1 2
Для каждой операции в системе можно установить ряд специальных плоскостей, или уровней. Нижний и верхний уровень обработки определяют соответствующие границы обработки по Z. Элементы рабочего задания, подлежащие обработке, но лежащие вне границ нижнего и верхнего уровня, не будут обработаны.
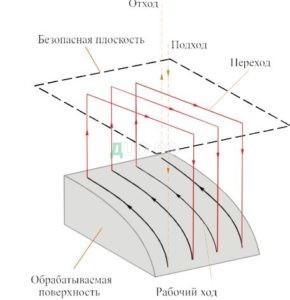
Под безопасной плоскостью понимается горизонтальная плоскость, расположенная на таком уровне, чтобы любые перемещения инструмента выше этой плоскости не приводили к столкновению инструмента с обрабатываемой деталью или какой-либо технологической оснасткой. Все горизонтальные перемещения на ускоренной подаче производятся в безопасной плоскости.
Уровень безопасной плоскости должен быть выше верхнего уровня обработки. Рекомендуется задавать уровень безопасной плоскости выше, чем самая верхняя точка обрабатываемой детали, заготовки или технологической оснастки, с которой возможны столкновения на ускоренной подаче.
В случае 3D обработки может задаваться не уровень безопасной плоскости, а безопасное расстояние, то есть расстояние от обрабатываемой поверхности до поверхности, на которой разрешены ускоренные перемещения.
Настройки подхода-отхода и врезания регулируют тип вхождения в траекторию в плоскостях перпендикулярных и параллельных оси вращения шпинделя соответственно (рисунок 2.3).
При невозможности подойти к обрабатываемому участку снаружи (например, в случае закрытого кармана) система автоматически генерирует команды врезания для подхода к первой точке рабочего хода.
Процедура врезания состоит из следующих шагов:
1. Подвод инструмента в точку опускания выше безопасной плоскости операции.
2. Вертикальное опускание на ускоренной подаче до безопасного уровня или до безопасного расстояния (в зависимости от установок).
3. Вертикальный спуск на рабочей подаче подхода до начала заданного врезания.
4. Установленное технологом врезание (осевое, по спирали, зигзагом).
5. Начало подхода.
Для определения координат врезания в некоторых случаях используют предварительно созданные пользователем точки (точки засверливания), а в случае их отсутствия координаты врезания определяются автоматически.
Большинство систем поддерживают три типа врезания: осевое, зигзагом и по спирали. Осевое врезание осуществляется по вертикальной прямой в первую точку подхода. Осевое врезание без предварительного сверления отверстия крайне негативно сказывается на стойкости фрезы и его необходимо избегать, применяя более щадящие методы: врезание зигзагом или по спирали.
Эти методы позволяют сместить нагрузку с торца фрезы на ее боковую поверхность и чем длиннее перемещение в плоскости XY относительно врезания по Z, тем большая стойкость инструмента может быть достигнута по сравнению с осевым врезанием.
Для обеспечения большей гибкости управления началом и окончанием процесса резания и повышения качества обработки в CAM системах могут быть предусмотрены специальные схемы подходов и отходов. Под подходом (отходом) понимается последовательность перемещений инструмента к началу (из конца) рабочего хода. Подходы добавляются в начало каждого рабочего хода, соответственно отходы добавляются в конец каждого рабочего хода. При использовании в программе коррекции на радиус инструмента траектории подхода- отхода могут использоваться для её включения-выключения. Таким образом, подход-отход может состоять из трех участков – участка включения коррекции, непосредственно участка самого подхода, а также участка, представляющего собой удлинение обрабатываемого контура. Оперируя этими тремя способами можно получить наиболее оптимальную траекторию в каждом конкретном случае.
При высокоточной обработке важно помнить, что любая CAM система преимущественно работает не с точными, а с аппроксимированными дугами окружностей и отрезками прямых траекториями движения инструмента. Точностью обработки в CAM системе называется максимальное отклонение аппроксимированной траектории инструмента от идеальной, математически точной. Суммарная точность обработки формируется сложением двух величин допустимого отклонения: в деталь и от детали (рисунок 4).
