Расчет развертки заготовки
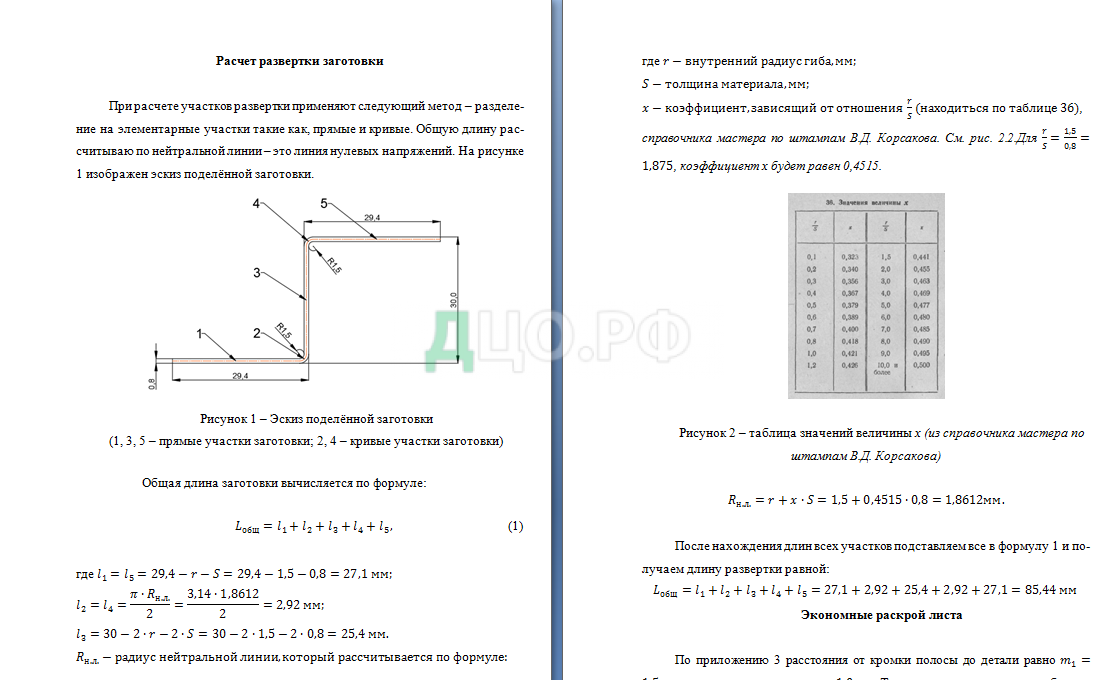
При расчете участков развертки применяют следующий метод – разделение на элементарные участки такие как, прямые и кривые.
Общую длину рассчитываю по нейтральной линии – это линия нулевых напряжений.
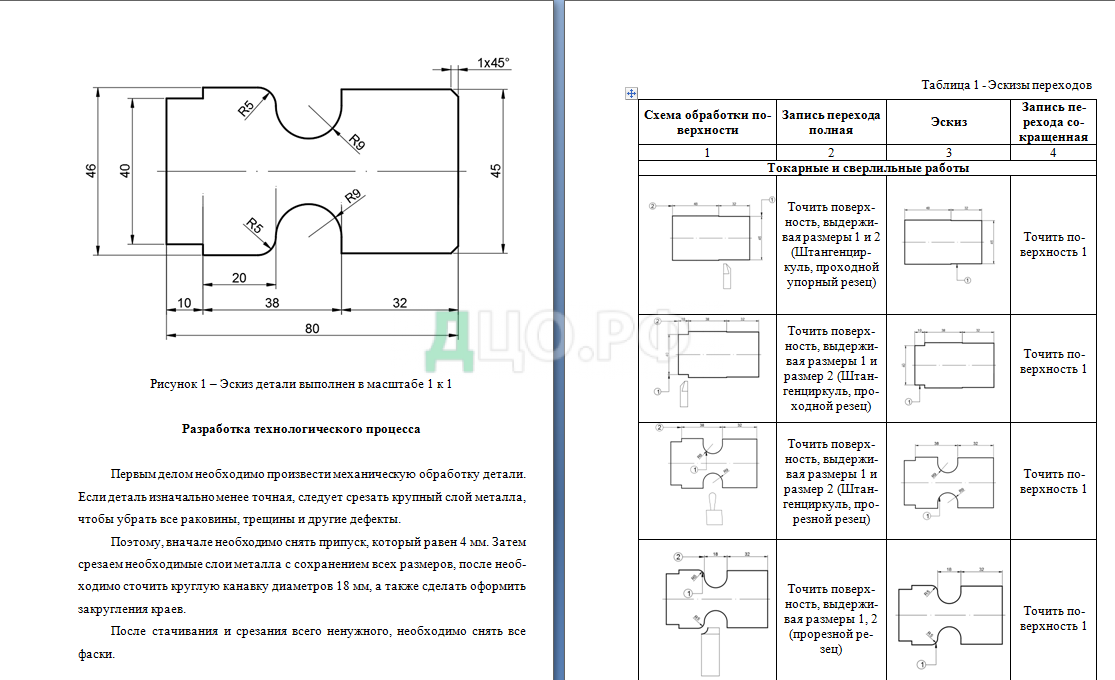
Первым делом необходимо произвести механическую обработку детали. Если деталь изначально менее точная, следует срезать крупный слой металла, чтобы убрать все раковины, трещины и другие дефекты.
Поэтому, вначале необходимо снять припуск, который равен 4 мм. Затем срезаем необходимые слои металла с сохранением всех размеров, после необходимо сточить круглую канавку диаметров 18 мм, а также сделать оформить закругления краев.
После стачивания и срезания всего ненужного, необходимо снять все фаски.
Выбор пресса
Для пробивания заготовок был выбран пресс ПК-5, так как он отвечает требованиям по необходимому усилию которое должно быть больше 4000 кгс, а у этого пресса оно равно 5000.
Для сгибания заготовок был выбран самый обычный пресс К100А, который будет последовательно выполнять свои задачи. Пробивка с последующим сгибанием, что ускорит общие темпы работ.
Так как необходимых данных в задание не предусмотрены, то для нахождения этого коэффициента были приняты следующие показатели: состояние поверхности заготовки – нормальное, материал заготовки сталь 30Х – сталь конструкционная легированная (с < 0,6%), материал режущей части – сталь, твердый сплав Т15К6, угол резания в плане был принят 45 градусов, вспомогательный угол в плане равен 20 градусов, сечение державки 25х25 мм, параметры шероховатости Ra/Rz = 10/40).
Прикрепленные файлы: |
|
|---|---|

|
Администрация сайта не рекомендует использовать бесплатные работы для сдачи преподавателю. Эти работы могут не пройти проверку на уникальность. Узнайте стоимость уникальной работы, заполните форму ниже: Узнать стоимость |

|
Скачать файлы:
|
Скриншоты работы: |
|
|---|---|
|
|