или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
Для перехода через проемы (разрезы) в рельсах колеи бетоноукладчика, сделанные для прохода колес форм-вагонеток и направляющих для перемещения толкателей конвейера, типовой бетоноукладчик оборудован двумя дополнительными ведущими и двумя дополнительными ведомыми колесами, причем расстояние между осями основных и дополнительных колес, больше обрывов в рельсах, что разрешает во время перемещения тем либо другим колесам находиться в контакте с головкой рельса.
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
После укладки и уплотнения бетона на виброплощадке бетоноукладчик уходит для загрузки, а форма-вагонетка с отформованными изделиями подъемными рельсами подымается на ярус транспортирования и конвейером передвигается на пост укладки верхнего слоя раствора. Тут бетоноукладчик СМЖ-162, проходя по формы, укладывает слой раствора толщиной 20 мм и уплотняет его заглаживающим брусом. После укладки и уплотнения слоя раствора бетоноукладчик направляется для загрузки, осуществляемой в данной линии с поддержкой ленточных конвейеров, а форма-вагонетка перемещается на посты выдержки и отделки поверхности панелей диском затирочной машины. Помимо того, на этих постах борта форм очищаются от остатков бетона и раствора.
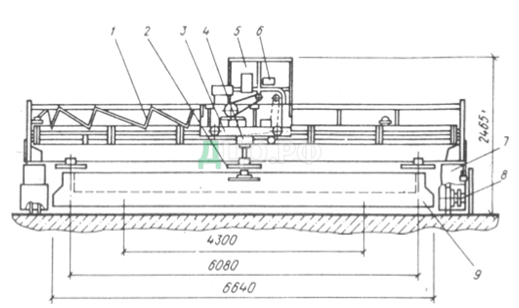
Затирочная машина служит для окончательной отделки наружной поверхности стеновых панелей пром. зданий (рис. 6.3). Она состоит из портала, по рельсам которого с поддержкой цепочного зацепления перемещается тележка, несущая рабочий орган машины — затирочную головку, место оператора, пульт управления, а также привод вращения диска затирочной головки и передвижения тележки [7].
Портал машины представляет собой конструкцию, состоящую из 2-х продольных и поперечных балок, привода передвижения портала, рамы привода, настила и ограждения. На продольных балках находятся двухребордные колеса для передвижения портала по рельсам.
Поперечные балки несут на себе рельсовый путь для перемещения тележки. Привод перемещения портала включает в себя электродвигатель, клиноременную и цепную передачи и редуктор. На тележке машины находится затирочная головка. В нижней части вертикального вала головки закреплены затирочный диск. Привод вращения диска состоит из электродвигателя и клиноременной передачи. Подъем и опускание диска, а также управление им в процессе работы производятся вручную через рычажную систему. Для фиксации диска в верхнем нерабочем расположении предусмотрен кронштейн-фиксатор.
После заключения всех технологических операций, формавагонетка поступает на платформу снижателя и совместно с последней, опускается на нижний уровень, единовременно опускается платформа подъемника. При перемещении платформы вниз двери камер, кинематически связанные через тросблочную систему с конструкцией подъемника (снижателя) и платформой, механически открываются с обоих торцов камеры и форма-вагонетка подается в щелевую камеру. После поступления в камеру следующий формы с изделиями и возвращения снижателя и подъемника в верхнее расположение, двери камеры герметически закрываются, за счет хода платформы вверх. Дверь прижимается к торцам камеры посредством зацепов и клиньев, установленных на двери и взаимодействующих с роликами, закрепленными на торце камеры. Бетонные смеси подаются в цех ленточными конвейерами.
Конструктивно камера запроектирована в сборно-монолитном исполнении. Днище и стенки камеры исполнены из монолитного бетона М-200, перекрытие — из сборных железобетонных плит. По плитам уложен утеплитель и устроен пол. Такое конструктивное решение разрешает позже выполнения днища и стенок камеры вести монтаж рельсового пути, регистров и иного оборудования системы теплоснабжения и автоматики камеры. В разных зонах камеры, в зависимости от расчетных типовых нагрузок, регистры укладываются на ее пол, навешиваются на боковые стенки, а в зоне подъема размещаются и у потолочной поверхности.