Отклонение от детали определяет максимально допустимое отклонение инструмента от поверхности обрабатываемой детали (в сторону инструмента), тогда как отклонение в деталь, определяет максимально допустимое врезание инструмента внутрь обрабатываемой детали (от инструмента).
Рисунок 2.4. Отклонения от детали.
Следует учитывать, что повышение точности (уменьшение суммы отклонений) ведет к повышению длительности расчетов и увеличению размера управляющей программы, за счёт разбиения криволинейных траекторий на большее число участков.
В большинстве случаев удобнее задавать отклонение в деталь равным нулю, а от детали – равным требуемой точности обработки. При таких параметрах минимальная толщина слоя остаточного материала будет равна установленному припуску. Если же отклонение в деталь не равно нулю, то минимальная толщина слоя остаточного материала будет меньше заданного припуска на величину отклонения в деталь.
Современные системы ЧПУ в последних версиях поддерживают обработку вдоль NURBS кривых, задавая их в аналитическом виде, что позволяет обрабатывать их с высочайшей точностью, однако эта опция должна быть поддержана со стороны CAM системы.
Рабочее задание формируется из набора плоских кривых,
определяющих границы кармана, а также границы островов (объектов, расположенных внутри кармана и не подлежащих обработке данной операцией). В операции производится выборка всего материала заготовки, находящегося внутри контура и вне запрещенных зон (островов).
Материал удаляется слой за слоем, с заданным шагом между слоями. Существует большое количество стратегий для выборки
материала в рамках слоя, однако они являются различными вариациями двух основных стратегий:
Зигзаг – выборка производится линейными перемещениями, совмещая попутное и встречное фрезерование. Данный способ предназначен для черновой выборки материала. При использовании данной стратегии рекомендуется задавать угол обработки таким образом, чтобы длинные линейные перемещения проходили вдоль наибольшей из сторон кармана (рисунок 2.5).
Использование такой стратегии обычно совмещают с чистовым проходом вдоль стенок кармана для очистки их от гребешков.
Спираль – выборка производится спиральными ходами, которые начинаются от края заготовки, либо от центра, каждый из которых является эквидистантой внешней формы кармана (рисунок 2.6).
Рисунок 2.5. Пример зигзагообразной траектории.
Рисунок 2.6. Пример спиральной траектории.
В параметрах обработки задаётся перекрытие между ходами, обычно в долях от диаметра используемого инструмента.
Переход к следующему слою обработки может осуществляться либо одним из способов врезания (осевое, по спирали, зигзагом), либо через точки предварительного засверливания, которые можно задать в параметрах операции.
2.2 Анализ и расчет сил, возникающих при фрезеровании концевыми фрезами.
Для оптимизации режимов резания с учетом исключения деформаций элементов ВКО рассчитаны силы, действующие при фрезеровании кармана. Отличительной особенностью выполненного расчета является определение сил и давлений от торцевых кромок фрезы.
На рисунке 2.7 показано положение фрезы при врезании под углом для чистового фрезерования дна кармана. Со стороны радиусной части кромки 23 и торцевых кромок 34, 56 на дно кармана действуют силы: P223 P234 P256.
Рисунок 2.7. Схема врезания, действующих сил и давлений при чистовой обработке дна кармана
Концевая фреза имеет конструктивные параметры: наружный диаметр d, число зубьев z, радиус при вершине зуба r, главный угол в плане, вспомогательный угол в плане, φ, φ1 соответственно. Фреза обрабатывает паз или уступ шириной резания B (размер, параллельный оси фрезы) и глубиной резания t (размер перпендикулярный оси). Кинематическими параметрами процесса являются: частота вращения фрезы n, подача s, которая в общем случае имеет направление под углом τ к продольному перемещению стола фрезерного станка.
Общая схема кинематических параметров и сечения срезаемого слоя приведена на Рис. 2.8.
