или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
4. РАЗРАБОТКА СОСТАВА ОБОРУДОВАНИЯ АВТОМАТИЧЕСКОЙ ЛИНИИ
4.1 Описание конструкции и работы автоматической гибочной линии
Автоматическая гибочная линия с ЧПУ спроектирована для осуществления гибки металлического профиля или проволоки в плоскости или трехмерном пространстве.
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
Линия (рисунок 4.1) состоит из механизированного разматывателя типа SM02 с защитными ограждениями, правильной машины для профиля, подающего устройства с ЧПУ, пресса 30T с ЧПУ, на котором будут выполняться операции пробивки отверстий и контроль механической обработки, упорного подшипника, на котором устанавливается блок Servo Winder 1 для выполнения гибки на плоскости ленты, блока Servo Winder 2, расположенного по вертикали для выполнения гибки на ребре на ленте, пресса 12T с ЧПУ, образованного из двух блоков Servo Slide, где деталь получает последний изгиб и разрезается, робота для транспортировки детали от пресса 12T к поворотному столу, или к ящику брака для дефектных деталей, поворотного стола, на котором выполняется последний изгиб на 180°, проверяются допуски на этой финальной части детали, и она калибруется под гидравлическим прессом; годные детали складируются на ленточный транспортер, а дефектные отбракованные – в ящик отходов.
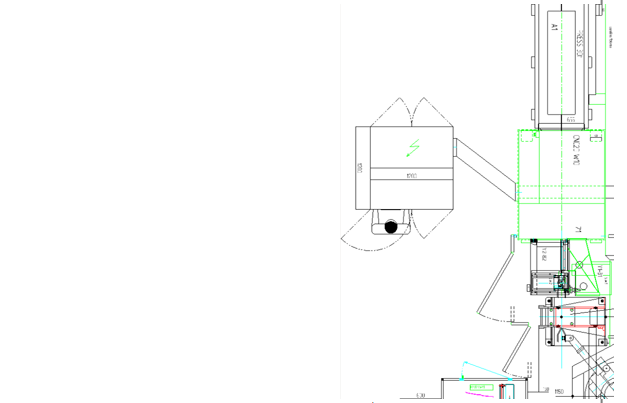
Рисунок 4.1 – Автоматическая гибочная линия
Технические характеристики машины:
- Напряжение питания, В – 400;
- Частота, Гц – 50;
- Установленная мощность, кВт — 46 кВт;
- Пневматическое рабочее давление, бар — 6 ;
- Гидравлическое рабочее давление, бар — 210 бар макс.
4.2. Расположение координатных осей линии
Координатные оси автоматической линии так размещены и подразделены на указанные ниже автономные станции, начиная слева:
- 1-ая СТАНЦИЯ – Подача и пробивка:
1-ая ОСЬ X1 Привод подачи
2-ая ОСЬ A1 Привод пресса
- 2-ая СТАНЦИЯ – Гибка:
3-ая ОСЬ Z1 Привод упорного подшипника
4-ая ОСЬ Y1 Привод сгиба S.W.1 на упорном подшипнике
5-ая ОСЬ B1 Привод шпинделя S.W.1 на упорном подшипнике
6-ая ОСЬ Y2 Привод сгиба S.W.2 фиксированного
7-ая ОСЬ B2 Привод шпинделя S.W.2 фиксированного
- 3-ая СТАНЦИЯ – Отрезка:
8-ая ОСЬ X2 Привод верхней каретки на прессе
9-ая ОСЬ X3 Привод нижней каретки на прессе
- 4-ая СТАНЦИЯ – Транспортирование
Робот
- 5ая СТАНЦИЯ – Поворотный стол
10ая ОСЬ Y3 Привод сгиба S.W.3 на поворот. столе на ЧПУ 2
11ая ОСЬ B3 Привод шпинделя S.W.3 на поворот. столе на ЧПУ 2
4.3 Станция подачи и пробивки
Станция, изображенная на рисунке 4.2, состоит из механизированного разматывателя типа SM02 с защитными ограждениями (рисунок 4.3), правильной машины (рихтовочные ролики) (рисунок 4.4) для профиля, подающего устройства с ЧПУ, пресса 30T с ЧПУ, на котором будут выполняться операции пробивки отверстий и контроль механической обработки (рисунок 4.5).