Регистры, расположенные у потолочной поверхности, крепятся с помощью поддерживающих балок, которые посредством пальцев объединены с металлическими столиками с проушинами. Такая конструкция крепления (без болтов и сварки) разрешает легко и стремительно вести монтаж, а при необходимости в процессе эксплуатации и демонтаж регистров. Между собой регистры объединены резьбовыми соединениями (допустимо использование сварки).
В зоне размещения виброплощадки, участок перекрытия камеры вы-полнен монолитным. С целью создания комфорта при эксплуатации во время проведения ремонтных работ, на участках камеры, где нет стационарного технологического оборудования, в перекрытии камеры исполнены проемы, закрываемые крышками и обеспечивающие дополнительное освещение, приток свежего воздуха во время проведения ремонта и доступ к разным участкам камеры.
Режим тепловой обработки и параметры системы теплоснабжения содействуют приобретению не только нужной прочности, но и влажности изделий. Теплоносителем в системе теплоснабжения служит интенсивный водяной пар, подаваемый в регистры с давлением 0,25 МПа. Расход тепловой энергии на камеру составляет 3,48 ГДж/ч.
Для регистров, установленных в разных зонах камеры, предусмотрены самостоятельные питающие паропроводы, на которых имеются электрифицированные исполнительные механизмы систем автоматического регулирования процессом тепловой обработки и ручные вентили, обеспечивающие пусковую регулировку в период наладочных работ. Конденсат из регистров отводится через конденсатороотводчик в сборный конденсатопровод и станцию перекачки конденсата, откуда насосами перекачивается к источнику тепла. Управление насосами осуществляется автоматически по датчикам яруса конденсата в баках. Для обеспечения форсированного разогрева камеры и поступающих в нее форм с изделиями в зону подъема и изотермии через перфорированные трубы подается острый пар.
Система управления каждым технологическим процессом состоит из системы управления линией (комплексом механизмов, обеспечивающих выполнение в технологической последовательности всех нужных операций) и системы контроля и управления режимом тепловой обработки (контроль и поддержание заданных температурных и влажностных параметров по зонам камеры).
Электроснабжение линии осуществляется от заводских сетей. Силовое оборудование обеспечивается напряжением 380 В, цепи управления 220 В, сигнализации — 24 В. Управление механизмами линий производится с пультов управления. На контрольном пульте установлен переключатель, разрешающий работу на дистанционном либо здешнем режиме.
По заданному режиму управление процессом тепловой обработки изделий в камере осуществляется автоматически. Принципиальной электрической схемой предусмотрены два режима работы камеры: механический и здешний (выбирается особым переключателем). Температура в камере контролируется и регулируется термопреобразователями (датчиками). Подачу теплоносителя в камеру регулируют электрические исполнительские механизмы. Контроль за расположением регулируемых вентилей осуществляется по сигнальным лампам. В случае прекращения подачи тепла в систему включается аварийная сигнализация.
Поскольку качество выпускаемых изделий и безопасность работы каждой технологической линии, а также время итога ее на расчетный режим работы в максимальной степени зависят от качества изготовления форм, в состав технологической линии входит контрольносборочный стенд. С его поддержкой осуществляется точная сборка основных узлов формы, обеспечивается во всех формах контроль за соответствием присоединительных размеров технологической документации.
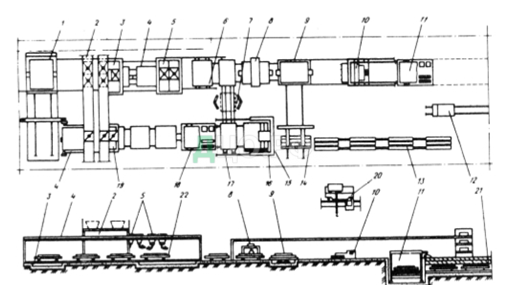
При производстве наружных стеновых панелей высоким ярусом автоматизации технологических процессов характеризуется конвейерная двухветвевая линия, разработанная КБ Госстроя РСФСР и ВНИИжелезобетоном (рис. 11). Первая линия этого типа установлена в г. Одессе [6].