Силовые параметры рассчитаны для общей схемы фрезерования концевой фрезой паза (уступа) с движением подачи под углом τ к продольному движению стола фрезерного станка. Рассмотрены силовые параметры раздельно по кромкам: винтовой 12, радиусной 23, торцевой 34 (Рис. 2.9). Показаны соответствующие сечения лезвия: N-N, N1-N1, N2-N2. В каждом сечении кромка имеет радиус округления ρ, а точка А разделяет толщину среза α на стружку и деформированный поверхностный слой толщиной h. Точке А соответствует отрицательный передний угол γk. На передней поверхности со стороны инструмента на стружку действует сила Rc под углом действия ω к скорости резания v. На задней поверхности со стороны фрезы на обработанную поверхность действует нормальная сила P2 и касательная сила F2.
Для расчета среднего значения угла сдвига (2.8) использовано выражение, учитывающее влияние параметров срезаемого слоя и упругих свойств обрабатываемого и инструментального материалов по предложению Старкова В.К. [47], и после преобразований принимает вид
В соответствии со схемой, представленной на рисунке 2.9 лезвие зуба инструмента оказывает силовое воздействие на обработанную поверхность по площадке износа величиной hz и по дуге режущей кромки AB. Здесь принято равномерное контактное давление σm. Величина этого давления является одним из выходных параметров расчетного алгоритма и использована для моделирования деформации тонкостенных деталей из алюминиевых сплавов.
2.3 Выводы по второй главе:
Создание имитационной модели и написание УП в программе SprutCAM позволит значительно облегчить процесс поиска наилучших условий фрезерования глухих тонкостенных карманов на оборудовании, минимизировав время обработки. Кроме того, использование имитационной модели и УП в программе SprutCAM позволяет проводить виртуальные испытания оборудования и настройки параметров обработки, что снижает вероятность ошибок и повреждений при фрезеровании.
Результат анализа и расчета сил, возникающих при фрезеровании концевыми фрезами, поможет определить оптимальные режимы резания для минимизации деформаций исследуемого элемента – тонкостенного глухого кармана.
3. СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ГЛУХИМИ ТОНКОСТЕННЫМИ КАРМАНАМИ.
3.1 Особенности конструкции имитационной модели изделия с глухими тонкостенными карманами.
Модель представляет собой сегмент плиты прямоугольной формы толщиной 40 мм, в которой располагаются карманы размером 100х100 мм и глубиной 38 мм. Толщина стенки между ячейками при этом 2±0,2 мм, толщина дна соответственно 2±0,2 мм. Шероховатость поверхностей задана на уровне Ra 3.2 мкм. Визуальное отображение параметров на рисунке 3.1.
Радиус скругления в углах 10 мм, радиус скругления по дну составляет 2 мм. Материал – алюминий-скандиевый сплав 01570С, также возможно применение высокопрочных алюминиевых сплавов, таких как алюминий-литиевый сплав В1469 и АМг6.
Рисунок 3.1. – Чертеж экспериментальной детали, используемой в исследовании.
Сравнительная характеристика прочностных свойств [40-42] этих сплавов представлена в Таблице 3.
Таблица 3. Прочностные свойства алюминиевых сплавов.
| № | Сплав | Механические свойства сплавов | ||
| σв, МПа | σ0,2, МПа | Δ, % | ||
| 1 | Алюминий-магниевый сплав Амг6 | 300 | 140 | 6 |
| 2 | Алюминий-скандиевый сплав 01570С | 373 | 245 | 15 |
| 3 | Алюминий-литиевый сплав В-1469 | 560 | 540 | 10 |
Как видно из Таблицы 4, прочность перспективных алюминиевых сплавов существенно выше прочности стандартного для авиакосмической отрасли сплава АМг6, что необходимо учитывать при назначении режимов обработки и назначении стойкости инструмента.
3.2 Исследование технологичности обработки изделия, состоящего из глухих тонкостенных карманов.
Технологичность конструкции изделия — совокупность свойств конструкции изделия, определяющих ее приспособленность к достижению оптимальных затрат при производстве, техническом обслуживании и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ [43].
