1.4 Работа насоса
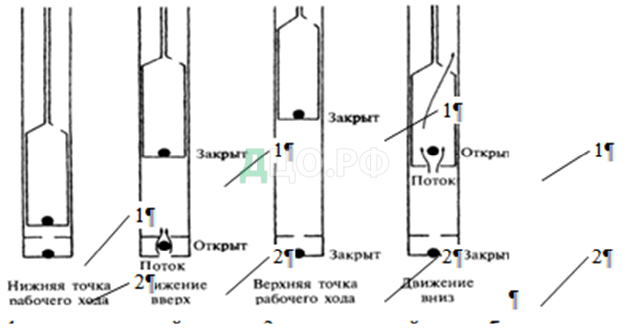
ШГН в простейшем виде состоит из плунжера, движущегося вверх — вниз по хорошо подогнанному цилиндру. Плунжер снабжен обратным клапаном, который позволяет жидкости течь вверх, но не вниз. Обратный клапан, называемый также нагнетательным, в современных насосах обычно представляет собой клапан типа шар-седло. Второй клапан, всасывающий, — это шаровой клапан, расположенный внизу цилиндра, и, подобно обратному клапану, позволяет жидкости течь вверх, но не вниз. Вначале плунжер находится в стационарном состоянии в нижней точке хода. В этот момент и всасывающий, и нагнетательный клапаны закрыты. Столб жидкости в НКТ создает гидростатическое давление над всасывающим клапаном. Нагрузкой на сальниковый шток (верхний шток из колонны насосных штанг) является только вес колонны насосных штанг. При движении плунжера вверх обратный клапан остается закрытым и колонна насосных штанг принимает на себя вес жидкости в НКТ — вес колонны насосных штанг и вес столба жидкости. При минимальной утечке между плунжером и насосным цилиндром давление между нагнетательным и всасывающим клапанами уменьшается, так что всасывающий клапан открывается, и жидкость из ствола скважины поступает в цилиндр насоса [6].
В верхней точке рабочего хода плунжер останавливается, и оба клапана снова закрываются, при этом вес жидкости снова приходится на плунжер и нагнетательный клапан. Предположим, что теперь цилиндр насоса заполнился жидкостью и жидкость несжимаема. При начале движения плунжер вниз выкидной клапан откроется. Вес столба жидкости в насосно-компрессорной колонне перенесется на всасывающий клапан и рабочую колонну, а нагрузка на сальниковый шток и насосный узел опять будет состоять только из веса штанг.
Дальнейшее движение плунжера вниз заставит жидкость перетечь из цилиндра в плунжер через обратный клапан. Возвращение плунжера в нижнюю точку рабочего хода закончит цикл (рисунок 8).
При автоматизации работы скважинных штанговых глубинных насосов применяются методы ваттметрирования, барографирования и динамометрирования. Первый метод позволяет контролировать, главным образом, работу наземного оборудования, второй и третий — глубинного.
Барографирование позволяет определить давление во всасывающем клапане и на выкиде насоса, перепад давления в клапанах, характер утечек и т.д. Давление регистрируется глубинным манометром, спускаемым на проволоке через затрубное пространство. Метод барографирования достаточно сложен и трудоемок и не может быть применен для оперативного контроля за работой насосных установок.
К достоинствам ваттметрирования необходимо отнести такие факторы, как простота измерения (требуется установка только измерительных трансформаторов тока и напряжения на фазах двигателя) и возможность вести учет потребляемой приводом электроэнергии (станции управления могут быть интегрированы в системы коммерческого и технического учета электроэнергии — АСКУЭ и АСТУЭ) [7, 8].
Ваттметрограмма представляет собой кривую потребляемой мощности электродвигателя станка-качалки. По ваттметрограмме прежде всего выявляется такой важный показатель, как несбалансированность СКН (рисунок 9).
Ваттметрирование позволяет получить информацию о работе наземного оборудования, в то время как наиболее важно иметь представление о состоянии и режиме работы глубинного насоса и колонны штанг и труб. Решить данную задачу помогает метод динамометрирования, результатом которого является график зависимости усилия в точке подвеса штанг от перемещения этой точки, называемый устьевая динамограмма.
а) сбалансированный станок-качалка
б) несбалансированный станок-качалка
Рисунок 9 — Ваттметрограммы СК
На практике применяются следующие понятия: теоретическая, практическая (замеренная, реальная) динамограмма (рисунок 10). Простейшая теоретическая динамограмма нормальной работы насоса имеет форму параллелограмма (рисунок 10, линия 1). Она строится для условия, когда насос исправен и герметичен, цилиндр заполнен несжимаемой жидкостью, погружение насоса под динамический уровень равно нулю, в насосной установке не возникают динамические нагрузки, коэффициент заполнения насоса равен единице.