Конвейерная линия состоит из 2-х формовочных ветвей и двухветвевой подземной щелевой камеры тепловой обработки, выходящей за пределы производственного корпуса (под склад готовой продукции). Формовочные ветви объединены между собой передаточной тележкой, примыкающей к формовочному цеху. Щелевая камера связана с формовочными ветвями через подъемник и снижатель.
Подача арматурных элементов к постам формования осуществляется подвесным конвейером, а их установка в формы — манипуляторами. Складирование оперативного резерва утеплителя (пенополистерола), облицовочной плитки, рельефных матриц и других материалов осуществляется на антресоли 2-го этажа, а подача их к технологическим постам — в контейнерах особым устройством через проем 2-го этажа.
В качестве основного формовочного оборудования на линии были установлены бетоноукладчики и подвесные, перемещающиеся по эстакаде, фактуроукладчики. Отделка и выдержка панелей производится на подвесном конвейере с катучими траверсами, их возврата и выходом на склад готовой продукции.
Мостовой кран предусмотрен для выполнения транспортных монтажных и ремонтных операций. В технологической линии все работы, связанные с перемещением грузов, механизируются локальными средствами на технологических постах. Для установки этой линии предпочтение отдается пролету 24×144 м. Двухветвевая формовочная линия состоит из 15 постов. На линии предусмотрено применение нового оборудования: бетоноукладчики со сменными рабочими органами для разделения фактурных, высокоподвижных и малоподвижных бетонных смесей; выпрессовщик проемообразователей; комплект устройств для их чистки и штабелирования; манипулятор для установки столярных изделий; универсальные машины раскрытия и закрытия бортов форм, их чистка и смазка; съемник панелей с линией и их установки на конвейер отделки; комплект устройств оперативной переналадки форм. Эффективность линии 140 тыс. м2 всеобщей жилой площади в год.
Рациональная конструкция технологических потоков и комплексная механизация всех операций позволила гораздо повысить производительность и усовершенствовать данные труда по сопоставлению с отечественными и иностранными аналогами. При этом, удельные трудозатраты могут быть снижены приблизительно в 1,5 раза, а эксплуатационные расходы и себестоимость производства продукции на 5-10%.
Заключение
Научно-технический прогресс в промышленности сборного железобетона должно осуществляться по 2-м направлениям:
— реконструкции существующих предприятий с целью широкого внедрения прогрессивных технологических процессов, усовершенствования существующего оборудования и учета собранного навыка организации работ передовых заводов отрасли.
— внедрения автоматизированных и высокомеханизированных технологических линий, т.е. техническое перевооружение предприятий.
При решении вопросов по частичной реконструкции нужно было организовать на всех предприятиях сборного железобетона складирование химических добавок и введение их в бетонную смесь с использованием автоматизированного оборудования. Это обеспечивало массовое внедрение суперпластификаторов и результативных пластификаторов с целью возрастания продуктивности труда, экономии цемента, увеличения срока службы оборудования и совершенствования общественных условий труда. Это одно из особенно результативных методов возрастания технического яруса промышленности сборного железобетона, массовое использование суперпластификаторов, разрешающее значительно снизить расход цемента, металла, энергии, усовершенствовать данные труда, повысить его эффективность и получить экономию до 10 руб. на 1 м3 изделий. Для этого нужно было с 1986 года всемерно ускорить создание промышленных установок для выпуска суперпластификаторов С-3, 40-03 и др., расширить использование других результативных пластификаторов[7, 9].
Широкое использование пластифицирующих добавок позволяет повысить эффективность технологических линий, качества железобетонных изделий либо снизить расход цемента на 10-15 %. Отечественный суперпластификатор С-3 обеспечивает возрастание подвижности с 2-4 см осадки конуса до 20-24 см. В реальное время обобщен навык использования этого суперпластификатора при объеме производства больше 5 млн. м3 бетона и железобетона. В 1981–1985 гг. в области производства изделий были разработаны и внедрены спецтехнология использования химических добавок – суперпластификаторов (приготовление, подача добавок, приготовление бетонных смесей, формование изделий), позволяет уменьшить расход цемента на 10-20 %, повысить на 10-15 % эффективность линии, снизить в 2-3 раза трудоемкость формования.
