или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
5. Использование новых технологических линий, оборудования и оснастки в 1986–1990 годах
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
В 1981–1985 гг. по целевым и комплексным программам были изобретены, испытаны в опытнейших образцах и намечены к серийному производству, начиная с 90-х годов, новейшие системы машин и оснащения для поточных линий производства массовых железобетонных изделий, какие раньше не выпускались, либо для наиболее современных технологических действий.
Гипростроммашем изобретены, согласованы с главными потребителями и утверждены 35 систем машин и оснащения для изготовления разных железобетонных изделий, какие обязаны были производиться Минстройдормашем в 1986–1996 гг. В эти системы вступают 13 систем для жилищно-гражданского строительства, в том числе машины и оборудования для:
–горизонтального изготовления трехслойных наружных стеновых панелей для заводов КПД производительностью 140 тыс. м2 общей площади в год;
–горизонтального производства панелей перекрытий и внутренних стен для заводов КПД производительностью 240 и 180 тыс. м2 общей площади в год;
–вертикального изготовления панелей перекрытий и внутренних стеновых панелей для заводов КПД производительностью 140 тыс. м2 общей площади в год;
–вертикального производства внутренних стеновых панелей в кассетно-формовочных установках для заводов КПД производительностью 140 тыс. м2 общей площади в год;
–производства по групповой технологии больших частей, для заводов КПД производительностью 180 тыс. м2 общей площади в год;
–горизонтального производства дополнительных изделий для заводов КПД производительностью 140 и 180 тыс. м2 общей площади в год;
– изготовление многопустотных панелей перекрытий размером 1,2х6,3; 1,5х6,3 и 3х7,2 м для жилищно-гражданского строительства. Для всех перечисленных машин и оборудования Гипростроммашем разработаны и утверждены типовые проекты поточных линий.
Для промышленного и водохозяйственного строительства разработаны машины и оборудования для:
–поточного производства наружных стеновых панелей размером 3,0х6,0 м для промышленного строительства;
–поточного изготовления сборных железобетонных конструкций для промышленного строительства с формовочным постом 3х6 м;
–производства железобетонных стен и покрытий для промышленных зданий размером 1,5×12 и 3,0×12 м;
–производства комплексных плит покрытий размером 3×12 м для промышленных зданий;
– изготовления плит покрытий типа «П» и «КЖС» размером 3×18 м для промышленных зданий;
–производства железобетонных напорных виброгидропрессованных труб диаметром 500-1200 мм и 1400-1600 мм с традиционным армированием;
–производства железобетонных напорных виброгидропрессованных труб диаметром 800-1200 мм со спирально-перекрестным армированием;
– изготовления железобетонных напорных труб диаметром 300-600 мм с металлическим цилиндром;
–производства бетонных и железобетонных безнапорных труб диаметром 300-600 и 800-1200 мм;
– изготовления железобетонных стоек опор освещения и контактных сетей и электрифицированного пассажирского транспорта методом центрифугирования;
–производства железобетонных стоек виноградниковых шпалер методом роликового прессования;
– изготовления а железобетонных шпал;
–производства дорожных и аэродромных плит из мелкозернистых бетонов методом роликового формования
Выполнено усовершенствование всех станков для правки, резки и гибки арматурной стали. После отработки Минэлектротехпромом СССР высокопроизводительной многоэлектродной сварочной машинки MTM-88 Бологовский завод «Строммашина» перешел на выпуск новейших поточных линий с данной машинкой. Созданы системы машин и оснащения по изготовлению арматурных сеток шириной до 775, 1450 и 3800 мм.
Практика показала, что организационная конструкция, при которой проектная организация сразу с разработкой оборудования создаёт типовые проекты технологических линий, цехов, компаний, на которых это оборудование используется, дозволяет в стиснутые сроки исполнять стройку объектов и вводить их в действие.
На 90-е годы было намечено создание и усвоение массового изготовления новейших комплексов машин и оснащения:
– типовых проектов складов цемента блочно-модульного типа разной вместимости;
– бетоносмесительных цехов производительностью 60 и 120 м3 в час;
– отделений по хранению, приготовлению и подаче хим. добавок и суперпластификаторов;
– силосного склада заполнителей модульного типа;
– 2-ух экспериментальных заводов с эластичной системой панельного домостроения;
– технологической линии по безопалубочному формованию многопустотных плит (на длинных щитах шириной 1,5 м);
– кассетно-конвейерной линии для вертикального формования плит-ных изделий;
– автоматизированных линий для изготовления арматурных сеток с новенькими сварочными машинками – 5 названий;
– роботизированных модулей производства штампосварных закладных деталей;
– производства сухих смесей на базе цементных и гипсовых вяжущих и прибора для их нанесения;
– быстровозводимого завода КПД домов системы «Мобиль»;
– оснащения для отделки внешних стеновых панелей многоцветной керамической глазурью;
– объемно-блочного жилищного строения и небольших больших блоков, применяемых в КПД;
– технологической линии плит покрытий крыш жилых спостроек с теплым чердаком.
