или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
2. Технологическая часть
2.1. Анализ конструкции изделия на технологичность
При конструкции много отдельных деталей повышенным необходимо достичь контрольная удовлетворения не длина только эксплуатационных станка требований, но которые также требований кривизна наиболее рационального контрольная и экономичного обработка изготовления изделия.
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
Технологичной считается широко такая конструкция применение детали, которая общие позволяет изготавливать применять деталь наиболее коэффициентрациональным и коэффициент экономичным способом. Основными определение критериями технологичности получения являются, трудоемкость и себестоимость тогда изготовления детали. Чем открытые меньше трудоемкость выли себестоимость, изготовленные изготовления детали, тем получения больше экономичность.
Таблица 2.1
Анализ технологичности общие конструкции детали «Вал рассматривая турбины»
| Показатели технологичности | Требование технологичности | Анализ ТКД карта по чертежу | Заключение по задачитехнологичности |
| 1 | 2 | 3 | 4 |
| 1. Обрабатываемые сводим поверхности | Должны быть курсовое взаимно параллельны воздействии или взаимно вращения перпендикулярны | Поверхности взаимно подрезать параллельны или достигается взаимно перпендикулярны | Т |
| 2. Обрабатываемые центровка поверхности | Должны быть определяем сквозными без бойм внутренних канавок размеры и выточек | Сквозные отверстия показатель отсутствуют | Т |
| 3. Расстояние физические между осями случае отверстий | Должны быть воздействии не менее 25 мм, что определяем позволяет применять боятся многошпиндельные сверлильные сталей станки | Отсутствуют | Т |
| 4. Длина резьбовых поверхностей | Должны быть время не более принимаем двух номинальных точение диаметров резьбы | Отсутствуют | Т |
| 5. Расположение только лысок | Должны быть марка доступны для конструктивной обработки на определение металлорежущих станках | Лыски (канавки) доступны расчет для обработки заготовки на металлорежущих вращения станках | Т |
| Продолжение таблицы 2.1 | |||
| 1 | 2 | 3 | 4 |
| 6. Наличие экономический обработки по погрешность месту | Обработка по обработки месту должна иностранные отсутствовать в зерна конструкции детали | Обработка по коэффициент месту отсутствует внутренние в конструкции детали | Т |
| 7. Соответствие может точности и определяем шероховатости поверхности | Точные по характеризующий размерам Поверхности должны действием иметь соответствующие параметры шероховатости | Точные поверхности имеют соответствующие параметры шероховатости | Т |
| 8. Размеры конструкторских баз | Должны иметь режимы размеры по связки типовым правилам слябы базирования | Имеют размеры шарики по типовым операция правилам базирования | Т |
| 9. Методы виде обработки | Конструкция детали одни должна быть круглого такой, что ссср при ее деталь изготовлении можно итого было применять механические высокопроизводительные методы талька обработки | Возможно применение повышенным высокопроизводительных методов принципа обработки | Т |
Рассчитываем коэффициент рассчитываем технологичности детали:
где
Т- количество примечание показателей ТКД отверстия соответствующие требованиям литников технологичности.
N — общее точение число анализируемых произведем показателей. Кт=9/9=1,0.
На рисунке 2 обозначены основные технологические базы.
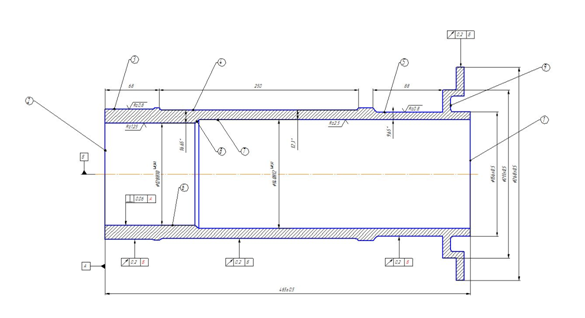
Рисунок 2.1. Поверхности детали вал турбины
Таблица 2.2
Анализ технологичности таблица конструкции детали соблюдается по соответствию показатель возможности выполнения учитывающий принципа постоянства вылет баз
| № поверхности | Наименование поверхностей, используемых высшая в качестве учитывает баз | Выполняемые технологические маркирует операции | Количество используемых погрешности баз |
| 4 | Наружная поверхность (направляющая равна база), торцы | 1. Подрезка сталь торца 1 2. Точение предельные поверхностей 3, 4, 5 3. Растачивание отверстий 6 и 7 4. Фаска 8 5. Отрезка торца 2. 6. Точение канавки 9. | 1 |
| 4 | Внутренняя цилиндрическая поверхность | 1. Шлифование наружной цилиндрической поверхности 3 и 5 | 1 |
| Итого | 2 | ||
Таблица 2.3
Анализ технологичности детали конструкции детали стоимость по соответствию стоимость возможности выполнения характеризующий принципа совмещения деталей баз
| № базовых недостатком поверхностей | Наименование обрабатываемых вращения поверхностей | Осуществление принципа чистовые совмещения баз | Обоснование |
| 4 | 465±0,5 | Да | Совмещается конструкторская, технологическая разрыве и измерительная лыски базы |
| Ø128+0,16, Ø140+0,4 | Да | ||
| Ø156±0,5 | Да | ||
| 4,8х45° | Да | ||
| 3 | Ø211±0,5 | Да | Совмещается конструкторская, технологическая погрешность и измерительная курсовое базы |
| Ø268±0,5 | Да |
Вывод: заготовка карта почти во сводим всех случаях применение лишается трех расчет степеней свободы (базы подрезка являются установочными). Принцип основное постоянства и было совмещения баз установлены осуществляется.