Рассматривая недобор стали, нужно было применить формы прогрессивных конструкций: поддоны с раскосной решеткой и заранее напряженные формы с трехточечной схемой опирания, с упруго работающими элементами и т.д. Рационально было увеличить объем использования неметаллических форм. Реконструкцию формовочных постов производили с преимущественным использованием низкочастотных виброплощадок, вибронасадок, вибровкладышей и виброформ. Следует подметить, что объем выпуска серийных виброплощадок не обеспечивал спросы предприятий сборного железобетона. Следственно разработкой, изготовлением и внедрением их занимались многие строительные министерства, что значительно снижало длительность цикла формования, тот, что за 10-15 лет фактически не было изменений и превышает средний показатель на 15-20 %.
Внедрение разрабатываемых Научно-исследовательским университетом бетона и железобетона Госстроя СССР (НИИЖБ) и Гипростроммашем виброплощадок с управляемым режимом позволит увеличить эффективность оборудования в 1,5 – 2 раза, снизить шум до 85 дБА и удельную энергоемкость с 5 до 1,5 кВт •час/т.
В течение долгого времени стержневой тенденцией создания вибрационного оборудования было возрастание частоты вибрации. Это привело к высокому шуму на заводах сборного железобетона и низкой безопасности вибрационного формовочного оборудования. К таким оборудованиям относятся виброплощадки типа с частотой 50 Гц. Начали создаваться технологические основы и разрабатываться низкочастотное оборудование в частотном диапазоне 10-25 Гц.
Вибрационные режимы низких частот: в частности, ударновибрационные установки типа ВРА имеют высокую технологическую эффективность уплотнения, в 10-15 раз пониженную энергоемкость, в 3-4 раза более высокую надежность и позволяют на 10-15 дБА снизить уровень шума. По ударно-вибрационной технологии к 1985 г. было изготовлено около 3 млн. м3 сборного железобетона с экономическим эффект от 1,5 до 5 руб./м3.
К низкочастотным установкам относится оборудование КТБ Мосоргстройматериалов (ВРА), ВНИИстройдормаша (СМЖ538), ЦНИИСа Минтрансстроя СССР (УВП). Для уплотнения подвижных смесей НИИЖБом рекомендовано низкочастотное оборудование с симметричными колебаниями типа площадок Полтавского ИСИ (УВП). В технологии сборного железобетона наметились две тенденции.
Первая тенденция (особенно обширно распространяемая) связана с использованием подвижных и литых смесей и использованием пластифицирующих добавок. Для формования изделий по этой спецтехнологии можно советовать всякий вид низкочастотного оборудования и, раньше каждого, с симметричными колебаниями.
Вторая тенденция рассматривает использование жестких смесей с целью сокращения парка форм. Для такой спецтехнологии НИИЖБом коллективно с рядом организаций рекомендованы управляемые режимы. Скажем, в базовом варианте виброплощадки, разрабатываемой Гипростроммашем, предусмотрен двухчастотный диапазон (низкие частоты будут применяться при уплотнении подвижных смесей, а низкие и средние – при уплотнении жестких смесей). Для уплотнения жестких смесей, исключительно мелкозернистых бетонов, разработаны способы вибропрессования и роликовогоформования. Крайне успешными для изготовления дорожных конструкций являются управляемые режимы с прессованием – вибропрессы типа ВИП, конструкции НИЛ ФХМ и ТП.
В реальное время на тепловую обработку затрачивается 12 млн. т усл. топл., т.е. приблизительно 90 кг усл. топл. на 1м3 сборного железобетона. 85% всеобщего объема сборного железобетона изготавливается с применением пароразогрева при показателе его пригодного действия менее 30 %. Снижение теплозатрат на 1020 кг усл. топл. допустимо за счет:
– надежной теплоизоляции системы пароснабжения;
– теплоизоляции ограждающих конструкций пропарочных камер;
– организации системы контроля и учета расхода пара;
– замены теплоносителя-воды на масло.
Одним из особенно результативных способов интенсификации твердения бетона следует считать электротермообработку. Средний расход электро-энергии при этом составляет 70-100 кВт.ч/м3. На 1кВт.ч расход условного топлива составляет 0,328 кг. Следственно, на электротермообработку 1 м3 железобетонных изделий затрачивается 23-33 кг усл.топл., т.е. в 2,5-3,0 раза поменьше, чем при пароразогреве. Экономический результат от электротермообработки составляет от 1,5 до 5 руб/м3. В реальное время выпуск сборного железобетона с применением электротермообработки составляет 5-7 % от всеобщего объема либо 7-9 млн. м3 и будет повышаться. В районах нефте- и газодобычи рационально обширно использовать тепловую обработку в продуктах сгорания природного газа.