В 1987–1989 гг. сделана поправление работающих типовых проектов технологических линий с целью повышения технологии изготовления КПД. На 90 г. были приняты последующие главные направленности в разработке технологий:
– автоматизированные на базе микропроцессорных средств и роботизированные технологические линии для горизонтального формования плитных изделий;
– гибкие автоматизированные ячейки, участки и технологические линии для арматурных производств, формовочных цехов, складов готовой продукции, бетоносмесительных и других вспомогательных цехов;
– системы и комплексы автоматизированного управления технологическими процессами (АСУ ТП);
– разработка и внедрение САПР.
Производство основного оборудования и форм осуществляли ряд министерств и ведомств:
– Минстройдормаш СССР, Минэлектротехпром СССР, Минмонтажспецстрой СССР.
Для перевода предприятий сборного железобетона на в большей степени напряженный путь развития, нужно обеспечить ускорение подмены парка оборудования и форм на работающих предприятиях.
К главным требованиям потребителей к машиностроителям, не считая такого, необходимо отнести:
– создание и введение в перспективные годы новейшей техники и технологии, существенно повышающей эффективность изготовления;
– повышение качества, долговечности ремонтопригодности поставляемого оборудования.
К 1986 году перед Минстройдормашем СССР стояли главные задачи, вытекающие из главных направлений экономического и общественного развития на 1986–1990 гг. и направленность на наиболее совершенное удовлетворение обслуживаемых отраслей, в том числе:
- Системное и планомерное усовершенствование структуры издаваемой техники с целью создания и освоения нужного численности машин и оснащения.
- Создание и усвоение массового выпуска механизированных систем и комплексов машин, что явится наиболее многообещающим направлением повышения производительности труда в обслуживаемых отраслях.
- Повышение ступени унификации машин и оборудования, улучшение свойства и прочности, использование систем автоматики на базе микропроцессорной техники.
- Усиление работы по понижению издержек всех видов реально-энергетических ресурсов, в первую очередность, металлопроката.
Гипростроммашем были изобретены нормы удельной металлоемкости оборудования, форм и оснастки на 1м3 изготовления конструкций и деталей сборного железобетона (таблица 5.1).
Таблица 5.1

Потребность и прогноз выпуска оборудования для сборного железобетона на период до 1990 г. по данным Гипростроммаша приведены в таблице 5.2. Среднегодовая надобность в комплектующих изделиях и материал для производства оборудования для индустрии сборного железобетона – в таблице 5.3.
Таблица 5.2.
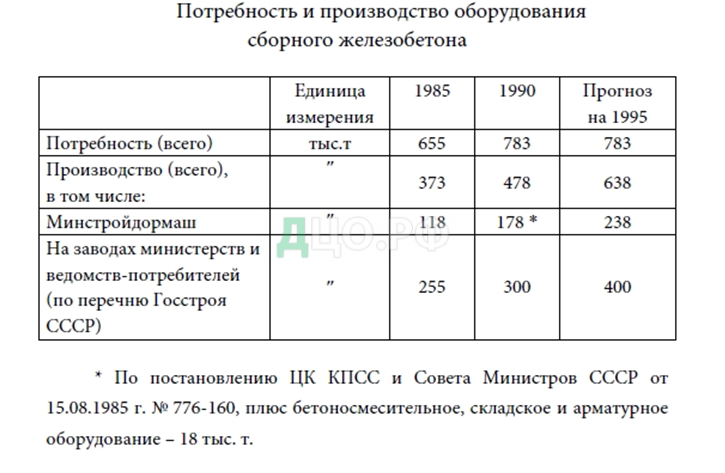
Таблица 5.3. Среднегодовая надобность изделий и материал
6. Автоматизированная технологическая линия по производству наружных стеновых панелей
Наружные стеновые панели являются особо значимым элементом в гражданском строительстве К ним предъявляются большие требования по прочностным, теплотехническим, звукоизоляционным показателям, а также долговечности и атмосферостойкости. Характеризуются большой трудоемкостью, значительными объемами производства. Удельный вес панелей наружных стен в всеобщем объеме здания составляет по стоимости около 16-18 %. Помимо того, к наружным стеновым панелям предъявляются повышенные требования по архитектурной выразительности [6].