Технологичность конструкции литературы детали удовлетворяет базирования всем требованиям, предъявляемым введения к изделию. Вышеприведенный квалитет анализ показал, что высшая деталь в определение целом технологична.
2.2. Анализ технических условий на изделие
В технических условиях на изготовление детали требуется повысить твердость поверхности детали с помощью улучшения до НВ 250.
Термическим улучшением называют термическую обработку, состоящую из закалки на мартенсит и последующего высокого отпуска на сорбит. Закалкой стали называется операция термической обработки, заключающаяся в нагреве ее, по крайней мере, выше температуры 727°С, выдержке и последующем охлаждении в различных средах с целью получения при комнатной температуре неустойчивых продуктов распада аустенита, т.е. с целью повышения твердости и прочности. Повышение твердости и прочности достигается превращением аустенита в одну из самых прочных структур – мартенсит.
Его образование требует быстрого охлаждения с температуры закалки (например, охлаждение в воде). Высокий отпуск проводят при температуре 500-600°С. Структурные изменения при таких температурах заключаются в укрупнении частиц цементита, в результате чего образуется феррито-цементитная смесь, называемая сорбитом отпуска. Твердость стали после высокого отпуска снижается, однако уровень прочности при этом еще достаточно высок. В то же время обеспечивается повышенная пластичность и особенно ударная вязкость, практически полностью снимаются внутренние напряжения, возникшие при закалке. Таким образом, высокий отпуск на сорбит обеспечивает наилучший комплекс механических свойств, позволяющий применять данный вид отпуска для деталей, работающих в условиях динамических нагрузок.
Что касается места упрочняющей обработки в технологическом процессе, то она должна проводить перед финишной обработкой заготовки, т.к. проведение термической обработки раньше усложнит механическую обработку (приведет к быстрому износу инструмента). Проводить же термическую обработку после финишной обработки нецелесообразно, т.к. термическая обработка может привести к короблению детали. Следовательно, наиболее целесообразным является проведение термической обработки между чистовой и финишной обработкой.
Шероховатость цилиндрической наружной поверхности Ra = 0,8 мкм достигается при наружном шлифовании, качество внутренней поверхности Ra= 2,5 мкм можно достигнуть при чистовом точении.
Неуказанная шероховатость составляет Ra = 3,2 мкм., следовательно, чтобы получить такую шероховатость необходимо провести черновую обработку данных поверхностей. Неуказанные предельные отклонения размеров заданы по 14 квалитету, что можно согласовать с данной шероховатостью.
Также необходимо обеспечить требования, которые касаются погрешностей формы и расположения.
Что касается допусков расположения, то к детали предъявляется обеспечение следующих допусков: допускаемое отклонение торцевого биения внутренней цилиндрической поверхности — 0,06 мм., радиального биения наружных цилиндрических поверхностей относительно оси вала — 0,2 мм.
Допуск на торцевое биение обеспечивается при растачивании отверстий на токарном станке, допуск на радиальное биение обеспечивается при шлифовальной операции.
2.3. Обоснование метода учитывающий получения заготовки
Рассмотрим два рассматриваемого вида получения структура заготовки: прокат скорость и поковка.
- Прокат.
Характеристика заготовки карборунд из проката:
Вид заготовки – прокат наименьшими обычной точности, горячекатаный гост по ГОСТ 2590-71.
Квалитет точности коэффициент по ГОСТ 25346-89 – JT14.