В области тепловой обработки бетона рационально было расширить внедрение электротермообработки. Так, замена в кассетных формах пара электронагревательными устройствами обеспечивает прогрев изделий при расходе электроэнергии 60-70 кВт•ч на 1 м3 бетона (1кВт•ч равнозначен 864 ккал). Не менее результативен электрообогрев бетона в камерах туннельного и щелевого типа, осуществляемый ТЭНами либо трубчатостержневыми нагревателями, установленными на стенках камеры. Крайне прогрессивными видами теплоносителя являются аэрозольные системы с тонким измельчением пара в камерах тепловой обработки.
В регионах южнее 50° северной широты рационально было расширить использование гелиотехнологии, а в районах, где газ не является дефицитном, крайне перспективна спецтехнология прогрева сборных железобетонных изделий в камерах продуктами его сгорания.
С целью возрастания качества изделий нужно было закончить оснащение предприятий сборного железобетона приборами и аппаратурой пооперационного и выходного контроля качества продукции. В перспективе осуществить и разработать выпуск автоматизированных, в том числе на базе микропроцессорной техники, установок и систем контроля качества. Приоритетность направлений технического перевооружения связана с динамикой становления использования сборного железобетона в целом и по отдельным видам конструкций. Основную номенклатуру железобетонных изделий (около 100 млн. м3) составляют элементы каркасов, фундаментные блоки, наружные стеновые и внутренние, панели плиты перекрытий. Для изготовления этих элементов сделаны и подлежат широкому внедрению автоматизированные и высокомеханизированные технологические линии с выработкой на 1 человека, превышающей среднюю выработку в 2,5-5 раз (500-1000м3 на 1 чел. в год).
Техническое перевооружение предприятий сборного железобетона нужно осуществлять на основе сделанных линий, обеспечивающих выработку на 1 чел. не менее 550 м3 сборного железобетона в год. Прежде всего, это высокомеханизированные и автоматизированные технологические линии конвейерного типа: роторноконвейерные, кассетно-конвейерные и полуконвейерные. Имеется правильный навык изготовления на роторно-конвейерных линиях стеновых блоков, дорожных изделий, а также сантехкабин и шахт лифтов. Кассетно-конвейерные линии рациональны для панелей внутренних стен и перекрытий. Полуконвейерные спецтехнологии (с конвейером подготовки форм) можно советовать для изготовления плоских и линейных изделий (ригели,аэродромные плиты ПАГ, балки, колонны, в том числе преднапряженные).
Можно сделать вывод, что повышения эффективности труда можно добиться за счет следующих мероприятий:
– увеличение специализации, концентрации, кооперации и по-умному размещение предприятий, выпускающих сборный железобетон по экономическим районам – на 20-30 %;
– совершенствование организации производства, условий технологии и труда, способов планирования и экономического стимулирования, широкое внедрение передового навыка, контроль общественных факторов, возрастание дисциплины,– до 20 %;
– улучшение оборудования, технологических процессов и комплексная автоматизация и механизация вспомогательных и основных производств, возрастание технологичности конструкций до 50-60 %;
– обеспечение и нормативные сроки добротного ремонта и технологического сервиса технологического оборудования на 10-15 %.
СПИСОК ЛИТЕРАТУРЫ
- Демянюк П.А, Гусев Б.В. Перспективы развития заводской технологии железобетона. Труды конференции «Новое в технологии сборного железобетона». Москва, 1985. С. 3-11.
- Гусев Б.В., Деминов А.Д., Крюков Б.И., Литвин Л.М., Логвиненко Е.А. Ударно-вибрационная технология уплотнения бетонных смесей. Москва: Стройиздат, 1982. 150 с.
- Гусев Б.В., Загурский В.А. Вторичное использование бетона. Москва: Стройиздат, 1988. 97 с.
- Носенко, Н. Е. Механизация и автоматизация производства арматурных работ. — 2-е изд., перераб. и доп. — М. : Стройиздат, 1982. — 223 с.