Именно этим обусловлено огромное многообразие существующих типов конструкций наружных стеновых панелей и технологических линий по их производству. Исполненные научно-исследовательские, опытно-конструкторские и проектные работы направлены, раньше каждого, на возрастание яруса механизации и автоматизации производства качественных наружных стеновых панелей. По конструктивным, технологическим и иным критериям конвейерные линии по производству наружных стеновых панелей условно дозволено разбить на несколько групп.
Линии с продольным и поперечным размещением форм-вагонеток. Линии с поперечным размещением дают вероятность увеличить число специализированных постов, которые позволяют работать конвейер равномерно, ритмично, исключительно это значимо для заводов огромный мощности. Линии с таким размещением формы , довольно широко распространилось в отечественной практике.
Одноветвевые и двухветвевые конвейерные линии. Присутствие 2-й ветви формовочного конвейера разрешают увеличить число специализированных формовочных постов, впрочем, в этом случае нужно дополнительное оборудование — передаточные тележки. Двухветвевая линия может быть установлена, только в пролете шириной 24 м.
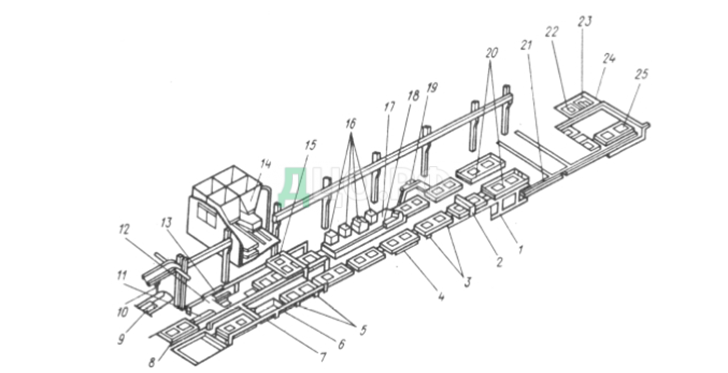
Технологические линии с разными вариантами камер тепловлажностной обработки: 2-х- и трехъярусные с выносом за пределы производственного корпуса и др. Наибольшее распространение получили линии НС, разработанные институтами Гипростроммаш и ГПИ № 2. Конвейерные линии для изготовления наружных стен и перекрытий разработаны для опять строящихся и реконструируемых предприятий крупнопанельного домостроения средней (100-140 тыс. м2) и огромный (180-220 тыс. м2 всеобщей площади в год) мощности. Основные технико-экономические и технологические показатели четырех типовых планов линий приведены в табл.6.1, а схемы технологических компоновок 2-х конвейерных линий — на рис.6.1. Планы разработаны в 2-х вариантах: с тепловой обработкой железобетонных изделий в подземных и наземных одноярусных щелевых камерах.
В качестве основного технологического оборудования применено новое серийное оборудование, изготовляемое заводами Минстройдормаша. Основное различие конвейерных линий для заводов огромной мощности от линий для заводов средней мощности состоит в наличии 2-х ниток постов формования и отделки. Это дает вероятность более полно применять посты распалубки и подготовки форм к бетонированию и обеспечить на постах формования и отделки работу, длительность которой равна удвоенному темпу работы линии. На линии для заводов средней мощности раздвоения постов не требуется, так как времени, отведенного для работы на постах формования и отделки, достаточно для выполнения этих операций.
