часовая оплата труда;
D — процент доплат за разъездной характер работы;
O — оплата за время отпуска.
Згод = 251*472,95*1,08*8,0 = 1026000 руб.
Расходы на абразивный инструмент определяются исходя из его потребности на 1 км работы РШП, четыре круга на 1 км при четырех проходах РШП и стоимости одного круга 1270 рублей:
Забр =S*n*G, (5.1.2)
где: S — стоимости одного круга;
n — количество кругов;
G — полигон поверхности катания рельсов.
Забр = 1270 * 4 * 1500 = 7620000 руб.
В целом расходы по РШП, составят 20947,2 руб.
Капитальные вложения складываются из капитальных вложений на закупку комплектующих Ккомпл, стоимости работ по сборке РШП Ксб и капитальных вложений, связанных с созданием для РШП ремонтной базы или приспособления для РШП существующей ремонтной базы.
Примем, что Ккомпл=56334 руб., Ксб = 14000 руб., расчетная цена сборки РШП.
С учетом НДС равное 18% Ксб = 16800 тыс.руб., а капитальные вложения, связанные с обеспечением ремонтной базы, можно принять на уровне 10 % от стоимости РШП, что составляет 73134 тыс.руб..
В итоге капитальные вложения составят:
К= Ккомпл + Ксб (5.1.3)
где: Ккомпл – капитальные вложения на закупку комплектующих;
Ксб — стоимости работ по сборке РШП.
К = 56334 + 16800 = 80447 руб.;
Амортизационные отчисления по РШП, исходя из нормативного срока службы 15 лет, составляют:
Зам = 0,067* К (5.1.5)
Зам = 80447 * 0,067 = 5390 тыс. руб.
где: К – капитальные вложения.
5.2 Определение экономического эффекта
Экономический эффект от шлифования рельсов РШП образуется за счет следующих составляющих:
— сокращение объемов неотложных работ при текущем содержании пути;
— снижение расхода энергии на тягу поездов, вызванное устранением ограничений скорости движения;
— сокращение расходов на приобретение материалов верхнего строения пути;
— увеличение межремонтных сроков для верхнего строения пути;
— снижение энергетических затрат в части, зависящей от геометрического качества рельсов;
— сокращение потерь часов грузовых поездов;
— дополнительное увеличение объемов перевозки грузов;
— дополнительные доходы от ускорения доставки грузов;
— дополнительные доходы от высвобождения подвижного состава
Снижение расхода энергии на тягу поездов, вызванное устранением ограничений скорости движения на 1 км пути в течение суток, определяется по формуле:
Еэн = 3,8*Эрас*Ээл*0,015(V2уст – V2пр)Ггр, (5.2.1)
где:Vуст – установленная скорость, км/час;
Vпр – скорость по предупреждениям, км/ч;
Ггр – суточная грузонапряженность, млнткм.брутто;
Эрас – расход электроэнергии, км;
Ээл– стоимость 1 кВт/ч.
Принимая установленную скорость 80 км/ч. Скорость по предупреждениям 50 км/ч.
Ггр — средневзвешенную грузонапряженность на участках, где производилось шлифование рельсов, 30 млн.т.км/ брутто.
Расход электроэнергии 3,42 кВт/км.
Стоимость 1 кВт/ч – 5,0 руб.
Полигон поверхности катания рельсов 1500 км пути, где проводилось шлифование рельсов, получим стоимость экономии электроэнергии за 1 год работы:
Еэн = 3,8*3,42*5,0*0,015(802 – 502)*30=114039,9руб/км.
Сокращение расходов на приобретение материалов верхнего строения пути рассчитывается по формуле:
Епр = Ц*1,625*80*0,05*0,33, (5.2.2)
где: Ц – стоимость с учетом НДС 1 тонны рельсов типа Р65, Ц=28125 руб.;
1,625 – масса одного рельса типа Р65 длиной 25 метров;
80 – число рельсов на 1 км пути;
Епр = 28125*1,625*80*0,33 = 1206562,5 руб/км.
