или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
1 2
3 ОБОСНОВАНИЕ ПРИНЦИПИАЛЬНОЙ СХЕМЫ
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
3.1 Краткое описание
Были применены две схемы силовая и слаботочная.
Силовая схема применяется для питания частотного преобразователя и электродвигателя с заданными параметрами работы.
Слаботочная схема применяется для передачи сигнала от тензодатчиков к терминалу весов через схему оптореле на частотный преобразователь.
Выбор твердотельного реле был обоснован его габаритами и возможностью управления им сигналами терминала весов.
Частотный преобразователь был выбран по мощности электродвигателя АИР 075.
Двигатель 075 был выбран по нагрузкам фасовочной машины.
3.2 Схемы подключения устройств
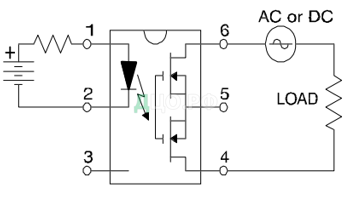
На рисунке 6 представлена схема подключения оптореле.
На рисунке 7 представлена схема подключения преобразователя частоты Schnieder ATV 312.
Рисунок 7 — Схема подключения ПЧ Schnieder ATV 312
На рисунке 9 представлена схема подключения весов ВТ-150.
Рисунок 8 — Схема подключения весов ВТ-150
4 НАСТРОЙКА ПАРАМЕТРОВ РАБОТЫ УСТРОЙСТВ
4.1 Настройка частотного преобразователя
4.1.1 Алгоритм настройки Schnieder ATV 312
Ниже приведён алгоритм пошаговый настройки Schnieder ATV 312 для работы с фасовкой на двух скоростях.
Если ПЧ настраивался и работал с другим оборудованием, то лучше вернуться к заводским настройкам:
drC- -> FCS -> ln1.
Аналоговый вход замкнутый на +10.
Al1 +10COM
Настраиваем ЧП в режим 3ч проводного управления:
i_O- ->tCC -> 3C.
Отменяем обратное вращение:
i_O- -> rrS -> nO.
Назначаем уровень доступа к функциям и конфигурации дискретных входов:
Ctt- -> LAC -> L3.
Назначаем дискретные входы сигналов о терминала весов:
— Дискретный вход LI1 – Fun- -> StC- -> nSt -> LI1.
— Дискретный вход LI3 – Fun- -> PSS- -> PS2 ( две заданные скорости ) -> LI3.
Установить скорость досыпа:
SEt- -> SP2 -> например, 10 – скорость в герцах относительно скорости электродвигателя в HSP (верхний предел скорости, обычно заводские -50Гц).
Окончательная корректировка пункта 7 производится с установкой значений минимальной (L) и максимальной (H) массы на терминале весов A/TB («Масса_К»).
4.2 Алгоритм настройки массы L и H на терминале весов
Установка значений минимальной (L) и максимальной (H) массы на терминале весов A/TB производства ЗАО «Масса_К». На рисунке 9 представлен терминал весовой A/TB.
Рисунок 9 — Терминал A/TB
Ниже приведен пошаговый алгоритм настройки весового терминала A/TB.
- При включенном терминале и не нагруженных весах входим в меню установки массы кнопкой .
- Кнопкой устанавливаем требуемую цифру.
- Кнопкой переходим к установке следующей цифры. После набора минимальной (L) массы, нажимаем на эту кнопку переходим в режим установки максимальной массы (H).
- Таким же образом устанавливаем значение максимальной массы.
- По окончании, нажимаем на кнопку и переходим в режим взвешивания.
- Кнопкой можем переходить в следующий режим установки или досрочно завершить набор.
5 АНАЛОГИ
5.1 Обзор компаний — производителей преобразователей частоты
На сегодняшний момент на рынке представлено большое количество производителей преобразователей частоты, как иностранных — азиатских (китайских, японских), европейских, американских и др. — так и российских. Широкий ассортимент продукции даёт возможность осуществить выбор преобразователя частоты с оптимальным сочетанием стоимости и функциональности.
Наибольшей известностью пользуется продукция такие производители преобразователей частоты, как Siemens (преобразователи Micromaster), ABB, Control Techniques, Danfoss, Lenze. К менее известным европейским производителям преобразователей частоты относятся Vacon, Elettronica Santerno, Emotron.
К наиболее популярным американским производителям относятся General Electric. Среди азиатских компаний наиболее известна продукция таких производителей частоты, как японские Mitsubishi Electric, Omron, Hitachi, Toshiba, Fuji Electric, корейские и тайваньские LG Hyundai Electronics, Long Shenq Electronic, Delta Electronics. Преобразователи частоты выпускает и Китай, однако китайские преобразователи частоты, в отличие от корейских, не отличаются высоким качеством.
5.2 Характеристика основных производителей
5.2.1 Преобразователи частоты Сontrol Techniques
Control Techniques [8] (Великобритания) — один из ведущих мировых производителей приводной техники и систем управления электроприводом. Компания Сontrol Techniques специализируется на поставке законченных технологических решений.