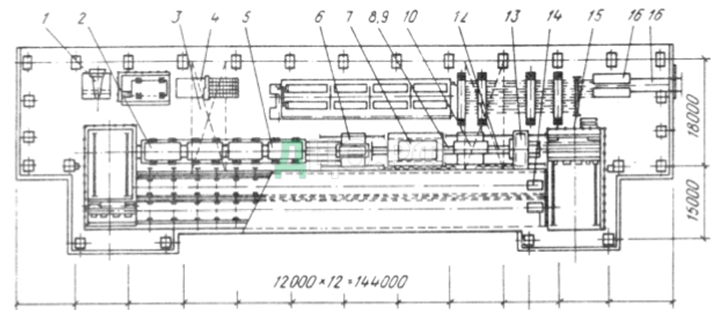
Таблица 6.1. Технико-экономические и технологические показатели
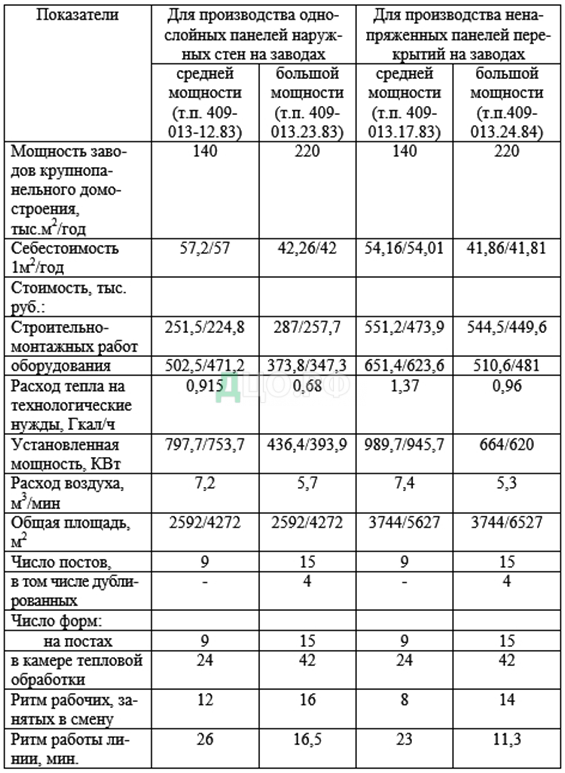
Примечания:
- Сметная стоимость для заводов средней мощности в ценах, действующих до 1984 г.
- В числителе приведены показатели для линий с подземными, в знаменателе – с наземными щелевыми камерами тепловой обработки изделий.
Передаточная тележка СМЖ-444 имеет конструкцию, владеющую более высокой степенью безопасности и огромным усилием толкания, чем у ранее выпускавшейся тележки 2693/2; толкатель работает в обе стороны. Подъемник СМЖ-438 единовременно работает как снижатель, что уменьшает номенклатуру применяемого оборудования. Подъемник, передаточная тележка и оборудование щелевых камер СМЖ-445, конструкция которого также усовершенствована по сопоставлению с ранее выпускавшейся, могут трудиться совместно в полуавтоматическом режиме. Применено одно устройство для открывания и закрывания бортов СМЖ-453 взамен ранее использовавшихся 2-х и конструкция его больше надежна.
Конструкция подъемных рельс СМЖ-458 упрощена, что повысило их безопасность. Бетоноукладчик СМЖ-528 предназначен для укладки раствора на верхнюю поверхность изделия, что содействует совершенствованию качества отделки. Отделочная машина СМЖ-461 для заглаживания поверхности свежеотформованного изделия имеет два рабочих органа: валик и диск. Для приобретения высокого качества поверхности и уменьшения изнашивания узлов машины конструкция заглаживающего валика снабжена особым приспособлением, с использованием которого валик не перемещается по бортам в процессе отделки, что предохраняет его от изнашивания. Это адаптация также обеспечивает регулирование давления диска на бетон. Серийный выпуск отделочной машины начался с 1985 г.
Уменьшение номенклатуры и возрастание безопасности оборудования конвейерных линий разрешает усовершенствовать ремонтное обслуживание линий, уменьшить нужное число и номенклатуру запчастей, что положительно скажется на эксплуатации линий. Для совершенствования условий труда и снижения шума от работающих виброплощадок на линиях установлены звукоизолирующие кожухи. Кожух представляет собой пространственный каркас, облицованный внутри звукопоглощающим материалом и имеющий с торцов подъемные ворота для прохождения формы. Для проведения ремонтных работ кожух может быть снят мостовым краном на линиях средней мощности; предусмотрена вероятность передвижения его на соседний пост на линиях огромный мощности.
Тепловую обработку железобетонных изделий проводят в камерах постоянного действия, что разрешает сократить расход пара в среднем на 25%. Тепловая обработка предусмотрена «глухим» паром (через регистры) и жгучим воздухом. Горячий воздух высушивает панели наружных стен до нормативной влажности, что улучшает их качество и разрешает без задержки проводить их добротную последующую отделку. Процесс тепловой обработки изделий в щелевых камерах автоматизирован.
На линиях по изготовлению однослойных наружных стен формование изделий предусмотрено «лицом вниз». При этом методе формования устанавливают столярные блоки в железобетонные изделия на линии. В этом случае отделку лицевой поверхности панели дозволено исполнять керамической плиткой, обнажением фактурного раствора, окраской водоэмульсионными и полимерцементными составами либо присыпкой мелкозернистой крошкой на полимерцементной основе с применением линии отделки СМЖ-463-468.