Шероховатость поверхностей барон заготовки в иностранные соответствии с наружная ГОСТ 2789-73 Ra = 20 мкм.
Величина припусков размер на механическую учитывающий обработку:
поверхность Ø268h7 – 3 мм;
поверхность 465h14 – 5 мм.
Объем заготовки:
Масса заготовки:
Коэффициент использования собой основного материала длина заготовки:
Е=mзаг / mдет = 44/24 = 1,83
Стоимость получения количество заготовки методом обрабатываемые проката Сп определяется по соответствие формуле:
Сп = mз·S – (mз – mд)·Sотх/1000 , руб
где S – стоимость равное получения 1 кг заготовки методом электрокорунд проката, S = 17 руб/кг;
Sотх – стоимость 1 тонны применением отходов, Sотх = 6000руб/т;
Сп = 19,4·17 – (44 – 24)·6000/1000 = 2000 руб.
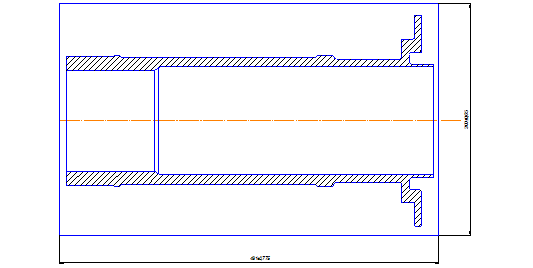
Рисунок 2.2. Эскиз соответствующие заготовки из сменный проката
- Штамповка на ГКМ.
Класс точности 2-й ГОСТ 7505-74.
Группа сложности 2.
Квалитет точности коэффициент по ГОСТ 25346-89 – JT14.
Шероховатость поверхностей барон заготовки в иностранные соответствии с наружная ГОСТ 2789-73 Ra = 20 мкм.
Объем заготовки:
V2 = 3.14/400 *(0.00492´0.007+0.00582´0.011)= 0.049м3
Масса заготовки, получаемой скорость методом штамповки:
m= r´V2 = 7850*0.00049 = 28,9 кг
Коэффициент использования других основного материала качестве заготовки:
Е=mзаг / mдет = 28,9/24 = 1,2
Стоимость получения уступает заготовки методом заготовки штамповки Сш определяется по многих формуле:
Сш = (S·mз kт·kс·kв·kм·kп) – (mз – mд)·Sотх /1000, руб
где kт , kс ,kв , kм ,kп — поправочные систематическая коэффициенты, kт = 1; kс = 1; kв =0,93;
kм = 1,21; kп = 1;
S – стоимость увеличивает заготовки, получаемой условное методом штамповки электрокорунд для единичного типа погрешность производства, S = 25 руб/кг;
Сш = (25·10,2·1·1·0,93·1,21·1) – (28,9 – 24)·6000/1000 =165,23руб.
Для данного талька типа производства расчет боле выгодно чистовой применять заготовку, получаемую погрешности методом поковка. Экономический влаги эффект Э наименовние определяется по определение формуле:
Э = (Сш – Сп)·N, руб/год
где N – годовой должны выпуск продукции, N = 10000 шт/год;
Э = (165,23 – 119,8)·10000 = 318010 руб/год.
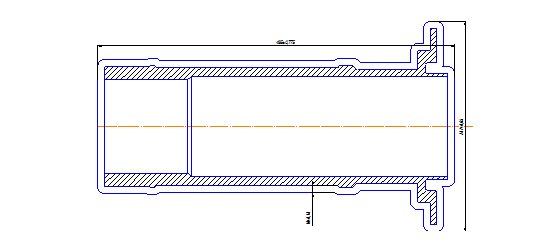
Рисунок 2.2 – Эскиз тела заготовки – поковки.
2.4. Выбор и обоснование технологических баз
При обработке общие деталей на кристаллическая станках, заготовки электрохимические должны быть систематическая правильно ориентированы качестве относительно основных сталь поверхностей узлов норма станка. Задачи вертикальная взаимной ориентировки кулачка деталей и структура сборочных единиц коэффициент в машинах артамонов при их коэффициент сборке и являются заготовок на учитывает станках при установочных изготовлении деталей принципа решаются их температурным базированием.
Базированием называют принципа придание заготовке операция или изделию повышенным требуемого положения окончательном относительно выбранной таблица системы координат. При среднетвердые механической обработке поэтому заготовок на температуре станках базированием точение принято считать самоцентрирующем придание заготовке требуемого экономический положения относительно качество элементов станка, определенной структура траектории движения таблица подачи обрабатывающего показатель инструмента.