Отработка конструкции изделия на технологичность — часть работ по обеспечению технологичности, направленная на достижение заданного уровня технологичности и выполняемая на всех этапах разработки изделия [43].
Технологичность исследуемой детали при механической обработке определяется материалом для ее изготовления в совокупности с ее геометрическими размерами, их допусками и шероховатостью поверхностей (3.1). В общем виде технологичность можно представить:
T = M, G, IT, Ra , (3.1)
где M — материал детали;
G — геометрические размеры;
IT — допуски на размер;
Ra — шероховатость поверхности.
С учетом этого, технологичность ВКО предлагается оценивать технологическими коэффициентами (Рис. 3.3), представляющими собой отношения геометрических параметров (3.2; 3.3):
Kp = Hp / Sp , (3.2)
где Кр – коэффициент ребра;
Нр – высота ребра;
Sp – толщина ребра;
Kд = Lд / Sд , (3.3)
где Kд – коэффициент дна;
Lд – минимальная длина кармана;
Sд – толщина дна;
Рис. 3.2. Параметры ячеек детали.
Принимая во внимание заданные параметры вафельных конструкций, применяемых в авиакосмической промышленности, а именно: материал — высокопрочный алюминиевый сплав, допуск на толщину дна и ребер ±0,2 мм, шероховатость Ra 3.2 мкм, анализ технологичности ВКО корпусной детали базируется на расчете коэффициентов Kp и Kд
Величина коэффициентов Kp и Kд в зависимости от технологичности ВКО представлена в Таблице 5.
Таким образом, алгоритм исследования технологичности при изготовлении изделий с вафельной конструкцией оболочки показан на рисунке 3.3: после окончания конструирования изделия производится отработка на технологичность, включающая в том числе анализ обрабатываемости ВКО путем расчета коэффициентов Kp и Kд .
Таблица 4. Значения коэффициентов Kp и Kд.
| Технологичность
Коэффициент | Технологична (конструктивные размеры не влияют на получение ее параметров) | Ограниченно технологична (имеются ограничения по режимам обработки) | Нетехнологична (изготовление с заданными параметрами представляет высокую сложность) |
| Kр | < 15 | 15 — 30 | > 30 |
| Кд | < 40 | 40 — 60 | > 60 |
По результатам расчета принимается решение:
— обечайка с вафельной конструкцией технологична при производстве;
— обечайка с вафельной конструкцией технологична, но для производства
с целью минимизации трудоемкости при отладке требуется проведение расчетно-аналитических работ по определению стратегий и режимов обработки;
— обечайка с вафельной конструкцией нетехнологична, существует большая сложность при механической обработке для получения заданных параметров конструкции, по возможности требуется пересмотр конструкции.
Рис. 3.3. Алгоритм исследования технологичности при изготовлении изделий с глухими карманами.
Изделие имеет размер карманов 100х100х40мм с толщиной ребер 2 мм и дна 2мм.
Коэффициент ребра: Kp = Hp / Sp =38/2=19
Коэффициент дна: Kд = Lд / Sд = 100/2 = 50
Таким образом, для обработки кармана требуется проведение расчетно- аналитических работ для исключения деформации дна кармана и его стенок от сил резания.
3.3 Выбор стратегий обработки типового элемента детали
Типовым элементом конструкции является карман. Для анализа в качестве примера возьмем экспериментальную деталь с заданными параметрами, представленную на рисунке 3.1.
Исходя из геометрии обрабатываемого и материала детали, выбираем режущий инструмент для чистовой обработки алюминиевых сплавов — концевая фреза диаметром 16 мм и радиусом 2 мм на торце.
Стратегии врезания и обработки карманов общеизвестны, их выбор может зависеть от нескольких факторов, таких как геометрические параметры обрабатываемого элемента, геометрия режущего инструмента, возможности оборудования, заданные допуски и шероховатости поверхностей. Рассмотрим оптимизацию вариантов стратегий врезания и обработки на основе возможностей САПР «SprutCAM» [44-45].