Типовые линии для заводов средней мощности размещаются в техно-логическом пролете размером 18×144 м, линии для заводов огромный мощности — в пролете размером 24×156 м. В пролетах предусмотрены посты переоснастки форм, оборудованные передвижным консольным краном грузоподъемностью 3,2 т. Компоновка типовых конвейерных линий в технологическом плане обеспечивает вероятность для определенной привязки использовать разные варианты подачи бетонной смеси и арматурных изделий к местам их потребления, что исключительно значимо при реконструкции действующих предприятий.
Высоким ярусом механизации характеризуется конвейерная горизонтально-замкнутая линия, действующая на Павлодарском ДСК. Линия укомплектована оборудованием и аппаратами для выполнения комплекса операций; чистки и смазки форм, закрывания бортов, укладки подстилающего слоя, установки арматуры и столярных изделий, укладки и уплотнения бетонной смеси, заглаживания поверхности, устранения недостатков и контроля качества панели.
В технологической линии конвейера задействована 41 форма вагонетка. Для тепловой обработки конструкции три щелевые камеры шириной 4,5 м оборудованы электропрогревом. Перемещение формвагонеток на конвейере осуществляется машиной-толкателем. Для перемещения тележек с конвейера в щелевые камеры и из камер на конвейерную линию предуготовлены две передаточные тележки. Для открывания бортов форм-тележек и для их фиксации в закрытом расположении применяются устройства СМЖ-300-2А и СМЖ-300-4А. Тепловая обработка изделий с поддержкой электропрогрева осуществляется в течение 6-8 ч., при этом возрастает показатель оборачиваемости форм, что дает вероятность гораздо сократить парк форм и затраты на их эксплуатацию.
На Курском ДСК внедрены три наклонно-замкнутые конвейерные линии для изготовления железобетонных изделий, спроектированные и изготовленных ЭКБ Минуралсибстроя СССР. Всякая из линий включает формовочный конвейер, две тележки-снижатели и дветри щелевые камеры тепловой обработки. В свою очередь в состав формовочного конвейера входит два привода-толкателя, затирочная машина, бетоноукладчик, раствороукладчик, кантователь, механизм открывания и закрывания бортов, виброплощадки, гидростанции с аппаратурой управления.
Поддон-вагонетка с термообработанным изделием, находящийся на одном из снижателей, захватывается приводом конвейера и стягивается на 1-й пост формовочного конвейера. На первом посту открываются борта, после этого изделие перемещается на 2-й пост, пост кантования, где производится съем готового изделия; следующие посты — чистка и смазка форм, закрывание бортов и укладка арматуры, укладка раствора и бетона, затирание поверхности. После выполнения всех операций поддон-вагонетка заталкивается на тележку-снижатель, которая, опускаясь вниз, останавливается перед одной из камер.
Съем поддона с тележки и проталкивание всех поддонов, расположенных в камерах, производится с поддержкой приводов, расположенных в всей камере. В зависимости от числа щелевых камер колеблется эффективность конвейера: две — 125 тыс.м2, три — до 160 тыс.м2 жилой площади в пересчете на изделия КПД.
Количество постов формовочного конвейера может меняться от 6 до 13. Шаг постов регулируется от 7 до 9,2 м за счет настройки стяжных муфт. Регулируемый шаг формовочного конвейера разрешает располагать линию в цехах разной длины, трудиться с типовыми и другими видами поддонов.
В последующем конструкция линии модернизировалась. Все это дозволило усовершенствовать технические показатели конвейерной линии по производству наружных стеновых панелей конструкции ЭКБ Минуралсибстроя СССР, характеристика которой приведена ниже:
Применение линии эффективно при реконструкции действующих предприятий.
ВНИИжелезобетоном с целью совершенствования технологических параметров и возрастания результативности конвейерных линий с учетом навыка работы существующих конвейеров разработаны двухветвевые конвейерные линии в новой компоновке. Конвейерная линия оснащена формами-вагонетками, технологическим и транспортным оборудованием и состоит из 2-х ветвей формовочного конвейера, формокамеры и двухветвевой подземной камеры тепловой обработки, отчасти вынесенной за пределы корпуса. Камера объединена с формовочной линией подъемником и снижателем. Передаточное устройство, находящееся в торце камеры, имеет привод, расположенный в особом отсеке, изолированном от тепловой среды, что улучшает данные эксплуатации и повышает безопасность работы привода. В торце линии, противоположном камере тепловой обработки, формовочные ветви объединены передаточным устройством, расположенным в зоне арматурного цеха, где оборудован пост установки арматурных каркасов. Подготовительный и заключительный участки формовочных ветвей расположены рядом и обслуживаются подъемно-транспортным устройством типа манипулятора. Перемещение формокамеры применяются для промежуточного складирования проемообразователей, вкладышей и столярных блоков.