Преобразователи частоты Сontrol Technics серии Commander SK с векторным управлением в открытом контуре предназначены для управления асинхронными двигателями без датчика обратной связи.
Преобразователи частоты Сontrol Techniques серии Unidrive SP с векторным управлением в замкнутом контуре предназначены для управления асинхронными и синхронными приводами с обратной связью и без обратной связи. Unidrive SP характеризуются гибкой системой настройки, за счет чего они могут управлять прямым приводом. Помимо этого, частотные преобразователи Control Techniques этой серии обеспечивают существенную экономию энергии и высокий КПД системы.
5.2.2 Преобразователи частоты Toshiba
Компания Toshiba [9] (Тошиба) — производитель широкого спектра электронной и электротехнической продукции, один из мировых лидеров полупроводникового приборостроения. Высокоинтеллектуальные преобразователи частоты Toshiba занимают в мировом производстве долю рынка в 19%.
Преобразователи частоты Тошиба обеспечивают существенное энерго- и ресурсосбережение, а область их применения включает управление компрессорами, конвейерами, станками, насосами, электрооборудованием многих отраслей промышленности.
Преобразователи частоты Toshiba охватывают широкий спектр электродвигателей: для низковольтных — универсальные частотные преобразователи AS1, G9 и Н9, для высоковольтных — преобразователь частоты T300MVi.
5.2.3 Преобразователи частоты Siemens
Немецкая компания Siemens [10] — один из ведущих мировых производителей электроприводов, предназначенных для управления двигателями постоянного и переменного тока. Наиболее известны преобразователи частоты Micromaster для регулирования трёхфазных электродвигателей, которые имеют диапазон мощностей 120 Вт при однофазном входе и до 75 кВт — при трехфазном. Преобразователь частоты Siemens Micromaster может применяться как индивидуально, так и интегрироваться в системы автоматизации процесса. Simovert Masterdrives от Siemens — высоковольтные преобразователи частоты со звеном постоянного напряжения для точных и высокопроизводительных электроприводов с жесткими требованиями к динамическим характеристикам и крупных автоматизированных установок.
5.2.4 Преобразователи частоты Веспер
Частотный преобразователь Веспер [11] на IGBT транзисторах для асинхронных двигателей переменного тока сочетают надежность, функциональность, высокую перегрузочную способность и невысокую цену. Частотные преобразователи Веспер представлен десятью моделями: преобразователи частоты Веспер общепромышленного назначения серии EI-7011, насосный преобразователь Веспер серии EI-P7002, преобразователи частоты векторного типа E3-8100 и EI-9011 и др. Кроме этого, компания Веспер выпускает малогабаритные частотные преобразователи EI-8300 и EI-8001, бескорпусные преобразователи частоты EI-MINI.
6 ОПИСАНИЕ РЕЗУЛЬТАТОВ ИССЛЕДОВАТЕЛЬСКОЙ ДЕЯТЕЛЬНОСТИ
В процессе подключения терминала A/TB, весов ВТ-150, ПЧ Schnieder ATV 312 H075 N4, оптореле PVG612, кнопка пост пуск/стоп, асинхронный трёхфазный двигатель были выявлены проблемы:
— Трёхфазный асинхронный двигатель переключает скорость с меньшего на больший.
— Неправильная конфигурация Schnieder на дискретный вход L13.
— Преобразователь частоты не выдавал движения на трёхфазный двигатель.
Исправление проблемы переключения скорости, решается изменением подключения полюсов в оптореле и правильной конфигурацией Schnieder на дискретный вход L13.
Для решения неправильной конфигурации Schnieder, преобразователь частоты настраивается на соответствующие дискретные входы отвечающие за двигателя на двух оборотах.
При соответствующей настройке параметров частотного преобразователя и сигналов терминала весов двигатель заработал в нужном режиме совпадающий настройке весов на нижний и верхний предел массы.
В ходе работы для распознавания измерения весов были предложены следующие варианты:
— Использование искусственного интеллекта и соответствующего программного обеспечения.
— Использование логических элементов на базе транзисторной логике.
— Использование аналоговых и цифровых тензодатчиков.
Искусственный интеллект не подошёл к исследованию, так как имеющее оборудование было недостаточно мощным для его запуска и не подходило минимальным требованием. Для его использования требуется дорогостоящие устройства и навыки программирования с машинным обучением. Достоинства его использования заключается в быстродействии распознавания показателей весов.
Использование логических элементов имеет недостатки: чувствительность к внешним электрическим помехам, нет видимого электрического разрыва, не работают в цепях с плавно изменяющимися сигналами, требуется источник низкого сглаженного и стабилизированного напряжения. Также имеется и ряд достоинств: большая надежность и долгий срок службы, отсутствие контактов и быстроизнашивающихся частей, отсутствие необходимости в постоянном уходе и регулировке.
Использование тензодатчиков имеет преимущества, а именно малый вес и размеры, простота конструкции и крепления датчиков к изделиям, способность измерять статические и динамические деформации. К недостаткам следует отнести влияние на сопротивление датчиков температуры, незначительное изменение сопротивление датчика около 1%, делает необходимым усиление сигнала.