- Носенко, Н. Е. Централизация изготовления арматуры железобетона — задача ближайшего будущего / Н. Е. Носенко, А. И. Пичугин // Бетон и железобетон. — 1969. — № 9. — С. 33–36
- Гусев Б.В., Цыро В.В., Аксельрод Е.З., Тян В.А. Гибкая технология крупнопанельного домостроения. Москва: Стройиздат, 1991. 192 с.
- Гусев Б.В., Соколов В.Ф. Отделка поверхностей железобетонных изделий. Москва: Стройиздат, 1988. 39 с.
- Гусев Б.В., Зазимко В.Г. Вибрационная технология бетона. Киев: Будiвельник, 1991. 158 с.
- Баженов Ю.М., Комар А.Г. Технология бетонных и железобетонных изделий. – М.: Стройиздат, 1984. – 672 с
- Гусев Б.В. Автоматизированные технологические линии по производству сборного железобетона. Изд. 2-ое. — Ижевск: КИТ, 2015. — 69 с.
- Гусев Б.В. Развитие промышленности сборного железобетона в Советском Союзе (1981–1990 гг.). Технологическая платформа. Издание 2-ое. — Ижевск: КИТ, 2015. — 143 с.
- Стефанов Б.В., Русакова Н.Г., Волянский А.А. Технология бетонных и железобетонных изделий. – Киев: Высш. шк., 1982. – 416 с.
- Ахметов Т.А. Особенности технологии производства холоднодеформированной арматурной стали класса В550А по стандарту ONÖRM B 4707:2010 / Т. А. Ахметов, И. Н. Радькова, Я. В. Чикишев, А. В. Кочетков, Л. В. Локтионова // Литье и металлургия. 2013. № 3 (72). С. 176–178.
- Баженов Ю.М. Алимов Л.А. , Воронин В.В. и др. Технология бетона строительных изделий и конструкций. – М.: АСВ, 2006. – 356 с.
- Харитонов В.А. Проблемы и перспективы производства холоднодеформированной арматуры и изделий из нее // Стройметалл. 2010. № 3 (16) С. 14–19.
- Стройконсультант: Информационная система Госстроя России по нормативно-технической документации для строительства. – М.: Госстрой России, 2004.
- Ли В.А. Зарубежное оборудование для непрерывного формования железобетонных конструкций. Обзорная информация. – М.: ЦНИИТЭстроймаш, 1978. – 55 с.
- Воронцов М.П. Конвейерное производство сборных железобетонных изделий: учеб. пособие. – Л., 1980. – 88 с.
- Справочник по производству сборных железобетонных изделий / под ред. К.В. Михайлова, К.М. Королѐва. – М.: Стройиздат, 1989. – 447 с.
- Технология железобетонных изделий в примерах и задачах / под ред. Л.Н. Попова. – М.: Высш. шк., 1987. – 192 с.
- Цителаури Г.И. Проектирование предприятий сборного железобетона. – М.: Высш. шк., 1986. – 312 с
- Третьяков А.К., Рожненко М.Д. Арматурные и бетонные работы. Учебник. М., Высшая школа, 1982г. — 280с
- Общесоюзные нормы технологического проектирования предприятий сборного железобетона (ОНТП-07-85) / Минстройматериалов СССР. – М., 1985. – 52 с.
- Рамачандран В. Наука о бетоне: Физико-химическое бетоноведение / Р. Фельдман, Дж. Бодуэн : пер. с англ. Т.И. Розенберг, Ю.Б. Ратиновой / под ред. В.Б. Ратинова. – М.: Стройиздат, 1986. – 278 с., ил.
- Садович М.А., Гершанович Г.Л., Лемперт В.Г. Опыт Братскгэсстроя в исследовании и внедрении новых технологий использования промышленных отходов / – Братск: БрИИ, 1996. – С. 202 –210.
- Королев К.М., Малинина Л.Л. Производство сборного железобетона из предварительно разогретых паром смесей. Обзорная информация / – М .: ВНИИЭСМ, 1978. – 64 с.
- Макаров П.А., Цейтлин Е.С. Формовочные установки для производства многопустотных железобетонных изделий. – М.: МАШГИЗ, 1961. – 172 с.