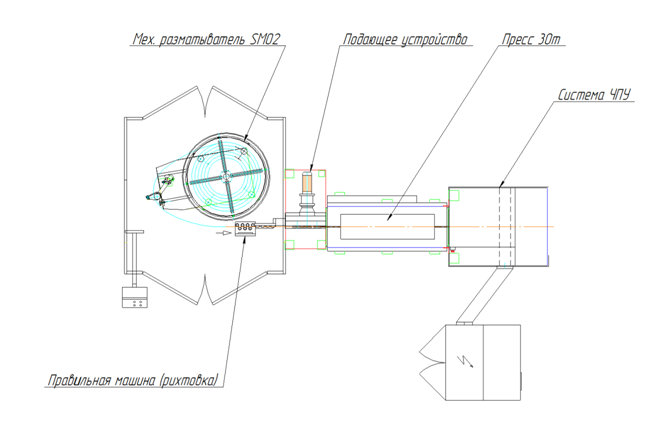
Рисунок 4.2 – Станция подачи и пробивки

Рисунок 4.3 — Механизированный разматыватель с бухтой
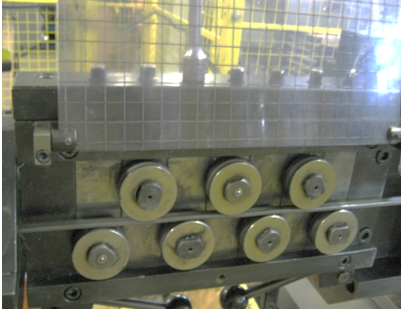
Рисунок 4.4 – Рихтовочные ролики
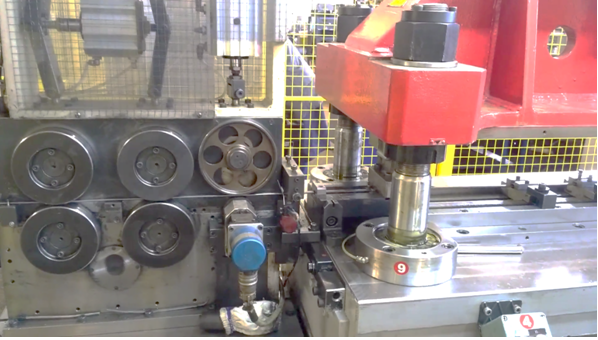
Рисунок 4.5 – Подающее устройство и пресс 30 т с ЧПУ
4.4. Станция гибки
Данная станция (рисунок 4.5) состоит из гибочной машины модели «CNC-20 W10», которая включает в себя упорный подшипник, на котором устанавливается блок Servo Winder 1 (гибочные пальцы) для выполнения гибки на плоскости ленты, блока Servo Winder 2 (гибочные ролики), расположенного по вертикали для выполнения гибки на ребре на ленте.
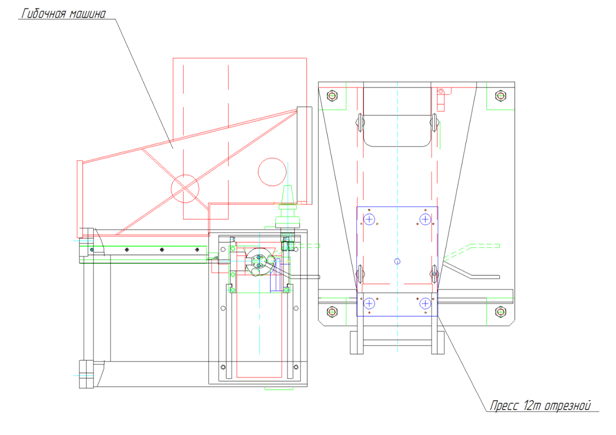
Рисунок 4.5 – Станция гибки и отрезки
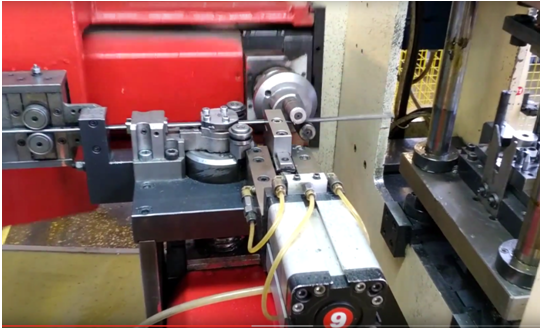
Рисунок 4.5 – Гибочная машина CNC-20 W10
4.5. Станция отрезки
Станция (рисунок 4.5) состоит из пресса 12T с ЧПУ, образованного из двух блоков Servo Slide, где деталь получает последний изгиб и разрезается
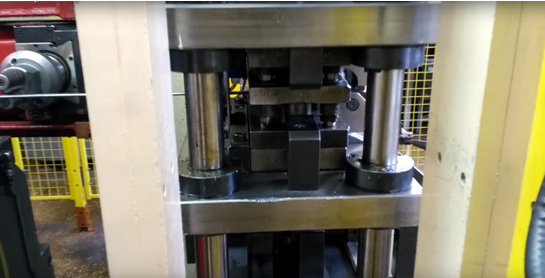
Рисунок 4.6 – Станция гибки и отрезки
4.6. Станция робота
На этой станции присутствует промышленный робот для транспортировки детали от пресса 12T к поворотному столу.