7 ОПИСАНИЕ РЕЗУЛЬТАТОВ РЕШЕНИЯ ПРОМЕЖУТОЧНЫХ ЭТАПОВ
7.1 Общие результаты этапов
— Составлены задачи в системе управления проектами Bitrix 24.
— Получены руководства пользователя, электрические принципиальные схемы: Шнайдер ATV 312 H075 N4, весы TB-S_A3, терминал весовой A/TB.
— Изучен принцип работы устройств, выданных по техническому заданию, с помощью технической документации, а также принципиальных схем.
— Составлена блок-схема устройства.
— Изучено фасовочное оборудование в целом и описан принцип его работы.
— Проведены первоначальные настройки и пробное подключение преобразователя частоты к асинхронному двигателю.
7.2 Результаты исследования
Знакомство с поставленной задачей, оборудованием и принципом работы, было непосредственно на предприятии, где также будет происходить и дипломная практика. На предприятии «Цемент-сервис», проходил инструктаж по технике безопасности. Для более удобного и быстрого выполнения работы по внедрению элементов промышленной автоматики предприятия, было задействовано командное разделение заданий между дипломниками. Требовалось изучить техническую документацию оборудования, принципиальные схемы устройств и найти специалистов в этой области. Для решения проблем был найден специалист, который готов помочь в этом вопросе. С другими устройствами проблем не возникало. Обучающих семинаров по устройству фирмы Шнайдер обнаружено не было, но по оборудованию Овен проходил семинар в декабре, других пока не ожидалось. Также было ознакомление и регистрация в программе для управления проектами Bitrix24, ниже приведён рисунок 11 таблицы CRM системы.
Рисунок 11 — Таблица CRM системы Bitrix 24
ЗАКЛЮЧЕНИЕ
Целью данной выпускной квалификационной работы являлось автоматизирование участка фасовки сухих строительных смесей с помощью внедрения промышленной автоматики в фасовочное оборудование для предприятия «Цемент-сервис».
В результате исследования были решены следующие задачи:
— Была разработана схема подключения и программирования предоставленных заказчиком устройств.
— Изучены характеристики устройств, для сборки фасовочного оборудования.
— Проведены первоначальные установки и подключение фасовочного оборудования.
— Созданы рабочие макеты модуля автоматизации из устройств заказчика и колледжа.
— Произведено подключение модуля автоматизации при внедрении в производство.
Справка о внедрении результатов исследования студента Монгуш В.М. в рамках выпускной квалификационной работы на тему «Разработка и внедрение автоматизации участка взвешивания на линии фасовки сухих строительных смесей в ООО «Цемент-сервис»» прилагается.
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ
- Уровни автоматизации технологических процессов [Электронный ресурс]; Файловый архив студентов. — URL: https://studfiles.net/preview/2496707/page:2/, свободный. — Яз.рус. — (Дата обращения 18.02.2019).
- ГОСТ 26228-90 Системы производственные гибкие [Электронный ресурс]; Термины и определения, номенклатура показателей. — URL: http://docs.cntd.ru/document/gost-26228-90, свободный. — Яз.рус. — (Дата обращения 21.02.2019).
- Терминал весовой A/TB. [Электронный ресурс]; Руководство по эксплуатации весового терминала A/TB. — URL: https://portkkm.ru/upload/iblock/e43/vesovoy-terminal-a_tb.-rukovodstvo-po-ekspluatatsii.-red.-4.2_-2016.pdf, свободный. — Яз.рус. — (Дата обращения 26.02.2019).
- RS-232 [Электронный ресурс] — URL: https://ru.wikipedia.org/wiki/RS-232, свободный. — Яз.рус. — (Дата обращения 12.03.2019).
- PVG612PBF, 1-полярное реле НО 60В 1А АС / 2А DC [Электронный ресурс] — URL: https://static.chipdip.ru/lib/242/DOCpdf, свободный. — Яз.англ. — (Дата обращения 15.03.2019).
- Гальваническая развязка [Электронный ресурс] — URL: https://ru.wikipedia.org/wiki/Гальваническая_развязка, свободный. — Яз.рус. — (Дата обращения 20.03.2019).
- Измеритель-регулятор микропроцессорный одноканальный [Электронный ресурс]; Руководство по эксплуатации ТРМ1 — URL: https://www.owen.ru/uploads/re_trm1m_473.pdf, свободный. — Яз.рус. — (Дата обращения 26.03.2019).
- Control Techniques [Электронный ресурс] — URL: http://www.control-techniques.com, свободный. — Яз.рус. — (Дата обращения 02.04.2019).
- Toshiba [Электронный ресурс] — URL: http://www.toshiba.ru, свободный, — Яз.рус. — (Дата обращения 06.04.2019).
- Siemens [Электронный ресурс] — URL: https://www.siemens-ru.com, свободный, — Яз.рус. — (Дата обращения 10.04.2019).
- Веспер [Электронный ресурс] — URL: https://www.vesper.ru, свободный, — Яз.рус. — (Дата обращения: 14.04.2019).
1 2
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.