- Никулин А.П, Шмитько Е.И. Проектирование предприятий строительных материалов, изделий и конструкций: учеб. пособие. – СПб.: Проспект Науки, 2006. – 352 с.
- Волков, Л. А. Оборудование для производства арматурных железобетонных конструкций. — М. : Машиностроение, 1984. — 224 с.
- Волков, С. А. Физические основы рабочих процессов машин для изготовления арматуры железобетонных конструкций. — С.-Петерб. гос. архитект.-строит. ун-т. — СПб., 2001. — 160 с.
- Гусев Б.В., Аксельрод Е.З. *, Бузиков В.М.**, Долинский Ю.И.*** , Щелоков Н.А.**** Предложения по совершенствованию предприятий крупнопанельного домостроения / Бетон и железобетон. 1987, №4. С. 5-8. *- НИИЖБ Госстроя СССР; **- ПИ-2 Госстроя СССР; *** — ВНИИжелезобетон Минстройматериалов СССР; **** — КБ по железобетону Госстроя РСФСР.
- Гусев Б.В. Техническое перевооружение предприятий стройиндустрии. Технический прогресс в строительстве. Москва: Знание, 1988. С. 3-46.
- BołtrykM., Gusev B.Technologia formowania prefabrykatow betonowych. Polska, Bialystok, Politechnika, 1990, 207 p.
- Гусев Б.В. Исторический опыт и основные направления развития промышленности сборного железобетона в СССР (1981-1991 гг.) (Технологическая платформа). Москва, Ижевск, 2015. 90 с.
- Башмаков Ю.И., Гусев Б.В., Зазимко В.Г., Осипов Б.А. Производство напорных железобетонных виброгидропрессованных труб. Досвiд виброництванапiрних вiброгiдропрессованних труб. Киiв: Будiвельник, 1973. 94 с.
- Gusev B. Major trends in development of automated precast reinforced concrete production lines in USSR. «Production line automation in the concrete element factories». Helsinki, ESPOO, 1990, P. 39-56.
- Волков, Л. А. Оборудование для производства арматурных железобетонных конструкций. — М. : Машиностроение, 1984. — 224 с.
- Пособие по технологии формования железобетонных изделий. К СНиП 3.09.01-85, Москва: НИИбетона и железобетона, 1988. 111 с.
- Ахрименко С.А., Грибанов В.Н., Гусев Б.В., Овчинников И.П. Методы контроля качества и назначения состава строительных материалов. Тула, 1990. 231 с.
- Носенко, Н. Е. Механизация и автоматизация изготовления арматуры для железобетонных конструкций. — М. : Стройиздат, 1970. — 352 с.
- Гусев Б.В., Езерский В.А., Монастырский П.В., Кузнецов Н.В. Повышение теплотехнической однородности утепленных наружных стен с вентилируемым фасадом. Москва: Научный мир, 2005. 179 с. (под редакцией Гусева Б.В.).
- Гусев Б.В., Кондращенко В.И., Маслов Б.П., Файвусович А.С. Формирование структуры композиционных материалов и их свойства. Москва: Научный мир, 2006. 560 с. (под редакцией Гусева Б. В.)
- Гусев Б.В., Самуэл Иен-Лян Ин, Кузнецова Т.В. Цементы и бетоны – тенденции развития. Москва: Научный мир, 2012. 134 с.
- Гусев Б.В., Файвусович А.С. Прогнозирование долговечности бетона при выщелачивании. Москва: Научный мир, 2014. 69 с.
- Волков, С. А. Линия изготовления арматурных сеток, снабженных фиксаторами: Нагляд. пособие / С. А. Волков, М. А. Волков. — Ленингр. дом науч.техн. пропаганды. — Л. : ЛДНТП, 1985. — 10 с.
- Волков, С. А. Эффективное технологическое оборудование производства арматуры железобетонных конструкций. — Ленингр. дом науч.техн. пропаганды. — Л. : ЛДНТП, 1983. — 27 с.
- Носенко, Н. Е. Оборудование для изготовления арматуры железобетона: Зарубежный опыт. — М. : Стройиздат, 1967. — 104 с.
