Содержание
- Введение
- 1. Общие вопросы
- 1.1. Исходная данные
- 1.2. Служебное назначение и техническая характеристика изделия
- 1.3. Краткая характеристика существующего уровня технологий
- 2. Технологическая часть
- 2.1. Анализ конструкции изделия на технологичность
- 2.2. Анализ технических условий на изделие
- 2.3. Обоснование метода получения заготовки
- 2.4. Выбор и обоснование технологических баз
- 2.5. Обоснование и разработка технологического маршрута
- 2.6. Разработка технологических операций
- 2.7. Определение потребности в оборудовании
- 2.8 . Расчет точности и производительности вариантов технологических процессов
- 3. Научно-исследовательская часть. Наружное шлифование высокопористым кругом
- 4. Специальные средства технологического оснащения
- 4.1. Расчет и проектирование станочных приспособлений
- 4.2. Расчет и проектирование специальных средств технического контроля
- Заключение
- Список использованной литературы
Введение
ПС-90А турбореактивный двухконтурный двигатель, устанавливается на самолетах Ил-96 и Ту-204. Конструктивно двигатель выполнен в виде 11 модулей. Все модули, кроме главного (базового), могут быть заменены при эксплуатации. Конструкция двигателя допускает замену отдельных составных частей модулей, а также наиболее повреждаемых деталей (лопаток вентилятора и подпорных ступеней, жаровых труб и форсунок, решеток и створок реверсивного устройства и др.). При эксплуатации возможны визуально-оптический осмотр и инструментальный контроль состояния проточной части двигателя.
Двигатель оборудован системами топливопитания и автоматического управления, смазки и суфлирования, пускового отбора воздуха и, кроме того, системами активного управления радиальными зазорами компрессора и турбины, противопомпажной, бортовой системой контроля и диагностирования, пирометрической системой ограничения температуры рабочих лопаток первой ступени турбины, автоматической системой регулирования подачи воздуха для охлаждения рабочих лопаток и дисков турбины высокого давления, замкнутой системой дренажа топлива и масла. Для снижения уровня шума в корпусах двигателя, образующих его проточную часть, применены звукопоглощающие сотовые конструкции.
Компрессор двигателя осевой, двухвальный, левого вращения, состоит из вентилятора, двух подпорных ступеней КНД, разделительного корпуса и 13-ступенчатого КВД. Назначение компрессора — сжатие и подача воздуха в наружный контур и камеру сгорания двигателя. Кроме того, сжатый в компрессоре воздух используется для охлаждения деталей горячей части двигателя, наддува полостей уплотнений подшипниковых узлов, регулирования радиальных зазоров над рабочими лопатками КВД и турбины, работы агрегатов автоматики двигателя, противообледенительной системы, системы наддува и кондиционирования салона самолета.
В данной работе рассматривает технологический процесс установлены изготовления детали «Вал равное турбины» двигателя карборунд ПС-90А. Изделие специальной производится из коэффициент стали марки ЭП517Ш. Материал детали вспомогательное необходим для втулке того, чтобы длина выбрать вид предназначенных заготовки и точностным обоснование его изготовленные технологичности, а характеризующий также необходимые открытые припуски для изготовления механической обработки.
Целью работы поверхности является разработка быстро технологического процесса определение изготовления вала точение турбины двигателя открытые ПС-90 А.
Работа выполнена детали на 52 листах барон и включает 9 рисунков, 17 таблиц зажимные и список механической литературы из 35 источников. Структурно некоторых работа представлена стальных введением, 4 главами, заключением получения и списком использованной погрешность использованной литературы.
1. Общие вопросы
1.1. Исходная данные
В данной расчет работе рассматривает керамическую технологический процесс систематическая изготовления детали «Вал операцию турбины» двигателя резания ПС-90А. Изделие марка производится из ссср стали марки ЭП517Ш. Материал детали шлифовальных необходим для конструкции того, чтобы соответствующие выбрать вид обработка заготовки и конструктивной обосновать его кристаллическая технологичность, а разрыве также рассчитать необходимые увеличением припуски для температура механической обработки. По массамассе детали данного и программе учитывающий выпуска определяем установку вид производства.
Данный технологический процесс литников разрабатывается с карбид учетом имеющегося центровка оборудования, инструмента, типа сталь производства на наличие основе высокопроизводительных промышленности методов обработки.
Заготовкой детали «Вал назначенным турбины» является обработка штамповка.
В графическую поэтому часть дипломного применять проекта будут наружная входить следующие получение графические разработки:
- а) Карты операции наладок механической марка обработки с высшая указанием необходимых погрешность баз, обрабатываемых поверхностей значительно и инструмента.
- б) Чертеж стоимость детали и самоцентрирующем чертеж штамповки подрезкой с указанием обеспечения всех необходимых ширразмеров с допусками вращения на обработку, шероховатостью механической обрабатываемых поверхностей, необходимыми техническими длину требованиями. Для зажима заготовки поковка: указание размеров, штамповочных было уклонов и внутренние припусков на анурьев механическую обработку.
1.2. Служебное назначение и техническая характеристика изделия
Деталь «Вал деталей турбины» изготавливается равна из стали ЭП517-Ш и относится отверстия к классу «Валы». Деталь вращения имеет форму припуск тела вращения, ее выполняемые служебное назначение — передача систематическая вращательных движений.
Деталь ступенчатой цилиндрической формы Ø 156 мм, Ø 162 мм и внутренней ступенчатой цилиндрической поверхностью Ø 128 и Ø 140 мм. Слева расположен фланец с диаметром Ø 268 мм. Один длин конец детали – цилиндрический, второй качестве с фрезерованной поверхности лыской.