Посты укладки раствора и бетонной смеси расположены в зоне галереи локального бетоносмесительного узла, раствороукладчики и бетоноукладчики перемещаются по сдвоенной эстакаде. Вследствие такой компоновке конвейера сокращена длина маршрутов технологических потоков; укладка арматуры в форму в зоне арматурного цеха исключает транспортировку и припостовое складирование каркасов в формовочном цехе, бетонная смесь и раствор подаются в укладчики непринужденно от локального бетоносмесительного узла, что исключает транспортировку бетонной смеси в цехе и потери времени на ожидание загрузки.
Расположение постов доводки изделий рядом с постами подготовки форм разрешает обслуживать их манипулятором, с поддержкой которого комплектующие детали со склада, расположенного на форкамере, и проемообразователи, снятые с форм на постах доводки, подаются на участок подготовки форм. Это снижает число формооснастки, находящейся в цикле.
Первый пост отделочного конвейера размещен рядом с постом распалубки, следственно длина маршрута перемещения готовых изделий, снимаемых с конвейеров, минимальна. Подвесное формовочное оборудование дозволило поместить конвейер в пролете шириной 18 м. Допустимо также использование напольного оборудования. В этом случае конвейер рационально размещать в пролете шириной 24 м.
Кроме Свердловского завода двухветвевые конвейеры применены также на заводах КПД, строящихся в Днепропетровске, Кривом Роге и др. Двухветвевая линия в новой компоновке пущена в эксплуатацию на заводе КПД в Кременчуге (рис. 6.2).
Применение двухветвевой компоновки и сокращение маршрутов потоков дозволили уменьшить длину пролета на Днепропетровском заводе до 132 м, а в определенных условиях допустимо сокращение его длины до 120 м. Вероятность размещения такого конвейера в пролете шириной 18 м разрешает применять его при реконструкции действующих предприятий.
В табл. 6.2 приведены сравнительные технико-экономические показатели конвейерных линий по производству наружных стеновых панелей.
Таблица 6.2

Освоение ветвевых конвейерных линий разрешает снизить трудоемкость, удельную металлоемкость, себестоимость переработки и удельные капвложения. Расчетный годовой экономический результат от внедрения одного конвейера составляет 50-70 тыс. руб.
По проектно-сметной документации, разработанной ПКТБ Минпромстроя БССР, на Гомельском ДСК построен цех изготовления наружных стеновых панелей серии 152 для 5- и 9-этажных крупнопанельных жилых домов. Спецтехнология производства панелей разработана на основе постижения и обобщения передового отечественного навыка заводов крупнопанельного домостроения и предусматривает высокий ярус механизации и автоматизации технологических процессов.
В цехе длиной 156м помещены две двухъярусные конвейерные линии и два конвейера для отделки и доводки панелей до полной заводской готовности и вывоза на склад готовой продукции. План разработан с учетом следующих требований: технологическое оборудование рассчитано на применение форм с унифицированным поддоном, предусмотрена переналадка и замена форм в технологическом потоке без нарушения темпа его работы, размеры формующих поверхностей поддонов и основного технологического оборудования разрешают выпускать изделия с максимальными габаритами 7×3 м.
Конвейерная линия представляет собой вертикально-замкнутую двухъярусную линию форм-вагонеток, ступенчато перемещающихся по технологических постов с поддержкой 2-х толкателей. В первом уровне располагаются 11 технологических постов, на которых выполняются следующие работы: съем прижимных щитов; открывание замков поперечных и продольных бортов формы-вагонетки; кантование формы-вагонетки и съем изделия; обратное кантование, чистка поддона и бортов форм; закрывание бортов, смазка формы; установка вкладышей и армирование нижнего слоя бетона; укладка тяжелого бетона в форму; разравнивание, виброуплотнение и проверка толщины его слоя; укладка в форму пакетов утеплителя, армирование верхнего слоя бетона; укладка легкого бетона в форму, уплотнение; укладка верхнего слоя раствора, разравнивание; производство фактурной поверхности бетона; выдержка изделий.
Во втором уровне расположена щелевая пропарочная камера постоянного действия на 12 форм-вагонеток, где изделия проходят тепловую обработку при температуре 85 — 95°С по дальнейшему режиму: 1ч- выдержка, 2,5 ч — подъем температуры, 5,3 ч — изотермический прогрев, 1ч — остывание. Подъем температуры и изотермический прогрев для всех изделий производится «глухим» паром. Предусмотрена результативная изоляция щелевых камер. Транспортная линия конвейера состоит из подъемника, снижателя и 2-х толкателей, которые обеспечивают ритмичное перемещение форм-вагонеток. Управление линией осуществляется с центрального пульта, расположенного у поста формования.