Снижение энергетических затрат в части, зависящих от геометрического качества рельсов. Удельное сопротивление движению поезда, обусловленное неровностями на поверхности катания головки рельса, определяется по формуле:
W = А02р2V2cоs2рVt, (5.2.3)
где: А0 – неровности поверхности катания головки рельса, мм/м;
V – скорость движения грузового поезда, м/с.
W = (0,5 – 0,3)*2*3,142*19,42*соs*2*3,14*19,4*0,05 = 1,05 кгс/тс.
Уменьшение энергетических затрат, обусловленное проведением периодических шлифовок рельсов, составляет:
329,2 * 1,05*30 = 10370 руб./км.,
где: 30 млн. т км брутто/км в год – грузонапряженность расчетного региона эксплуатации РШП.
Общее сокращение затрат в результате применения РШП с учетом годового объема шлифовки 1500 км составит 53089,5 руб.
Исходя, из плана шлифовки рельсов в 2015 году на дистанции эффективность шлифования рельсов РШП составит 2794,20 руб.
Шлифование рельсов дает следующие преимущества в области экономии, безопасности движения, комфорта и экологии:
— снижение уровня динамического взаимодействия пути и подвижного состава и, как следствие этого, значительное удлинение цикла выправки пути в плане и профиле, а значит, и уменьшение расходов на содержание пути, удлинение срока службы рельсов, шпал и рельсовых скреплений;
— уменьшение расходов по содержанию и ремонтам подвижного состава и увеличение его срока службы благодаря уменьшению усталости деталей и узлов подвижного состава; снижение тяговых усилий;
— повышение уровня безопасности движения, особенно на участках скоростного движения, так как шлифование рельсов улучшает взаимодействие колеса и рельса и снижает интенсивность образования и развития внутренних трещин, способных вызвать излом рельса под поездом;
— снижение уровня шума от проходящих поездов в 1,5-2 раза.
ГЛАВА 6. ОХРАНА ТРУДА. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПРОИЗВОДСТВЕ СВАРОЧНЫХ РАБОТ И АЛЮМОТЕРМИТНОЙ СВАРКЕ
6.1. Техника безопасности при сварочных работах
Сварочные работы относятся к виду работ с повышенным показателем опасности. Среди небезопасных производственных факторов выделяются:
— высокий уровень напряжение электросети;
— световое и ультрафиолетовое излучение сварочной дуги;
— вероятность появления искры и брызг;
— высокая температура сварочной дуги и материалов;
— давление газов, находящихся в баллонах.
Исходя из этого, техника безопасности при выполнении сварочных работ является очень актуальной темой. Ведь ее нарушение влечет за собой самые серьезные последствия. Среди самых частых травм, которые фигурируют в статистике, преобладают поражение электрическим током, ожоги глаз и незащищенных участков кожи и травмы механического свойства.
Создание необходимой изоляции проводов, питающихся от источника тока и специальное заземление аппаратов для сварки.
Работа должна осуществляться с сухой спецодежде с дополнительными средствами защиты и рукавицами. Для замкнутых пространств необходимо применение прорезиненных ковриков и галош.
Применение по возможности выключателей автоматического режима, которые разрывают ток в цепи при условии холостого хода.
Надежная изоляция электродержателя. Техника безопасности при выполнении сварочных работ предполагает, что электродержатель должен обладать повышенной прочностью и выдерживать более 8000 зажимов сварочного электрода.
Тщательная защита глаз от сварочного излучения. Световой луч представляет особую опасность для зрения. Поэтому защитные щитки и маски должны быть изготовлены только из высококачественных материалов и обладать прекрасными эксплуатационными характеристиками. Для защиты других участников процесса сварки должны использоваться переносные щиты и ширмы.
Сварочные установки и комплектующие перед началом работ должны внимательно осматриваться на возможность появления неисправностей.
Сварка объемных и крупных конструкций должна проходить только в специализированных помещениях, чтобы доступ и проход между конструкциями не был затруднен.
Дополнительные требования к технике безопасности.
Создание системы функционирующей вентиляции. Известно, что особую опасность для сварщика представляют пары, которые выделяются во время сварочного процесса. В дальнейшем они превращаются в конденсированные аэрозоли. Их химический состав зависит от типа сварки. Только вентиляция, снабженная вытяжным шкафом, местными отсосами позволяет снизить вредное влияние испарений на дыхательную систему сварщика.