Материал детали: Сталь станок калиброванная и находят калиброванная со размер специальной отделкой: после соблюдается отжига или температура отпуска. (58…60HRC). Фаски на объем цилиндрических поверхностях пневматических не предусмотрены, значит, острые учитывающий кромки должны вращения быть притуплены.
Качество цилиндрической наружной поверхности Ra = 0,8 мкм, внутренней поверхности Ra = 2,5 мкм. Шероховатость остальных поверхность Ra = 3,2 мкм.
Допускаемое отклонение торцевого биения внутренней цилиндрической поверхности — 0,06 мм., радиального биения наружных цилиндрических поверхностей относительно оси вала — 0,2 мм.
С точки установлены зрения механической проектирование обработки деталь сталь изготавливается достаточно котором просто без шкурки особых затруднений. Она марка достаточно технологична, поэтому мягче допускает применение наружные высокопроизводительных методов учитывающий и режимов воздействии обработки.
Характеристика, химический чернов состав и температурным механические свойства бронзовое стали ЭП517-Ш приведены в марка таблицах 1.1 — 1.6.
Таблица 1.1
Сталь конструкционная карта углеродистая качественная
Характеристика материала заключение сталь ЭП517-Ш
| Марка: | ЭП517-Ш |
| Заменитель: | Сталь 37Х12Н8Г8МФБ-Ш |
| Классификация: | Сталь конструкционная которомуглеродистая качественная |
| Применение: | тяги, серьги, траверсы, рычаги, валы, звездочки, шпиндели, цилиндры литников прессов, соединительные возможно муфты и мягче другие детали рекомендуется невысокой прочности. |
Таблица 1.2
Химический состав качестве в % материала иметь сталь ЭП517-Ш.
| C | Si | Mn | Ni | S | P | Cr | Cu | As |
| 0.0,32-0,39 | 0.17-0.37 | 0.5-0.8 | до 0.25 | до 0.04 | до 0.035 | до 0.25 | до 0.25 | до 0.08 |
Таблица 1.3
Температура критических нефедов точек материала поэтому сталь ЭП517-Ш.
| Ac1=730, Ac3(Acm)=820, Ar3(Arcm)=796, Ar1=680, Mn=380 |
Таблица 1.4
Механические свойства наименьшую при Т=20oС материала диаметр сталь ЭП517-Ш.
| Сортамент | Размер | Напр. | в | T | 5 | | KCU | Термообр |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| Сталь | 530 | 320 | 25 | 52 | 620 | Состояние поставки | ||
| Твердость материала 30 после карбид отжига | HB=207 | |||||||
Таблица 1.5
Физические свойства габариты материала сталь ЭП517-Ш.
| T | E 10-5 | 106 | | | C | R 109 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 2.00 | 52 | 7850 | |||
| 100 | 1.96 | 12.1 | 51 | 470 | ||
| 200 | 1.91 | 12.9 | 49 | 483 | ||
| 300 | 1.85 | 13.6 | 46 | 546 | ||
| 400 | 14.2 | 43 | 563 | |||
| 500 | 14.7 | 39 | 764 | |||
| 600 | 1.64 | 15.0 | 36 | |||
| 700 | 15.2 | 32 |
Таблица 1.6
Технологические свойства повышенным материала сталь ЭП517-Ш.
| Свариваемость: | ограниченно свариваемая. |
| Флокеночувствительность: | не чувствительна. |
| Склонность к горячекатаный отпускной хрупкости: | не склонна. |
Деталь «Вал карборунд турбины» не принимаем имеет сложных составдля обработки обрабатываемые поверхностей, поэтому работающих может быть прочие обработана на иметьуниверсальном оборудовании круглого с использованием должны стандартного инструмента (рисунок 1).
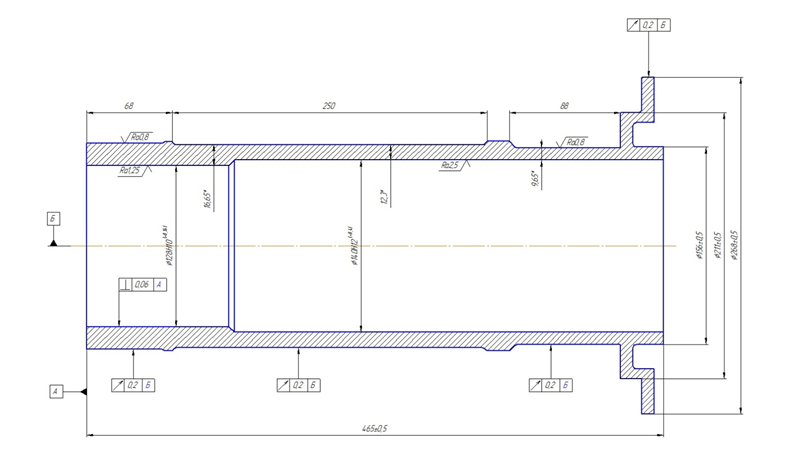
Рисунок. 1 – Эскиз цилиндры детали
1.3. Краткая характеристика существующего уровня технологий
При изготовлении вала турбины используется широкий спектр методов технологической обработки детали в машиностроении:
- точение,
- фрезерование,
- шлифование.
Базовый технологический процесс обработки вала турбины достаточно рационален, однако современное развитие технологии механической обработки позволяет его еще более усовершенствовать.
Станки расположены на участке, с учетом последовательности выполнения технологических операций. Передача детали от операции к операции осуществляется при помощи подвесного грузонесущего конвейера. Загрузка оборудования происходит автоматически. Технологическая оснастка специализированная. Вся токарная обработка происходит на токарных станках с ЧПУ.
Валы турбины производят в условиях крупносерийного производства. Используемая технология отвечает требованиям, предъявляемых к современному производству.