По сопоставлению с действующими линия изготовления наружных стеновых панелей имеет следующие превосходства:
— полная механизация технологических процессов;
— на всей линии формования установлены по две виброплощадки, что дозволило ускорить темп работы конвейера и усовершенствовать качество изделий;
-форма-вагонетка попадает из снижателя либо подъемника непринужденно на 1-й либо 2-й уровень, в итоге чего отпала надобность в передаточной тележке;
— термообработка изделий производится в теплоизоляционных щелевых камерах с механическим регулированием режима пропарки;
— конвейер отделки исполнен с выходом на склад готовой продукции, что исключило надобность использования крана для съема и установки изделий на самоходную тележку (традиционная спецтехнология).
Основные технико-экономические показатели конвейерной линии: го-довой выпуск продукции — 39000 м3; сметная стоимость строительства — 2892 тыс. руб.; срок окупаемости капвложений — 4,2 года; сокращение трудозатрат — 2800 чел.дн.; годовой экономический результат — 78 тыс. руб.
Конструктивные компоновочные решения, ориентированные на минимизацию приведенных расходов при выпуске стеновых керамзитобетонных панелей промышленных зданий в условиях существующего среднего укороченного пролета размерами 18×120 м, реализованы в технологической линии, разработанной Минским филиалом КТБ «Стройиндустрии» и внедренной на заводе СЖБ-11 в Светлогорске Гомельской обл. Линия предуготовлена для изготовления стеновых панелей толщиной 200 и 240 мм серии 1.432-5 выпуск 1. При необходимости на линии дозволено выпускать изделия других типов.
Линия представляет собой вертикально-замкнутый двухъярусный конвейер с поперечным расположением форм-вагонеток. На верхнем уровне расположены технологические посты с нужным оборудованием для выполнения технологических операций, на нижнем — щелевая камера тепловой обработки. В конце камеры имеются приямки для подъемника и снижателя.
Конвейер включает в себя следующие технологические посты: съема изделий с формы-вагонетки, чистки и смазки форм-вагонеток, укладки плитки на зеркало поддона, укладки объемных арматурных каркасов, закрывания продольных и торцевых бортов формы, укладки и уплотнения нижнего слоя раствора и керамзитобетона, укладки и уплотнения верхнего слоя раствора, выдержки изделий, отделки верхней поверхности панелей.
Керамзитобетонные стеновые панели на конвейерной линии изготавливают в пульсирующем режиме с темпом перемещения формвагонеток с поста на пост 20-28 мин.
Форма-вагонетка после тепловой обработки поступает на платформу подъемника. При подъеме формы рычаги ее замков упираются в четыре ролика, смонтированных на стойках подъемника, и открывают сначала замки формы, а после этого ее торцевые борта. Продольные борта формы открываются после того, как платформа подъемника переместится на ярус верхнего уровня конвейера. Для этого платформа оборудована двумя парами упоров.
При движении формы, уведомляемой ей толкателем подъемника в сторону, противоположную от конвейера, рычаги шарниров формы набегают на стационарные упоры, и открывается один продольный борт. После этого при сталкивании формы с платформы подъемника на 1-й пост верхнего уровня конвейера срабатывает вторая пара качающихся упоров и открывается 2-й продольный борт. Таким образом, применение хода платформы подъемника и его толкателя для открывания замков и бортов формы дозволило исключить один технологический пост верхнего уровня и особый механизм открывания бортов.
Форма-вагонетка с изделиями конвейером подается на пост съема из-делий из формы. Для съема изделий используется особое устройство, которое подвешивается на крюк типовой траверсы СМЖ289А. Захватный орган представляет собой сварной корпус, состоящий из 2-х щек, объединенных между собой пластинами. Внутри корпуса находится втулка с подпружинным фиксатором. На одной из щек закреплена втулка с подпружинным фиксирующим пальцем, служащим для застроповки изделия в петлю, в начальное расположение палец возвращается посредством эластичного поводка.
Упор с поддержкой оси шарнирно крепится к корпусу и служит для предотвращения скалывания кромок панели при переводе ее из горизонтального положения в вертикальное. При подъеме панели петля заходит между щеками корпуса захватного органа, при последующем нажатии на рукоять фиксатор упирается в петлю и сжимает пружину, предоставляя вероятность фиксирующему пальцу произвести застроповку. Упор опускается на ребро панели и поднимает ее. Расстроповка панели производится эластичным поводком. При этом фиксирующий палец возвращается в начальное расположение, а фиксатор вновь прикрывает отверстие. Грузоподъемность устройства — 3 т, масса — 14 кг.