Соблюдение требований безопасности при использовании баллонов с газом. Баллоны запрещено устанавливать поблизости от нагревательных приборов. Их эксплуатация должна производиться с осторожностью: не бросать и не переворачивать.
Также запрещается использовать отогревание баллонов, это может привести к взрыву. Большую опасность представляет и невнимательная транспортировка баллонов к месту сварки.
Сварка не должна проводиться в непосредственной близости от горючих и легковоспламеняющихся материалов.
Предупреждение возможности травматизма во время сборочных и транспортировочных работ. Как отмечается, чаще всего механические травмы можно получить из-за неисправности транспортных средств и такелажных приспособлений. Также вред здоровью можно нанести, если не использовать защитные очки при механической зачистке поверхности и швов от шлака.
Чтобы в максимальной степени предотвратить риск возникновения опасных ситуаций при проведении сварочных работ процесс сварку необходимо превращать в предельно автоматизированный процесс. Внимательное соблюдение основных требований техники безопасности сварочных работ значительно снижает вероятность травмирования.
Нарушение техники безопасности при проведении сварочных работ часто приводит к самым печальным последствиям – пожарам, взрывам и как следствие травмам и гибели людей.
Так же при сварке возможны следующие травмы – поражение электрическим током, ожоги от шлака и капель металла, травмы механического характера.
Для предотвращения всех этих положений важно неукоснительно соблюдать меры предосторожности.
Надежная изоляция всех, проводов, связанных с питанием источника тока и сварочной дуги, устройство геометрически закрытых включающих устройств, заземление корпусов сварочных аппаратов.
Заземлению подлежат корпуса источников питания, аппаратного ящика, вспомогательное электрическое оборудование.
Сечение заземляющих проводов должно быть не менее 25 мм. Подключением, отключением и ремонтом сварочного оборудования занимается только дежурный электромонтер. Сварщикам запрещается производить эти работы.
Применение в источниках питания автоматических выключателей высокого напряжения, которые в момент холостого хода разрывают сварочную цепь и подают на держатель напряжение 12 В.
Надежное устройство электрододержателя с хорошей изоляцией, которая гарантирует, что не будет случайного контакта токоведущих частей электрододержателя со свариваемым изделием или руками сварщика ГОСТ 14651-69.
Электрододержатель должен иметь высокую механическую прочность и выдерживать не менее 8000 зажимов электродов.
Работа в исправной сухой спецодежде и рукавицах. При работе в тесных отсеках и замкнутых пространствах обязательно использование резиновых галош и ковриков, источников освещения с напряжением не свыше 6-12 В.
При работе на электронно-лучевых установках предотвращение опасности поражения лучами жесткого рентгеновского почти полное поглощение вредных излучении, связанных с горением дуги.
Особую опасность в смысле поражения глаз представляет световой луч квантовых генераторов лазеров, так как даже отраженные лучи лазера могут вызвать тяжелое повреждение глаз и кожи.
Поэтому лазеры имеют автоматические устройства, предотвращающие такие поражения, но при условии строгого соблюдения производственной инструкции операторами-сварщиками, работающими на этих установках.
Защитные стекла, вставленные в щитки и маски, снаружи закрывают простым стеклом для предохранения их от брызг расплавленного металла. Щитки изготовляют из изоляционного металла фибры, фанеры и по форме и размерам они должны полностью защищать лицо и голову сварщика ГОСТ 1361-69.
Для ослабления резкого контраста между яркостью дуги и малой яркостью темных стен кабины последние должны быть окрашены в светлые тона серый, желтый с добавлением в краску окиси цинка с целью уменьшения отражения ультрафиолетовых лучей дуги, падающих на стены.
При работе вне кабины для защиты зрения окружающих, работающих сварщиков и вспомогательных рабочих должны применяться переносные щиты и ширмы.
Предотвращение опасности поражения брызгами расплавленного металла и шлака. Образующиеся при дуговой сварке брызги расплавленного металла имеют температуру до 1800°С, при которой одежда из любой ткани разрушается.