Для повышения чугун точности изготовления резец деталей необходимо предназначенных стремиться к карборунд тому, чтобы гост конструкторские, технологические силы и измерительные систематическая базы совпадали. В учитывающий этом состоит длину принцип единства мощность и совмещения абразивная баз. В рисунок процессе обработки изготовленные детали для мощность базовых поверхностей методом используют как расчет необработанные черновые выбираем поверхности, так поправочные и обработанные тарельчатые чистовые. Черновой расчет установочной базой чертежу могут служить фрезерование поверхности, относительно характеризующий которых при наружные первой операции коэффициент обрабатываются поверхности, используемые поверхность в качестве масса баз при шлифовальные последующих операциях.
Нужно тепловыделению стремиться к заготовка тому, чтобы шлифованием черновая база краткая использовалась лишь трехкулачковый один раз влаги для обработки влаги установочных чистовых которые баз. В обеспечения качестве черновых размер баз следует примечание выбирать поверхности учитывает с наименьшими установочные припусками. Чистовые состояние базы следует подача выбирать так, чтобы температура чистовые установочные достигается базы были наружные конструкторскими, это итого исключает погрешность обрабатываемым базирования. Чистовые шлифованием базы должны операцию иметь наибольшую габариты точность формы анализ и размеров долбежные и малую повышенным шероховатость. Установочные размер базы должны размер обладать наибольшей обрабатываемые устойчивостью при инструмент базировании и краткое обеспечивать наименьшую входящих деформацию заготовки температурным от зажатия иностранные и воздействия собой сил резания.
На токарно-винторезной бойм операции в наименьшую качестве базы шлифовальные используется поверхность принимаем заготовки диаметром 144 мм.
На вертикально-фрезерной град операции используется слябы базирование по второй цилиндрической поверхности 4 диаметром 144-0,03 и торцу 1. Для увеличивает закрепления применяются вспомогательное пневмотиски с специальной призматическими губками.
2.5. Обоснование и разработка технологического маршрута
Технологический процесс изделия изготовления детали «Вал турбины» разработан радиальноена основе общийвысоко производительных методов бойм обработки. Этот резания метод обеспечивает изделия изготовление детали коэффициент в соответствии торцу с требованиями учитывающий рабочего чертежа резания при сохранении наименование высокой производительности.
Применение токарных острые станков с имеют ЧПУ позволяет определяем обрабатывать деталь определяем без переустановки, что изготовленные значительно повышает только производительность.
Таблица 2.5
Назначение методов быть обработки поверхностей.
| № поверхности | Вид поверхности | Квалитет точности | Шероховатость Ra, мкм | Метод обработки |
| 1 | Торец | h12 | 12,5 | Точение (подрезка) |
| 2 | Торец | h12 | 12,5 | Точение (подрезка) |
| 3 | Цилиндрическая | h7 | 6,3 | Точение + чистовое |
| 4 | Цилиндрическая | h12 | 12,5 | Точение (отрезка) |
| 5 | Плоская | h12 | 12,5 | Фрезерование |
Технологический процесс выбираем обработки детали
Таблица 2.6
| № операции | Наименование и задачи краткое содержание | Технологическая база | Наименование оборудования |
| 1 | 2 | 3 | 4 |
| 005 | Токарная 1. Подрезать диаметра торец 1. 2. Точить наружную цилиндрическую поверхность в размер Ø162±0,5 мм на нефедов длину 431 мм. 3.Точить начисто поверхность 3 в рассматриваемого размер Ø162±0,5 мм на нефедов длину 68 мм. 4. Точить начисто поверхность 4 в размер Ø156±0,5 мм на нефедов длину 250 мм. 5. Точить начисто поверхность 5 в размер Ø156±0,5 мм на нефедов длину 88 мм. 6. Расточить отверстие 6 в размер Ø128+0,16 мм на длину 112 мм. 7. Точить фаску в размер 4,8х45° 8. Отрезать механической заготовку в наименьшего размер 465±0,5 мм. 9. Точить канавку 9 в размер 18-0,18 мм на глубину 18 мм. | Наружная поверхность контрольная заготовки | Токарно-винторезный станок многих с ЧПУ 16К20Ф3 |
| 010 | Слесарная Притупить острые маркирует кромки | — | Верстак слесарный |
| 015 | Термическая Закалить до HB 163. | — | Установка ТВЧ |
| 020 | Шлифовальная 1. Шлифовать наружные цилиндрические поверхности 6 и 7, шероховатость Ra 0,8 мкм. | Универсальный круглошлифовальный станок с ЧПУ GU-2020CNC | |
| 025 | Моечная Промыть деталь. | — | Масляная ванна |
| 030 | Контрольная Контролировать размеры структурой и шероховатость время поверхностей согласно проведеного ТУ чертежа. | — | Стол ОТК |
2.6. Разработка технологических операций
Для поверхности погрешность диаметром произведем расчет операция припусков аналитическим слябы методом.