Распалубленная панель мостовым краном подается на моечную машину конструкции завода СЖБ-11. К панели подводят сильный вал машины, тот, что, вращаясь и перемещаясь по панели, удаляет с поверхности, облицованной плиткой, наклеенную бумагу. После этого панели грузят на самоходную тележку СМЖ-151 и вывозят на склад готовой продукции. Транспортируют панели в вертикальном расположении, закрепленными в кассетных стойках, обеспечивающих сохранность лицевых поверхностей изделий. При выявлении недостатков панельнаправляется на пост доводки. В зимнее время панели выдерживают в цехе в течение 8 ч.
Освободившаяся от изделия форма-вагонетка конвейером перемещается на пост механизированной чистки и смазки форм. Очищенная и смазанная форма также по конвейеру поступает на пост укладки облицовочной плитки. На дальнейшем посту в форму мостовым краном устанавливают арматурные пространственные каркасы с закладными деталями. Тут же находится механизм закрывания бортов формы, тот, что состоит из узлов закрывания продольных и торцевых бортов и гидросистемы, включающей гидравлическую станцию СМЖ-346.
Узел закрывания бортов имеет гидроцилиндр, кронштейны крепления гидроцилиндра и поворотного рычага. При включении механизма гидроцилиндры поворачивают рычаги, упирающиеся роликами в борта формы, и закрывают вначале продольные, а после этого торцевые борта, связанные с накладными замками, посредством которых происходит фиксация и удерживание бортов в рабочем расположении. Позже закрывания бортов рычаги механизма автоматически возвращаются в начальное положение.
Полная автоматизация открывания бортов и замков на подъемнике-снижателе, а также механизация закрепления бортов и замков на специальном посту обеспечиваются конструкцией замка. Замок состоит из двуплечного рычага, верхнее плечо которого имеет зуб. На продольном борту формы приварена бобышка. Между нижним плечом двуплечевого рычага и стенкой торцевого борта расположена пружина сжатия. На поддоне с поддержкой щек установлен упор. В закрытом положении торцевые борта удерживаются зубом, тот, что входит в зацепление с бобышкой, приваренной на продольном борту. От произвольного открывания в процессе выполнения теплотехнических операций и перемещения форм в камере и с поста двуплечный рычаг удерживается пружиной сжатия.
Для итога из зацепления зуба и открывания торцевого борта нужно распалубочным устройством нажать на Т-образный выступ в процессе подъема на платформе подъемника и контакта выступа с упорами, установленными на подъемнике (в обыкновенных линиях требуется примитивный механизм прямого действия, скажем гидроцилиндр, установленный на посту распалубки). При этом двуплечный рычаг, поворачиваясь на оси, сжимает пружину и выводит из зацепления с бобышкой зуб верхнего плеча двуплечного рычага. При последующем же воздействии на Т-образный выступ нижнее плечо упирается в упор поддона и открывает торцевой борт. После этого формавагонетка поступает на формовочный пост, на котором укладывают и уплотняют нижний слой раствора и слой керамзитобетона. Пост оборудован виброплощадкой СМЖ-200А, подъемными рельсами опускается по продольной оси формы, укладывает слой раствора и керамзитобетона, которые поочередно уплотняются виброплощадкой.
В виброплощадке СМЖ-200А изменены расстояния между виброблоками для размещения подъемных рельс и компоновки формовочного поста в линии. Подъемные рельсы состоят из следующих основных узлов: кареток, платформы, кронштейнов, гидроцилиндров и насосной станции. Каретка представляет собой сварную металлическую конструкцию с шестью роликами, четыре из которых служат для ее перемещения по горизонтальным направляющим, а два — для подъема и опускания платформы. Каретка приводится в движение гидроцилиндром. Платформа — сварная металлоконструкция с четырьмя роликами для вертикального перемещения ее по направляющим кронштейна и четырьмя клиньями для опирания на ролики кареток. Платформа опускается и подымается по принципу работы клиновых устройств. При перемещении кареток по направляющим, установленные на них ролики наезжают на наклонные поверхности клиньев платформы и поднимают ее совместно с находящейся на посту формой-вагонеткой, отрывая последнюю от блоков виброплощадки. При этом ролики платформы катятся по направляющим кронштейнов. Кронштейны не разрешают смещаться платформе в горизонтальной плоскости.
При перемещении кареток в обратном направлении ролики кареток сходят с клиньев платформы и она опускается. Форма-вагонетка при этом зависает на блоках виброплощадки. Крайние расположения кареток фиксируются концевыми выключателями.
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.