Так как карман является внутренней полостью с замкнутым контуром, то начало обработки на глубину прохода с подходом со стороны осуществить невозможно. Поэтому перед началом обработки полости на глубину прохода необходимо осуществить врезание на эту глубину, либо предварительно выполнить отверстие для захода фрезы.
Вариант с предварительной обработкой отверстия менее предпочтителен, т.к. требуется настройка, установка и использование дополнительного инструмента, время на смену инструмента, в то время как трудоемкость такой обработки сопоставима с врезанием современными твердосплавными фрезами для обработки алюминия. Кроме того, на последнем проходе процесс врезания фрезой в любом случае необходим, т.к. конус на торце сверла не позволит выполнить отверстие, не задевая плоскость дна кармана.
Поэтому далее рассмотрим варианты стратегий врезания фрезой на глубину прохода. Можно выделить 3 принципиально различных стратегии врезания, наиболее часто использующихся при обработке полостей с замкнутым контуром:
— врезание «по вертикали» показано на рисунке 3.4 — движение фрезы вертикально вниз, аналогично движению сверла. Характеризуется небольшой подачей и возникновением высокой нагрузки в момент окончания врезания и перехода к обработке заданной глубины прохода на рабочей подаче, что может привести к деформации дна кармана. Подходит только для фрез, имеющих зуб на торце с «перекрытием».
— врезание «спиральное» показано на рисунке 3.5 – движение фрезы вниз по 3 координатам одновременно по спиральной траектории. Характеризуется высокой подачей, сопоставимой с основной подачей обработки, нагрузка в момент перехода к обработке на рабочей подаче заданной глубины прохода минимальна. После врезания остается колодец врезания заданного диаметра, который затем фреза пересекает при обработке глубины прохода. В момент входа в колодец и выхода из него на рабочей подаче фреза испытывает разнонаправленные скачки нагрузки, что негативно сказывается на ее стойкости, ограничивает режимы обработки и ухудшает шероховатость поверхности по дну кармана. Походит для большинства современных фрез, имеющих возможность врезания под углом.
— врезание «спиральное по контуру» показано на рисунке 3.6 – движение фрезы по 3-м координатам попеременно, с изменением направления эквидистантно контуру обработки.
Рисунок 3.4. Врезание «по вертикали»
Рисунок 3.5. Врезание «спиральное»
Рисунок 3.6. Врезание «спиральное по контуру»
Характеризуется высокой подачей, сопоставимой с основной подачей обработки, нагрузка в момент перехода к обработке заданной глубины прохода минимальна. После врезания остается колодец, имеющий геометрию, эквидистантную контуру обработки, который затем фреза пересекает при обработке слоя кармана, испытывая плавные изменения нагрузки, т.к. и колодец, и траектории движения фрезы при стратегиях «эквидистанта» и «спираль» имеют эквидистантные траектории. Данная стратегия подходит для большинства современных фрез, имеющих возможность врезания под углом.
С точки зрения машинного времени процесса врезания описанные выше стратегии принципиально не отличаются. Врезание «вертикальное» имеет наименьшую длину траектории, однако и минутная подача значительно ниже, чем у двух последующих стратегий. Стратегии врезание «спиральное» и «спиральное по контуру» имеют приблизительно одинаковые длины траекторий и величину подачи, поэтому машинное время обработки идентично (Таблица 6).
Таким образом, исходя из проведенного анализа, принимаем оптимальной стратегию врезания спиральное по контуру – она обеспечивает движение фрезы с плавными изменениями нагрузки, что позволяет работать на высоких режимах резания, а также подходит для большинства современных фрез.
Далее рассмотрим возможные стратегии обработки кармана на основе возможностей модуля САМ САПР «SprutCAM».
Принципиально можно выделить 4 типа стратегий, которые можно использовать для обработки кармана, это:
— «параллельная обработка» — прямолинейные движения фрезы вдоль одной из сторон контура, со сдвигом на величину глубины резания на рабочей подаче вдоль другой из сторон контура (рисунок 3.7). Эта стратегия характеризуется частой сменой направления движения на 180° и сменой встречной на попутную схему фрезерования и наоборот, что негативно сказывается на стойкости инструмента, качестве обработки и требует корректировки режимов обработки в сторону сокращения. При такой стратегии, как правило, требуется последний чистовой проход из-за остающихся гребешков по сторонам сдвигов на величину глубины резания.