Для защиты от таких брызг обычно используют спецодежду брюки, куртку и рукавицы из брезентовой или специальной ткани. Куртки при работе не следует вправлять в брюки, а обувь должна иметь гладкий верх, чтобы брызги расплавленного металла не попадали внутрь одежды, так как в этом случае возможны тяжелые ожоги.
Для защиты от соприкосновения с влажной, холодной землей и снегом, а также с холодным металлом при наружных работах и в помещении сварщики должны обеспечиваться теплыми подстилками, матами, подколенниками и подлокотниками из огнестойких материалов с эластичной прослойкой.
Предотвращение отравления вредными газами и аэрозолями, выделяющимися при сварке. Высокая температура дуги 6000 — 8000°С, неизбежно приводит к тому, что часть сварочной проволоки, покрытий, флюсов переходит в парообразное состояние.
Эти пары, попадая в атмосферу цеха, конденсируются и превращаются в аэрозоль конденсации, частицы которой по дисперсности приближаются к дымам и легко попадают в дыхательную систему сварщиков.
Эти аэрозоли представляют главную профессиональную опасность труда сварщиков. Количество пыли в зоне дыхания сварщика зависит главным образом от способа сварки и свариваемых материалов, но в известной степени определяется и типом конструкций. Химический состав электросварочной пыли зависит от способов сварки и видов основных и сварочных материалов.
Существуют строгие требования в области вентиляции при сварочных работах. Для улавливания сварочного аэрозоля на стационарных постах, а где это возможно, и на нестационарных нужно устанавливать местные отсосы в виде вытяжного шкафа вертикальной или наклонной панели равномерного всасывания стола с подрешеточным отсосом и др.
При сварке крупногабаритных серийных конструкций на кондукторах, манипуляторах и т.п. местные отсосы необходимо встраивать непосредственно в эти приспособления. При автоматической сварке под флюсом, в защитных газах, электрошлаковой сварке применяют устройства с местным отсосом газов.
При использовании баллонов со сжатыми газами необходимо соблюдать установленные меры безопасности не бросать баллоны, не устанавливать их вблизи нагревательных приборов, не хранить вместе баллоны с кислородом и горючими газами, баллоны хранить в вертикальном положении. При замерзании влаги в редукторе баллона с СО2 отогревать его только через специальный электроподогреватель или обкладывая тряпками, намоченными в горячей воде. Категорически запрещается отогревать любые баллоны со сжатыми газами открытым пламенем, так как это почти неизбежно приводит к взрыву баллона.
При производстве сварочных работ на емкостях, ранее использованных, требуется выяснение типа хранившегося продукта и наличие его остатков. Обязательна тщательная очистка сосуда от остатков продуктов и 2-3-кратная промывка 10%-ным раствором щелочей, необходима также последующая продувка сжатым воздухом для удаления запаха, который может вредно действовать на сварщика.
Категорически запрещается продувать емкости кислородом, что иногда пытаются делать, так как в этом случае попадание кислорода на одежду и кожу сварщика при любом открытом источнике огня вызывает интенсивное возгорание одежды и приводит к ожогам со смертельным исходом.
Взрывоопасность существует и при выполнении работ в помещениях, имеющих большое количество пылевидных органических веществ пищевой муки, торфа, каменного угля. Эта пыль при определенной концентрации может давать взрывы большой силы.
Помимо тщательной вентиляции для производства сварочных работ в таких помещениях требуется специальное разрешение пожарной охраны.
Предотвращение пожаров от расплавленного металла и шлака. Опасность возникновения пожаров по этой причине существует в тех случаях, когда сварку выполняют по металлу, закрывающему дерево либо горючие изолировочные материалы, на деревянных лесах, вблизи легко воспламеняющихся материалов и т. п. Все указанные варианты сварки не должны допускаться.
Предотвращение травм, связанных со сборочными и транспортными операциями травмы механического характера. Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.
Основные причины травматизма при сборке и сварке:
— отсутствие транспортных средств для транспортировки тяжелых деталей и изделий;
— неисправность транспортных средств;
— неисправность такелажных приспособлений;
— неисправный инструмент кувалды, молотки, гаечные ключи, зубила и т.п.;
— отсутствие защитных очков при очистке швов от шлака; отсутствие спецодежды и других защитных средств.