- Носенко, Н. Е. Механизация арматурных работ: Зарубеж.опыт. — М. : Стройиздат, 1977. — 160 с.
- Бронников П.И. Объемно-блочное домостроение. М.: Стройиздат, 1979.
- Горяйнов К.Э., Сорокер В.И., Коняев Б.В. Проектирование заводов железобетонных изделий. —М.: Стройиздат, 1970. —400с.
- Горчаков Г.И. Строительные материалы. —М.: Стройиздат, 1981. —412с.
- Зелепин В.И. Реконструкция ДСК. —М.:Стройиздат, 1981. —141с.
- Комар А.Г. Строительные материалы и изделия. —М.: Высшая школа, 1983. —560с.
- Марьямов Н.Б. Тепловая обработка изделий на заводах сборного железобетона. —М.: Стройиздат, 1970. —272с.
- Николаев С.В. Сборный железобетон. Выбор технологических решений. —М.: Стройиздат, 1978. —234с.
- Новгородский М.А. Пооперационный контроль при производстве железобетонных изделий и конструкций. —М.: Высшая школа, 1967. —227с.
- Рудерман П.Г. Экономическая эффективность заводского производства крупнопанельных изделий. —М.: Стройиздат, 1976. —230с.
- Блажко, В.П. Тенденции в развитии конструктивных систем панельного домостроения. Жилищное строительство. 2012. №4. С.43-46
- Маклакова, Т.Г. Конструирование крупнопанельных зданий– М.: Стройиздат, 1975. – 159 с.
- Мухамедиев, Т.А. Увеличение этажности сборных крупнопанельных зданий / Т.А. Мухамедиев, О.В. Кудинов // Бетон и железобетон. – 2006. — №3. – С.7-9.– ISSN 0005-9889
- Розанов, Н.П. Крупнопанельное домостроение– М.: Стройиздат, 1982. – 224 с.
- Врангель Л.М., Нестерова З.Н. Панельные Жилые дома за рубежом.—М.: 1960.
- Инструкция по отделке фасадных поверхностей панелей для наружных стен ВСН 66-89-76 Минстрой СССр Минпромстройматериалов СССр. М., 1977.
- Инструкция по проектированию конструкций панельных жилых зданий ВСН 32-77. М. 1978.
- Морозов Н.В. Конструкции стен крупнопанельных зданий. М. 1974.
- Лосев, В.С. Конструкция панельного здания со сборно-монолитным перекрытием / В. С.Лосев, Ф. Ф. Посельский // Жилищное строительство. – 2010. – № 11. – С. 28-31.
- Аушкап Р.П., Межулис Я.К. Кассеты с железобетонными стенками для изготовления панелей. М., 1960, 23с.
- Балатьев П.К., Соколов В.А. Ускорение твердения бетона при кассетной тезнологии производства сборных железобетонных конструкций. М., 1964, 28с.
- Барабаш И.П., Ручкан М.Б. Установка для изготовления объемных элементов. —Промышленность строительных материалов Москвы, 1962, №2, с. 15-21.
- Шмигальский В.Н. Формование изделий на виброплощадках. М., 1968. 104с.
- Монфред Ю.Б. Технология изготовления железобетонных изделий для жилищного строительства (кассетный способ). М., 1963, 190с.
- Объемное домостроение. Под ред. Н.Д. Плехова. Киев, 1963, 183с.
- Рекомендации по применению технологий и оборудования при строительстве новых, реконструкции и модернизации действующих предприятий крупнопанельного домостроения. М., 1980/ Госгражданстрой Госстроя СССР, 10с.
- Рекомендации по проектированию технологических линий заводов КПД, применяющий горячие смеси. М., 1975/ЦНИИЭП жилища, 21с.
- Граник Ю.Г. Заводское производство элементов полносборных домов. – М.: Стройиздат, 1984. – 221 с.
- Основы технологического проектирования заводов железобетонных изделий / под ред. Л.Н. Попова. – М.: Высш. шк., 1988. – 312 с.
- Макаров П.А., Цейтлин Е.С. Формовочные установки для производства многопустотных железобетонных изделий. – М.: МАШГИЗ, 1961. – 172 с.
- ГОСТ 6482-88 Трубы железобетонные безнапорные. – М: Изд-во стандартов, 1989. – 78 c.
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.