Таблица 5 — Стратегии врезания
| Стратегия Критерий | «Вертикальное» | «Спиральное» | «Спиральное по контуру» |
| Подача, мм/мин | 80 | 600 | 1200 |
| Частота вращения, об/мин | 1200 | 6000 | 6000 |
| Скорость резания, м/мин | 60 | 200 | 300 |
| Нагрузка на инструмент (Р, Мкр.) | Высокая, переменная | Высокая, переменная | Минимальная, постоянная |
| Инструмент | С возможностью вертикального врезания | С возможностью врезания под углом | С возможностью врезания под углом |
| Tмаш, сек* | 0.43 | 0.40 | 0.38 |
* — данные при обработке одного слоя кармана заданного размера с врезанием фрезой диаметром 16 мм и радиусом 2 мм на торце.
— «адаптивная SC» — движения фрезы идет по спирали начиная от центра кармана до его сторон. Эта стратегия характеризуется возможностью выбора встречной или попутной схемы фрезерования (рисунок 3.7). При стратегии «Адаптивная SC» требуется последний чистовой проход из-за остающихся гребешков по сторонам сдвигов на величину глубины резания.
Все эти факторы существенно увеличивают трудоемкость обработки кармана.
Рис. 3.7. Стратегии обработки «параллельная» и «адаптивная SC»
— «эквидистанта» — обработка кармана по контурам, эквидистантным контуру кармана, со сдвигом на глубину резания от контура к контуру (Рис. 3.9). Эта стратегия характеризуется равномерной нагрузкой на инструмент при движении по контурам и изменениями нагрузки при переходе от контура к контуру, что требует корректировки режимов обработки в сторону сокращения.
Рис. 3.8. Стратегия обработки «эквидистанта» без функции и с функцией скругления траектории.
При использовании стратегии «эквидистанта» существенно снижаются скачки нагрузки, а применение функции введения радиуса скругления в углах траектории позволяет интенсифицировать режимы обработки (Рис. 3.9). При такой стратегии в большинстве случаев не требуется чистовой проход по контуру кармана, им является последний эквидистантный проход.
— «спираль» — обработка кармана вдоль контура по спирали, с шагом, равным глубине резания (Рис. 3.10). Эта стратегия характеризуется постоянной нагрузкой на инструмент в течении всего времени обработки кармана, что позволяет максимально интенсифицировать режимы обработки. Применение функции введения радиуса скругления в углах траектории также позволяет интенсифицировать режимы обработки (Рис. 3.10).
В большинстве случаев не требуется чистовой проход по контуру кармана, последний эквидистантный проход формируется автоматически.
Рис. 3.9. Стратегия обработки «спираль со скруглением» и стратегия «глубокое скоростное фрезерование».
Таким образом, оптимальной стратегий обработки кармана следует принять «спираль» с функцией введения радиуса скругления как стратегию, обеспечивающую максимальную производительность и плавность обработки.
Сравнительные характеристики стратегий представлены в Таблице 7.
Таблица 6 — Стратегии обработки слоя кармана.
| Стратегия
Критерий | «Параллельная» | «Адаптивная SC» | «Эквидистанта» | «Спираль» | Глубокое скоростное фрезерование |
| Нагрузка на инструмент | Высокая, кратковременная | Минимальная постоянная | Низкая постоянная | Минимальная постоянная | Высокая постоянная |
| Врезание | однократное | однократное | однократное | однократное | однократное |
| Чистовой проход | Требуется | Требуется | Не требуется | Не требуется | Требуется |
| Режим обработки | Ограничен перегибами траектории | Не оптимален для фрезерования глухих карманов | Ограничен при переходе от контура к контуру | Ничем не ограничены, наилучшие | Ограничен стойкостью и инерционностью оборудования |
| Тмаш*., мин | 8,29 | 10,52 | 7,20 | 7,08 | 7,53 |
*- данные при постоянной схеме врезания «спиральное по контуру»
Таким образом, на рисунке 3.10 представлена рекомендуемая технология обработки кармана.