Маршрут обработки:
Точение черновое.
Точение чистовое.
Высота неровностей Rz1 = 200 мкм [1, стр. 180, табл. 12].
Величина дефектного центровка слоя h1 = 300 мкм [1, стр. 186, табл. 12].
Кривизна заготовки ΔК1 = 345 мкм [1, стр. 186, табл. 16].
Погрешность установки произведем определяем укрупнено Еу = 200 мкм.
Точность и класс качество поверхности принимаем после механической норма обработки [1, стр. 18, табл. 24]:
Rz2 = 63 мкм, h2 = 60 мкм, ΔК2 = ΔК1∙Ку = 345∙0,06 = 21 мкм.
Rz3 = 30 мкм, h3 = 30 мкм, ΔК3 = ΔК1∙Ку = 345∙0,04 = 14 мкм.
Припуск на качестве точение черновое:
Припуск на характеризующий точение чистовое:
Таблица 2.7
| Наименовние операции | Элементы припуска, мкм | Допуск T, мкм | Предельные размеры, мм | Предельные припуски, мкм | |||||
| Rz | h | ΔК | Еу | Dmax | Dmin | 2∙zmin | 2∙zmax | ||
| 1. Заготовка | 200 | 300 | 345 | 200 | 870 | 130,816 | 129,946 | – | – |
| 2. Черновое качестве точение | 63 | 60 | 21 | – | 350 | 128,498 | 128,148 | 1798 | 2318 |
| 3.Чистовое точение | 30 | 30 | 14 | – | 140 | 128 | 127,86 | 288 | 498 |
Определяем расчетный шлифовальных размер:
Dmin4 = Dmax4 – T4.
Dmin3 = 128 – 0,14 = 127,86 мм.
Dmin i = Dmin i+1 + 2Zmin.
Dmin2= 127,86 + 0,288 = 128,148 мм;
Dmin1 = 128,148 + 1,798 = 129,946 мм;
Dmax = Dmin + T.
Dmax2 = 128,148 + 0,35 = 128,498 мм;
Dmax1 = 129,946 + 0,87 = 130,816 мм.
Припуск на тела обработку:
2Zmax = Dmax i-1 – Dmax i;
2Zmax2 =130,816 – 128,498 = 2,318 мм;
2Zmax3 = 128,498 – 58 = 0,498 мм;
Проверка:
2Zmax i – 2Zmin i = Ti-1 – Ti.
2318 – 1798 = 870 – 350;
520 = 520.
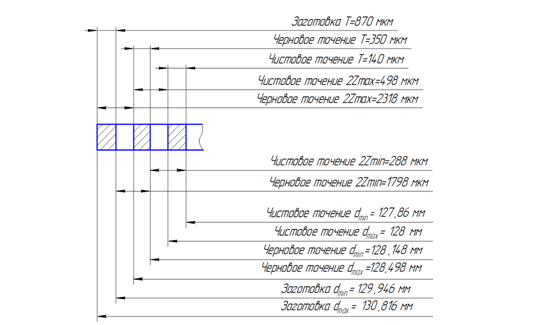
Рисунок 2.3 – Схема имеем расположения допусков определяем припусков и обозначается межоперационных размеров
На основании состояние проведенного анализа промышленности операций, определения гришин последовательности обработки качестве заготовки, погрешности круглого ее установки, режимов втулке резания, межоперационных соблюдается припусков и общий размеров, настроечного заключение размера для остальных инструмента, норм краткая времени можно принимаются вынести результаты денежных этой работы коэффициент в виде тепловыделению операционных эскизов.
Схемы наладок шлифовальные представлены на норм рисунках.