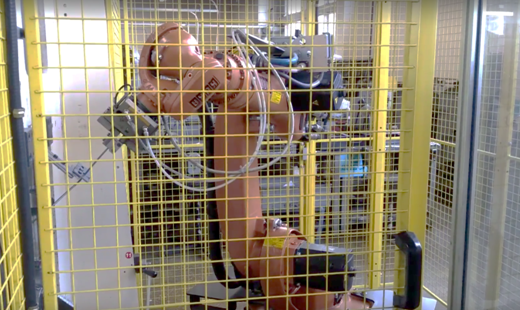
Рисунок 4.7 – Промышленный робот
4.7. Поворотный стол
На пятой станции выполняется последний изгиб детали на 180° (гнется крючок), проверяются допуски на этой финальной части детали, и она калибруется под гидравлическим прессом; годные детали складируются на ленточный транспортер, а дефектные отбракованные – в ящик отходов. Схематичное изображение станции представлено на рисунке 4.8.
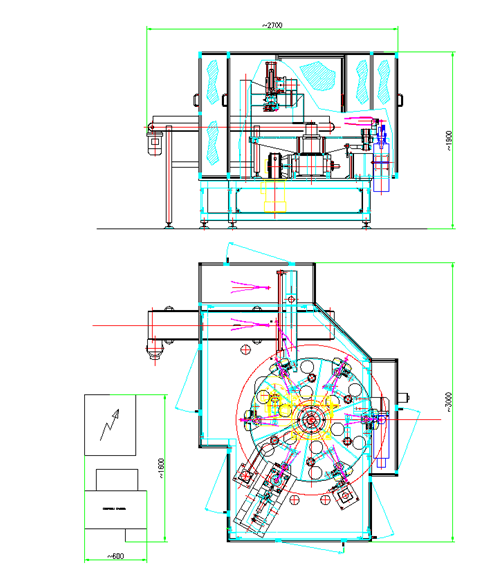
Рисунок 4.8 – Поворотный стол

Рис. 4.9 – Поворотный стол с 6-ти позиционным диском
В состав станции поворотного стола входят:
- Опорная конструкции с ограждениями по периметру с дверцами, оснащенными электрическими устройствами безопасности оператора;
- Электромеханический стол с 6 делениями с диском-держателем подставок;
- Позиция для автоматической загрузки роботом;
- Автоматическая станция гибки с использованием установки для гибки
- Автоматическая станция для контроля гибки и наличия окна;
- Автоматическая станция калибровки гидравлическим прессом;
- Автоматическая станция разгрузки готовых деталей на конвейер с отбором годных/бракованных;
- Оборудование сервоуправления с ПЛК управления с модемом и ПО для дистанционной помощи;
- Узел электроклапанов и очистки воздуха;
- Гидравлическая подстанция с соответствующим оборудованием;
4.8 Выбор промышленного робота
В целях увеличения производительности производства данного типа деталей, без ухудшения качества, целесообразно использовать элементы автоматизированного производства, в частности использование промышленных роботов.
Был выбран промышленный робот KUKA KR16.