Рис. 3.10. Рекомендуемая технология обработки кармана
— обработка кармана одним инструментом – концевой фрезой диаметром 16 мм и радиусом 2 мм на торце;
— стратегия врезания: «спиральное по контуру»;
— стратегия обработки слоя кармана: «спираль» со скруглением;
— ширина резания 4 мм, глубина резания 4 мм, стенки начисто, по дну предварительно с припуском 0,8 мм для чистового прохода.
3.4 Совершенствование режимов резания глухого тонкостенного кармана
По результатам расчета сил по формулам в главе 2.2 проведено совершенствование параметров режима резания, непосредственно влияющих на деформацию дна, а именно — подачи на зуб Sz и угла врезания τ (рисунок 3.11)
Рисунок 3.11 График совершенствования параметров режима обработки кармана при различных значениях Kд: ▇ 40 < Kд < 60; ● 60 < Kд < 100
Область допустимых параметров режима резания при обработке дна кармана с Kд < 40 не ограничена ввиду отсутствия существенных деформаций дна.
Область допустимых параметров при обработке дна кармана для диапазона 40 < Kд <60 ограничена уравнением:
Sz = 1,917τ–1,36.
Тогда при угле врезания τ = 5° максимальная подача составляет Sz = 0,2 мм/зуб, при угле врезания τ = 7° максимальная подача Sz = 0,13 мм/зуб.
Область допустимых параметров при обработке дна кармана для диапазона 60 < Kд <100 ограничена уравнением:
Sz = 0,615τ–1,32.
Обработку ячейки изделия можно вести только на минимальных режимах обработки τ = 5°; Sz = 0,05 мм/зуб.
Максимальная ограничивающая подача выбрана Sz = 0,2 мм/зуб.
Прямая Sz = 0,17 мм/зуб ограничивает максимальную подачу на зуб, допустимую для крупногабаритного оборудования вследствие инерционности его узлов.
Прямая Sz = 0,1 мм/зуб ограничивает минимальную подачу на зуб, принятую для обеспечения процесса резания при условии появления, принятого как ограничение максимально допустимого износа по задней поверхности режущей кромки hzmax = 0,1 мм.
3.5 Выводы по третьей главе:
Рассмотрены особенности конструкции изделия с глухими тонкостенными карманами, проведено исследование технологичности детали, что выявило проблемные места при фрезеровании кармана и необходимость в подборе режимов резания.
Изучены различные стратегии обработки детали. Были выделены ключевые элементы, такие как тип врезания режущего инструмента и стратегия выборки. Их необходимо учитывать при создании управляющей программы в SprutCAM. В результате выбор оптимальной стратегии обработки элементов позволит снизить время обработки, улучшить точность.
Аналитически найдены оптимальные параметры резания, которые позволяют минимизировать деформации элемента дна и стенок кармана.
ЗАКЛЮЧЕНИЕ
В выпускной квалификационной работе решается задача обеспечения заданных геометрических размеров, допусков и требуемой шероховатости поверхностей у изделия с глухими тонкостенными карманами.
В работе был проведен анализ причин и существующих методов предотвращения технологических деформаций при фрезерной обработке изделий с структурой глухих тонкостенных карманов.
Были исследованы методы совершенствования технологии фрезерования глухих тонкостенных карманов: программно, с использованием CAM/CAD системы «SprutCAM» и аналитически, при помощи формул расчета сил на кромках концевых фрез.
При помощи ПО «SprutCAM» установлены наиболее оптимальные режимы управляющей программы для фрезерования кармана: стратегия врезания «спиральное по контуру» и стратегия обработки слоя кармана: «спираль» со скруглением.
На основе расчёта сил, возникающих при фрезеровании концевыми фрезами установлены режимы резания для обработки карманов квадратной геометрии с учетом исключения деформаций дна в процессе чистовой обработки.
1 2