или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
ГЛАВА 3. КОНСТРУКТОРСКАЯ ЧАСТЬ
3.1 Электронож для удаления мастики
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
Изобретение относится к электрической промышленности и может быть использовано для удаления мастики при ремонте аккумулятора.
Устройство для удаления мастики при ремонте аккумуляторов выполненное в виде рукоятки, в которой помещены электропровода и лезвие в виде пластины с пазом и скошенной режущей кромкой в торцевой части и отверстиями по концам.
Недостатком этого устройства является интенсивное охлаждение режущей кромки лезвия при удалении мастики, желательно чтобы режущая кромка лезвия имела более высокую температуру.
Цель изобретения – повышение температуры режущей кромки лезвия.
Цель достигается тем что паз лезвия выполнен Т–образным и смещен к вершине острого угла режущей кромки.
Для удаления мастики при ремонте аккумуляторных батарей включают питание и удаляют мастику.
При этом ток, проходящий через лезвие, разогревает его в месте заточки ближе к вершине острого угла кромки, в результате чего устройство свободно удаляет мастику.
Предложенное устройство позволит повысить производительность при удалении мастики за счет высокой температуры режущей кромки лезвия.
Перед разборкой аккумуляторную батарею ставят на стол и включают электронож в сеть. Через несколько минут нагретыми зубцами ножа проводят вдоль стенок и перегородок бачка, удаляя мастику, причем зубцами, расположенными с одной стороны ножа, проводят вдоль перегородок бачка, что позволяет удалять мастику одновременно с двух сторон перегородки.
Электронож безопасен в работе, предохраняет крышки и бачки аккумуляторов от повреждений и повышает производительность труда в процессе разборки аккумуляторов. Устройство удаления мастики используется при ремонте аккумулятора.
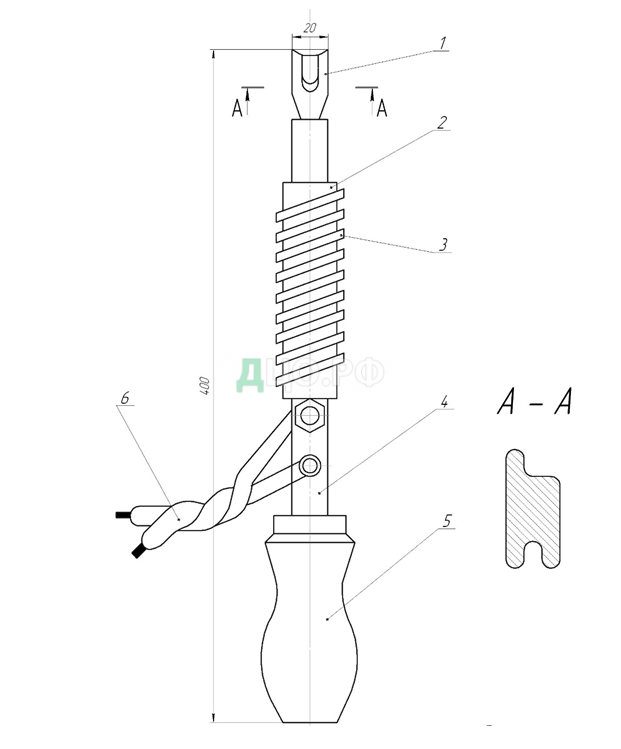
1 – винт, 2 – гайка, 3 – корпус; 4 – лопатка, 5 – пластина; 6 – рукоятка; 7 – заклепка.
ГЛАВА 4. ОРГАНИЗАЦИЯ УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ
Одной из форм рациональной организации ТО и ТР является система централизованного управления производством (ЦУП) технического обслуживания и ремонта подвижного состава.
При централизованном управлении производством ТО и ТР автомобилей применяется агрегатно – узловой метод ремонта. В этом случае ремонт автомобилей производится в основном путем замены неисправных частей новыми или отремонтированными за счет оборотного фонда предприятия. Систему централизованного управления производством ТО и ТР рекомендуется внедрять в АТП, имеющих более 200 автомобилей. Она базируется на следующих принципах:
— управление производством ТО и ТР осуществляется централизованно отделом производства (ОУП);
— производственные комплексы формируются по технологическому принципу ТО и ТР;
— работа производственных подразделений осуществляется на основе сменно – суточных заданий;
— ежедневный учет и анализ выполнения сменно – суточных заданий участками, бригадами и отдельными исполнителями осуществляются группой планирования и анализа информации.
4.1 Централизованное управление производством (ЦУП) технического обслуживания и текущего ремонта автомобилей
Управление производством АРМ строится на следующих принципах:
1.Четкое распределение административных и оперативных функций между руководящим персоналом и сосредоточение функций оперативного управления в едином центре или отделе управления производством (ЦУП или ОУП). Основными задачами ЦУП являются сбор и автоматизированная обработка информации о состоянии производственных ресурсов и объемах работ, подлежащих выполнению, а также планирование и контроль деятельности производственных подразделений на основе анализа информации.
Центр управления производством состоит, как правило, из двух подразделений: отдела (группы) оперативного управления (ООУ) и отдела обработки и анализа информации (ООАИ).
Выполнения каждого вида технического воздействия специализированной бригадой или участком (бригады ЕО, ТО -1, ТО – 2, ТР и пр.) – технологический принцип формирования производственных подразделений, в наибольшей степени отвечающий требованиям централизованной системы управления.
2.Объединение производственных подразделений (бригад, участков), выполняющих технологически однородные работы, и производственные комплексы в целях удобства управления ими.
3.Централизованная подготовка производства (комплектование оборотного фонда запасных частей и материалов, хранение и регулирование запасов, доставка агрегатов, узлов и деталей на рабочие посты, мойка и комплектование ремонтного фонда, обеспечение рабочих инструментом, а также перегон автомобилей в зонах ТО, ремонта и ожидания) специальным комплексом. Централизация подготовки производства значительно сокращает непосредственные затраты времени ремонтных рабочих, управленческого персонала и, в конечном счете, простои автомобилей в ТО и ремонте.
4.Использование средств связи, автоматики телемеханики и вычислительной техники (активно система может работать лишь при наличии средств диспетчерской связи и оргтехники). На схеме 1 приведена система структуры управления технической службой крупного автотранспортного предприятия. В зависимости от мощности предприятия и условий внешней кооперации структура технической службы может изменяться при сохранении принципиальных положений.
5.ЦУП возглавляет начальник, а основную оперативную работу по управлению выполняет диспетчер производства и его помощник – техник – оператор. Численность персонала ЦУП определяется общим объемом выполняемых работ (количеством автомобилей на АТП, количеством смен работы, наличием технических средств управления и др.).
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.