Рисунок 4.10 – Промышленный робот KUKA — KR16
Роботы KUKA широко используются на заводах для выполнения операций по сварке, погрузке, паллетизации, упаковке, обработке и прочих автоматизированных операций, а также в больницах в области хирургии головного мозга и рентгенографии.
Промышленный робот KUKA — KR16. Благодаря своей универсальности и маневренности KR 16 отлично применяется в большинстве отраслей обрабатывающей промышленности. Короткий период цикла и высокая точность. Возможные места установки: пол, потолок, стена.
Этот робот оборудован контроллером KRC2 на базе Windows XP. Программирование KR 16 при помощи контроллера KR C2 с интерфейсом Microsoft Windows будет несложным. Он легко расширяем, может подключаться к сетям через магистраль и содержит готовые пакеты программ. Технические характеристики промышленного робота KUKA — KR16 представлены в таблице 4.1.
Характеристики KR C2:
— компьютерные технологии с возможностью удаленного управления и
организации сети
— 2 свободных гнезда для внешних осей
— стандартные гнезда DeviceNet и Ethernet для распространенных магистральных систем (например, INTERBUS, PROFIBUS, DeviceNet)
— функция конфигурации движения для настройки оптимального взаимодействия между отдельными двигателями робота и быстроты их действия
— гибкий диск и CD-ROM для хранения данных
— возможность удаленной диагностики через Интернет
— простой процесс контроля и программирования при помощи панели управления KUKA (KCP) с графическим интерфейсом Windows 95
— компактный блок управления
— эргономичный дизайн панели управления KUKA (KCP)
Характеристики робота:
— оси: 6
— грузоподъемность: 16 кг
— радиус действия: 1610 мм
— точность: 0.05 мм
— масса робота: 235 кг
— скорость перемещения робота по подвесной монорельсе: 1.22 м/с
Таблица 4.1 – Технические характеристики промышленного робота KUKA — KR16
| Оси | Рабочий диапазон | Максимальная скорость |
| А1 | +185° -185° | 156°/c |
| А2 | +35° -155° | 156°/c |
| А3 | +154° -130° | 156°/c |
| А4 | +350° -350° | 330°/c |
| А5 | +130° -130° | 330°/c |
| А6 | +350° -350° | 615°/c |
Области применения:
- — станочная обработка
- — обслуживание станков
- — шлифовка, заточка и зачистка
- — нанесение покрытия и пайка
- — погрузка-разгрузка
- — измерения и тестирование
- — сборка
- — загрузка товаров на поддоны и комплектация заказов
- — резка
- — сварка
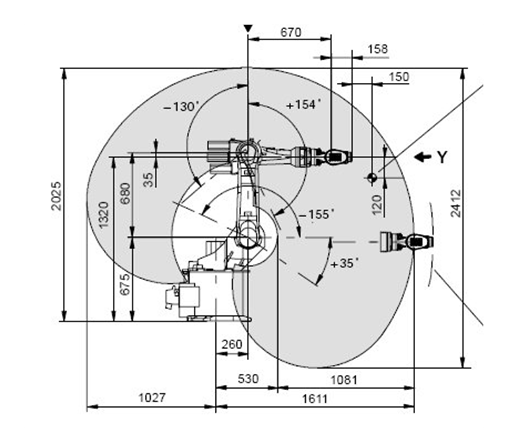
Рисунок 4.11 – Рабочий диапазон промышленного робота KUKA — KR16
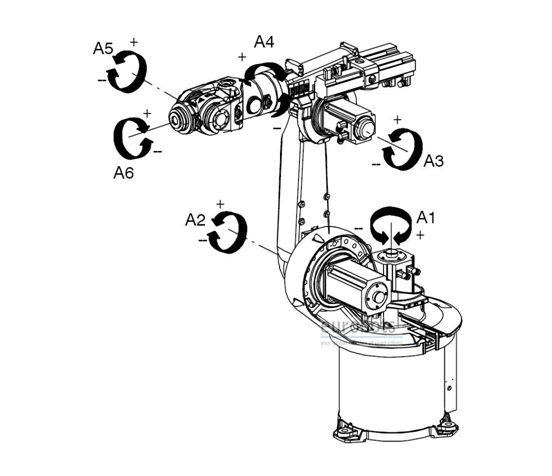
Рисунок 4.12 – Расположение осей робота KUKA — KR16
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.