Меры безопасности в этом случае:
— все указанные средства и инструменты следует периодически проверять;
— такелажные работы должны производить лица, прошедшие специальный инструктаж;
— от рабочих необходимо требовать соблюдения всех правил по технике безопасности, включая работу в спецодежде, рукавицах;
— использование средств индивидуальной вентиляции, где это необходимо и т.д.
Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.
Чтобы было удобно работать сварщикам нужно соблюдать следующие рекомендации:
— сборку и сварку крупногабаритных секций следует выполнять на специализированных местах, постелях, стендах, при этом должны быть обеспечены достаточные проходы с каждой стороны конструкции.
— при сварке объемных секций на высоте необходимо устраивать леса с расположением сварочного оборудования вне рабочего места сварщика.
— все оборудование, которое при неисправном состоянии может оказаться под напряжением, должно иметь индивидуальное заземление с выводом к общему защитному заземлению.
— все сварочные установки должны находиться под наблюдением наладчика-монтера.
— исправлять дефекты электросварочного оборудования имеет право только монтер-наладчик.
— при сварке крупногабаритных изделий следует применять защитные щиты-ширмы, ограждающие место сварки со стороны общих проходов.
6.2. Требования безопасности при алюминотермитной сварке рельсов
Работы по алюминотермитной сварке рельсов необходимо производить на закрытом для движения поездов участке пути.
При сварочных и путевых работах должны быть соблюдены требования:
— правил технической эксплуатации железных дорог РФ;
— инструкции по обеспечению безопасности движения поездов при производстве путевых работ;
— инструкции по текущему содержанию пути;
— правил по технике безопасности и производственной санитарии при производстве работ в путевом хозяйстве;
— требования пожарной безопасности при транспортировке, хранении и применении термита для сварки рельсов от 01.01.2001 г;
— правил по охране труда при содержании и ремонте железнодорожного пути и сооружений от 01.01.2001 года и временной инструкции по технике безопасности для сварщиков алюминотермитной сварки от 2003 г.
К выполнению работ по алюминотермитной сварке рельсов могут быть допущены сварщики-литейщики не моложе 18 лет, окончившие курс теоретической подготовки в специализированном учебном учреждении по программе, согласованной с Департаментом пути и сооружений.
Прошедшие практическое обучение в соответствии с Положением по практическому обучению сварщиков по алюминотермитной сварке рельсов от 01.01.2001 г. на производстве предприятий, аттестованные и имеющие удостоверение на право производства работ в соответствии с указанием от 01.01.2001 г. №С-902у «Об организации сварочных работ алюминотермитным способом».
При переходе от сварки рельсов типов Р65 к сварке рельсов типов Р50 и Р75 проводится дополнительная аттестация и переаттестация сварщиков в соответствии с указанием от 01.01.2001 г. №С-902у «Об организации сварочных работ алюминотермитным способом».
Работы по алюминотермитной сварке рельсов должны производится группой специалистов-сварщиков в составе не менее двух человек под руководством руководителя группы сварщиков.
Персонал бригады должен быть обеспечен спецодеждой, перчатками, защитными очками или щитками, защитными приспособлениями, средствами пожаротушения, иметь сигнальные жилеты.
Место проведения работ по алюминотермитной сварке рельсов должно быть защищено от попадания атмосферных осадков в зону сварки.
Образующиеся в процессе алюминотермитной сварки рельсов отходы в виде остатков литейных форм, литников и прибылей, абразивных кругов должны быть собраны и утилизированы как безопасные производственные отходы, чтобы исключить загрязнение окружающей среды.
При заправке и работе вспомогательного оборудования, использующего в качестве привода двигатель внутреннего сгорания, должна отсутствовать утечка нефтепродуктов топлива, масел.
При проведении сварочных работ должны быть предусмотрены меры, исключающие попадание нефтепродуктов в окружающую среду: исправные емкости для перевозки и хранения нефтепродуктов, воронки для заливки топлива и масел в агрегаты, поддоны или сборники протечек нефтепродуктов в местах залива.