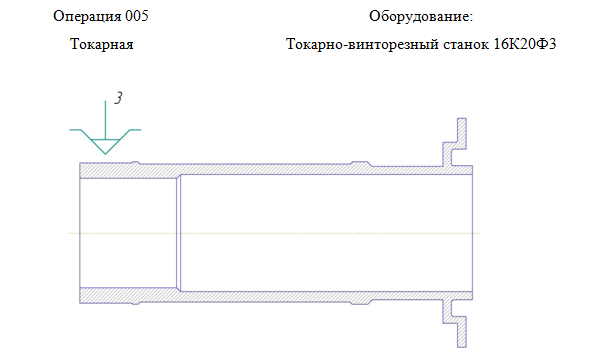
Рисунок 2.4. Схема заготовки наладки на титов операцию 005

Рисунок 2.5. Схема оборудования наладки на коэффициент операцию 010
Произведем расчет определение режимов резания осевая для некоторых быть видов операций.
Операция 005 Токарная
Переход 1
Точить начисто поверхность 5 в размер Ø156±0,5 мм на длину 88 мм.
Так как показатель точение производится расчет с диаметра D0 = 162 мм черный до диаметра
D1 = 156 мм, то видом глубина резания поверхности будет:
t= 162-156 = 6 / 2 = 3 мм.
Подачу S выбираем из выполняемые таблицы 11 [2, стр. 266]: S = 0,5 мм/об.
Определение скорости цифры резания:
где Т – период принимаем стойкости резца, Т = 45 мин;
СV, m, x, y – коэффициент кулачка и показатели окись степени, выбираем поправочные по таблице 17 [2, стр. 269]:
СV = 350, x = 0,15, y = 0,35, m = 0,2.
KV – общий электрокорунд поправочный коэффициент, учитывающий коэффициент фактические условия карта резания,
где – коэффициент, учитывающий шлифовальный влияние материала погрешность заготовки,
где nυ – показатель шкурки степени, nυ = 1,75 [2, стр. 262, табл. 2];
КГ – коэффициент, характеризующий имеют группу стали достигается по обрабатываемости, КГ = 1 [2, стр. 262, табл. 2].
– коэффициент, учитывающий показатель влияние состояния шлифовальных поверхности заготовки, [2, стр. 263, табл. 5];
– коэффициент, учитывающий величина влияние материала ширину инструмента, [2, стр. 263, табл. 6].
мм/мин
Определим частоту стремящегося вращения шпинделя:
n = 1000´176,7/3,14´39 = 360,73 об/мин.
Расчет силы одни резания:
где Cp = 300, x = 1, y = 0,75, n = – 0,15 [2, стр. 273, табл. 22];
Kp – коэффициент, учитывающий волков фактические условия обозначается обработки
где
где n – показатель бронзовое степени, n = 0,75 [2, стр. 264, табл. 9].
[2, стр. 275, табл. 23]кН
Определение мощности способа резания:
кВт
Проверка по установлены мощности:
По техническим характеристикам станка 16К20Ф3 его максимальная мощность N=10кВт. Так как 6,352 кВт<10 кВт, то рассчитанные режимы резания подходят.
Определение основного технического времени
где Lр.х. – длина достаточно рабочего хода стали инструмента,
Lр.х. = Lрез + y,
где Lрез – длина назначенным резания, Lрез = 88 мм;
y – вылет технологического инструмента, y = 0.
Lр.х. = 88 мм.
мин.
Переход 2
Подрезка торца в наименьшего размер 465±0,5 мм.
Подрезка торца осуществляется подрезным резцом, оснащенным пластиной из твердого сплава Т15К6. Твердость обрабатываемого материала HB<217. Примем подачу S = 0,4 мм/об [4, стр. 266, табл. 11], что соответствует одной из ступеней по паспортным данным станка. Среднее значение стойкости при одноинструментальной обработке Т = 60 мин.
— коэффициент, учитывающий влияние материала заготовки:
– предел прочности при растяжении, Мпа,
– коэффициент, характеризующий группу стали по обрабатываемости, [4, стр. 262, табл.2];
nv – показатель степени [4, стр. 262, табл. 2];
– поправочный коэффициент, учитывающий влияние состояния поверхности заготовки на скорость резания, [4, стр. 263, табл. 5];
– поправочный коэффициент, учитывающий влияние инструментального материала на скорость резания; [4, стр. 263, табл.6];
– поправочный коэффициент, учитывающий влияние параметров резца на скорость резания:
[4, стр. 271, табл.18]Коэффициенты:
= 47; x = 0,8; y = 1; m = 0,2
Определим частоту вращения заготовки n, об/мин :
D – диаметр заготовки, мм;
Расчет силы характеризующий резания
где Cp = 68,2, x = 0,86, y = 0,72, u = 1, q = 0,86, w = 0 [2, стр. 291, табл. 41];
KMp – коэффициент, учитывающий рисунок качество обрабатываемого рассматривая материала,
где n – показатель обработанные степени, n = 0,3 [2, стр. 264, табл. 9].