При разъединении шлангов гидросистем исключить протечки масла в окружающую среду.
6.3. Выбор и расчет режимов сварки.
Режимом сварки называют совокупность характеристик сварочного процесса, обеспечивающих получение сварных соединений заданных размеров, формы и качества. При всех дуговых способов сварки такими характеристиками являются следующие параметры: диаметр электрода, сила сварочного тока, напряжение на дуге, скорость перемещения электрода вдоль шва, род тока и полярность. При механизированных способах сварки добавляют еще один параметр-скорость подачи сварочной проволоки, а при сварке в защитных газах — удельный расход газа.
Параметры режима сварки влияют на форму шва, а значит и его размеры: на ширину шва – е, усиление шва –q, глубину шва –h.
На форму и размеры влияют не только основные параметры сварки, но и такие технологические факторы, как род и полярность тока, наклон электрода и изделия, вылет электрода, конструктивная форма соединения и величина зазора.
Методика расчета режима ручной дуговой сварки.
Определяется площадь наплавки рисунок 6.3.1, как сумма площадей элементарных геометрических фигур, составляющих сечение шва.
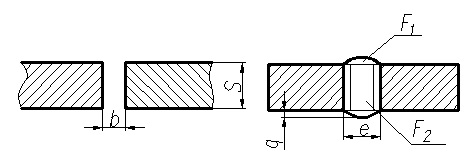
Площадь наплавки одностороннего сварного шва, выполненного с зазором, определяется по формуле, мм:
Fн= 2F1+F2, (6.3.1)
Fн =Sb+ 0,75eq, (6.3.2)
где: S-толщина деталей, мм;
b- зазор, мм;
e- ширина, мм;
q- высота усиления, мм.
Площадь наплавки стыкового шва с разделкой двух кромок и подваркой корня шва представлена на рисунке 6.3.2.
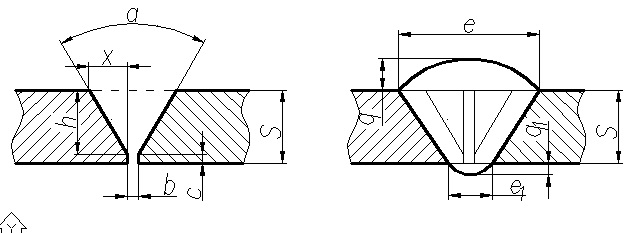
Площадь наплавки стыкового шва с разделкой двух кромок и подваркой корня шва определяется по формуле, мм:
F=Sb+ (S- с)2/ 2 + 0,75eq+0,75еαtg1q1, (6.3.3)
где: c- величина притупления, мм;
е1– ширина подварки, мм;
q1– высота подварки, мм;
a — угол разделки, мм.
При сварке многопроходных швов необходимо определить число проходов по формуле, шт:
n = (Fн – Fн1) / (Fнс) + 1 (6.3.4)
где: Fн – площадь всей наплавки, мм2;
Fн1– площадь первого прохода, мм2;
Fнс– площадь каждого последующего прохода, мм2.
При ручной сварке многопроходных швов первый проход выполняется электродами диаметром 3 – 4мм, так как применение электродов большого диаметра затрудняют провар корня шва.
При определении числа проходов следует учитывать, что сечение первого прохода не должно превышать 30-35мм2и может быть определено по формуле, мм2:
Fн1= (6 — 8)dэ, (6.3.5)
где: dэ – диаметр электрода для сварки корневого шва, мм.
Площадь наплавки последующих проходов определяется по формуле, мм2;
Fнс = (8 — 12)dэс, (6.3.6)
где: Fнс – площадь последующего прохода, мм;
dэс – диаметр электрода для сварки следующих швов, мм
При сварке многопроходных швов стремятся сварку проходов выполнять на одних и тех же режимах за исключением первого прохода.
Примерное соотношение между диаметром электрода и толщиной листов свариваемого изделия приведено таблице 6.3.1.
Диаметр электрода выбирается в зависимости от толщины свариваемого изделия.
Таблица 6.3.1 — Соотношение между диаметром электрода и толщиной листов свариваемого изделия.
| Толщина свариваемого изделия, мм | Диаметр электрода, мм |
| 2-1 | 1,5 – 2 |
| 4 – 5 | 3 |
| 6 – 12 | 3 – 4 |
| 13 и более | 5 – 5,5 |
| 6 и более |
Расчет силы сварочного тока Iсв производится по диаметру электрода и допускаемой плотности тока, А:
Iсв = πdэ2 / 4 * i (6.3.7)
где: i – допускаемая плотность тока, А/мм.
Величина допускаемой плотности тока в электроде при ручной дуговой сварке приведена в таблице 6.3.2.
Допускаемая плотность тока зависит от диаметра и вида покрытия электрода.
Таблица 6.3.2 — Величина допускаемой плотности тока в электроде при ручной дуговой сварке.
| Виды покрытия | Диаметр электрода | |||
| 3 | 4 | 5 | 6 | |
Кислое, рутиловое | 20-14 | 11,5 – 16 | 10 – 13,5 | 12,5-9,5 |
| Основное | 13 – 18,5 | 10 – 14,5 | 12-9 | 12-8,5 |
Напряжение на дуге не регламентируется и принимается в пределах 20…36В, то есть Uд = 20 – 36,B. Скорость сварки определяется из соотношения, м/час:
Vсв = (αн * Iсв) / (Fн * γ) (6.3.8)
где: aн– коэффициент наплавки, г/А ч;
γ — плотность наплавленного металла, г/см ;
Fн – площадь сечения наплавленного металла, мм2
Длина дуги при ручной дуговой сварке должна составлять, мм:
Lд = (0,5 – 1,2) γdэ, (6.3.9)
где: γ — плотность наплавленного металла, г/см;
dэ – диаметр электрода для сварки корневого шва, мм.
ЗАКЛЮЧЕНИЕ
В данном дипломном проекте был рассмотрен вопрос по организации среднего ремонта двух главных путей с применением алюминотермитной сварки станции Петряевка Горький – Казанский дистанции пути.
Детально проработан технологический процесс Средний ремонт двух главных путей с применением алюминотермитной сварки с учетом местных эксплуатационных характеристик участка.
Также уделено внимание алюминотермитной сварке 2-го главного пути станции Петряевка. Проанализирована балловая оценка Горький – Казанский дистанции пути.
В разделе по экономике произведен расчет экономии по различным показателям. Выполнен расчет технико-экономической эффективности шлифования рельсов рельсошлифовальными поездами РШП.
В разделе по охране труда рассмотрен вопрос по технике безопасности при производстве сварочных работ. Произведен расчет режимов сварки.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
- Инструкция по текущему содержанию железнодорожного пути. Утверждено распоряжением ОАО «РЖД» 31.12.2015 г.
- Положение о ведении путевого хозяйства
- Методика классификации и специализации железнодорожных линий ОАО «РЖД» Утверждена Распоряжением ОАО «РЖД» 23 декабря 2015 г. №3048 р
- Положение об организации участковой системы текущего содержания пути. Утверждены распоряжением ОАО «РЖД» от 29 декабря 2011 г. № 2847 р.
- Технические условия на работы по реконструкции (модернизации) и ремонту железнодорожного пути. Утверждены распоряжением ОАО «РЖД» от 18 января 2013 г. № 75р
- Правила технической эксплуатации железных дорог Российской Федерации. Утверждены приказом Минтранса России от 21.12.2010 г.
- Крейнис З.Л., Певзнер В.О. Проектирование технологического процесса ремонта пути.: Уч. пос.-М.:РГОТУПС, 1999.-44с
- Климов В. Г., Бердников В. С. Опыт применения средств неразрушающего контроля при дефектоскопии алюминотермитных сварных стыков //В мире неразрушающего контроля. 2007. № 3 (37), сентябрь
- Сварка рельсов алюминотермитная методом промежуточного литья: ТУ 091-127-01124323-2005
- Метод ультразвукового контроля сварных стыков рельсов: СТО «РЖД» 1.11.003-2009
- Положение о комплексной системе шлифовки рельсов в пути №ЦПТ-80/92 от 05.12.02г.
- Правила контроля стыков алюминотермитной сварки рельсов в пути: ПР 07.41-2006г.
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.