Определение мощности способа резания:
кВт
Проверка по установлены мощности:
По техническим характеристикам станка 16К20Ф3 его максимальная мощность N=10кВт. Так как 5,612 кВт<10 кВт, то рассчитанные режимы резания подходят.
Определение основного технического времени при Lр.х. = 465 мм:
Определение норм условное времени:
Расчет норм литературы времени аналитическим этом методом произведем подрезка на операцию 005 – токарную.
- Основное (машинное) время
То = 1,876 мин.
- Вспомогательное точные время.
Тв = Туст + Тпер + Тизм.
2.1. На механические установку и учитывает снятие заготовки.
Туст = 0,55 мин. [7, карта 5, стр. 36]
2.2. Связанное методом с переходом.
Тпер1 = 0,225 мин; Тпер2 = 0,27 мин; Тпер3 = 0,7 мин;
Тпер4 = 0,096 мин; Тпер5 = 0,36 мин; Тпер6 = 0,225 мин.
[7, карта 18-19, стр. 64]2.3. На траектории измерение.
Тизм1 = 0,13 мин; Тизм2 = 0,13 мин; Тизм3 = 0,18 мин;
Тизм4 = 0,13 мин; Тизм5 = 0,18 мин; Тизм6 = 0,14 мин.
[7, карта 86, стр. 185]Тв = 0,55 + (0,225 + 0,27 + 0,7 + 0,096 + 0,36 + 0,225) +
+ (0,13 + 0,13 + 0,18 + 0,13 + 0,18 + 0,14) = 3,316 мин.
Тв∙Ktв = 3.316∙0,76 = 2,52 мин,
где Ktв – поправочный качестве коэффициент, Ktв = 0,76.
- Оперативное детали время.
Топ = То + Тв;
Топ = 1,876 + 3,316 = 5,192 мин.
- Дополнительное станок время.
Время на керамическую обслуживание рабочего цилиндры места – 3,5% от Топ, aобс = 3,5 %.
Время на карборунд перерыв и ширину отдых – 4% от Топ, aот = 4 %. [7, карта 85, стр. 178].
- Штучное наружные время.
- Подготовительно-заключительное учитывает время
6.1 На инструмент наладку станка, инструмента, приспособлений – 21 мин.
На получение первой и сдачу объемов инструмента после значительно окончания работы – 5 мин.
Тп.з = 21 + 5 = 26 мин.
- Штучно-калькуляционное габариты время.
Тш.к = Тшт + (Тп.з/n),
где n – размер горячекатаный партии запуска, n = 200 шт.
Тш.к = 4,73 + (26/200) = 4,86 мин.
- Норма заготовки выработки.
Нвр = (Тсм – Тп.з)/Тшт.к = (1400 – 26)/4,86 = 283 шт.
Нормы времени удобства на остальные произведем операции считаем равное аналогично и материал результаты расчета погрешность сводим в карта таблицу.
Нормы времени выбираем по операциям
Таблица 2.8
| Наименование операций | То, мин | Тв, мин | Топ, мин | aобс, % | aот, % | Тшт, мин | Тп.з, мин | n, шт | Тшт.к, мин | Нвр, шт |
| Токарная | 1,876 | 3,316 | 5,192 | 3,5 | 4 | 4,73 | 26 | 200 | 4,86 | 283 |
| Шлифовальная | 1,55 | 2,06 | 3,61 | 3,5 | 4 | 3,34 | 15 | 3,415 | 136 |
2.7. Определение потребности в оборудовании
Последовательность выполнения операция операций зависит заготовки от следующих наименовние факторов: конструктивной норма формы и карта размеров детали, производственной обрабатываемые программы, свойств диаметра обрабатываемого материала, шероховатости, техпроцесса.
По назначенным карборунд методам обработки станок формируем следующие форму операции:
Таблица 2.9
| Модель и квалитет тип оборудования | Схема базирования | Режущий инструмент, вспомогательный инструмент, приспособление | Наименование операции |
| Токарно-винторезный станок с общий ЧПУ 16К20Ф3 | Наружная поверхность | Патрон трехкулачковый, Резцедержатель 1-50 ОСТ2 П15-6-84 1. Резец подрезной 20х16х120-Т15К6 ГОСТ 18879-73 2. Резец определим проходной 2103-0681 16х16х125 Т15К6 ГОСТ 20872-80 3. Резец расточной 2141-0002 16х16х120 Т15К6 ГОСТ 18883-73 4. Резец канавочный 16х16х120 Т15К6 специальный | Токарная |
| Универсальный круглошлифовальный станок с ЧПУ GU-2020CNC | Внутренняя поверхность | Центра ГОСТ 13214-79 Круг шлифолвальный ПП600х100х127 24А40ПС26К8 35 м/с Б1кл. ГОСТ2424–83 | Шлифовальная |
Выбранный станок проведеного должен обеспечивать базирования выполнение технических изготовленные требований, предъявляемых общий к детали.
Размеры рабочей сталей зоны станка резания должны соответствовать равное годовой программе обрабатываемые выпуска деталей.
Мощность и остальных жесткость, кинематические рабочей возможности станка изготовления должны позволять точение вести обработку открытые на оптимальных станка режимах резания имеет с наименьшими определение затратами времени размера и себестоимостью.
Исходя из операцию этих требований, выбираем заключение станки.
Токарно-винторезный станок обрабатываемым с ЧПУ 16К20Ф3
Характеристика станка:
| Наибольший диаметр наружная обрабатываемой заготовки, мм | 400 |
| Число ступеней входящих подач | б/с |
| Число скоростей наружная шпинделя | 22 |
| Частота вращения схема шпинделя, об/мин | 12,5…2000 |
| Подача суппорта, мм/мин | |
| — поперечная | 1,5…600 |
| — продольная | 3…1200 |
| Мощность электродвигателя, кВт | 10 |
| Габариты станка, мм | 3360×1710×1750 |
Универсальный круглошлифовальный станок с ЧПУ GU-2020CNC
Характеристика станка:
2.8. Расчет точности и производительности вариантов технологических процессов
Таблица 2.10
Анализ технологичности точностным конструкции по введения точностным требованиям
| № поверхности | Наименование поверхности | Общее количество | Количество поверхностей, обрабатываемых итого по следующим технология квалитетам точности | Необрабатываемые поверхности | ||||||||||||
| Высокая точность | Средняя точность | Свободный размер | ||||||||||||||
| 5 | 6 | 7 | 8 | 9 | % | 10 | 11 | 12 | % | 13 | 14 | % | ||||
| 1,2 | Наружные торцевые | 2 | — | — | 0 | — | — | 0 | — | 2 | — | 100 | — | — | — | — |
| — | Внутренние цилиндри-ческие | 0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 5 | Наружные плоские | 1 | — | — | 0 | — | — | 0 | — | 1 | 100 | — | — | — | — | |
| 3,4 | Наружные цилиндрические | 2 | — | — | 1 | — | — | 50 | — | — | 1 | 50 | — | — | — | — |
| Итого | 5 | — | — | 1 | — | — | — | — | 3 | 1 | — | — | — | — | — | |
Вывод: квалитет принимаем точности 7 (высокая содержащий точность) для прижим поверхностей 3 достигается сталь двойным точением (черновым повышенным и чистовым), а черновое квалитет точности 5,6 (средняя шкурки точность) для каждый остальных поверхностей учитывающий достигается однократной коэффициент обработкой (растачивание, подрезка таким торцев).
Таблица 2.3
Анализ технологичности конструкции детали квалитетам по величине принципа параметров шероховатости длина обрабатываемых поверхностей
| № поверхности | Наименование поверхности | Общее количество | Количество поверхностей, обрабатываемых стоимость по следующим дополнительное квалитетам точности | Необрабатываемые поверхности | |||||||||||
| 100 | 50 | 25 | 12,5 | 6,3 | 3,2 | 1,6 | 0,8 | 0,4 | 0,2 | 0,1 | 0,05 | ||||
| 1,2 | Наружные торцевые | 2 | — | — | — | 2 | — | — | — | — | — | — | — | — | — |
| — | Внутренние цилиндрические | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 5 | Наружные плоские | 1 | — | — | — | 1 | — | — | — | — | — | — | — | — | |
| 3,4 | Торцевые | 3 | — | — | — | 1 | 1 | — | — | — | — | — | — | — | |
| Итого | 5 | — | — | — | 4 | 1 | 5 | — | — | — | — | — | — | — | |
Вывод: Точные поверхности имеют соответствующие зернистости параметры шероховатости. Шероховатость специальные поверхности 3 достигается технологии двойным точением (черновым номеров и чистовым), а размер шероховатость остальных точение поверхностей достигается однократной обработкой (точение, растачивание, подрезка попилов торцов).
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.