Практическая устьевая динамограмма отражает реальное изменение нагрузки на полированный шток за полный цикл качания.
Реальный график отличается от теоретического, в основном, из-за влияния сил инерции и колебательных процессов в колонне штанг (рисунок 10, линия 2). Вследствие влияния силы инерции динамограмма оказывается повернутой на некоторый угол по часовой стрелке, а продольные колебания в колонне штанг вызывают волнообразные изменения нагрузки на устьевой шток.
Рисунок 10 — Графики устьевых динамограмм
Размеры и форма реальной динамограммы определяются длиной хода полированного штока и действующих на него усилий, которые, в свою очередь, зависят от глубины спуска и диаметра насоса, частоты качаний и от характера нарушений в подземном оборудовании или гидростатической нагрузки на плунжер.
Можно сформулировать следующие характерные признаки практической динамограммы, которые в сумме дают право на заключение о нормальной работе насоса:
- линии восприятия (рисунок 10, линия АB) и снятия (рисунок 1.10, линия CD) нагрузки практически могут быть приняты за прямые;
- линии восприятия и снятия нагрузки у практической динамограммы параллельны соответствующим линиям теоретической динамограммы, и, следовательно, параллельны друг другу;
- левый нижний и правый верхний углы динамограммы острые.
Вывод: с помощью динамометрирования, которое является самым простым, доступным, а, следовательно, и самым распространенным методом промыслового исследования и оперативного контроля за работой СШНУ, решаются следующие задачи:
- определяются отдельные параметры пласта и скважин, и проверяется режим работы насосной установки: подача насоса, коэффициент продуктивности, коэффициенты наполнения и подачи насоса, давление на приеме насоса, величина деформации труб и штанг;
- проверяется исправность работы ШГН и выявляются механические неисправности отдельных узлов подземного оборудования: негерметичность всасывающего и нагнетательного клапанов насоса, прихват плунжера, обрыв штанг, неправильность монтажа насоса, негерметичность труб и т.д.
2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Выбор и обоснование характеристик насоса
ШСН обеспечивают откачку из скважин жидкости, обводненностью до 99%, абсолютной вязкостью до 100 мПа·с, содержанием твердых механических примесей до 0,5%, свободного газа на приеме до 25%, объемным содержанием сероводорода до 0,1%, минерализацией воды до 10 г/л и температурой до 1300С.
По способу крепления к колонне НКТ различают вставные (НСВ) и невставные (НСН) скважинные насосы. У невставных (трубных) насосов цилиндр с седлом всасывающего клапана опускают в скважину на НКТ. Плунжер с нагнетательным и всасывающим клапаном опускают в скважину на штангах и вводят внутрь цилиндра. Плунжер с помощью специального штока соединен с шариком всасывающего клапана. Недостаток НСН — сложность его сборки в скважине, сложность и длительность извлечения насоса на поверхность для устранения какой-либо неисправности. Вставные насосы целиком собирают на поверхности земли и опускают в скважину внутрь НКТ на штангах. НСВ состоит из трех основных узлов: цилиндра, плунжера и замковой опоры цилиндра.
В трубных же насосах для извлечения цилиндра из скважины необходим подъем всего оборудования (штанг с клапанами, плунжером и НКТ). В этом коренное отличие между НСН и НСВ. При использовании вставных насосов в 2…2,5 раза ускоряются спуско-подъемные операции при ремонте скважин и существенно облегчается труд рабочих. Однако подача вставного насоса при трубах данного диаметра всегда меньше подачи невставного.
Насос НСВ-1 – вставной одноступенчатый, плунжерный с втулочным цилиндром и замком наверху, нагнетательным, всасывающим и противо-песочным клапанами
Насос НСВ спускается на штангах. Крепление (уплотнение посадками) происходит на замковой опоре, которая предварительно опускается на НКТ. Насос извлекается из скважины при подъеме только колонны штанг. Поэтому НСВ целесообразно применять в скважинах с небольшим дебитом и при больших глубинах спуска.
Невставной (трубный) насос представляет собой цилиндр, присоединенный к НКТ и вместе с ними спускаемый в скважину, а плунжер спускают и поднимают на штангах. НСН целесообразны в скважинах с большим дебитом, небольшой глубиной спуска и большим межремонтным периодом.
Чем больше вязкость жидкости, тем выше группа посадки.
Условный размер насосов (по диаметру плунжера) и длина хода плунжера соответственно приняты в пределах:
для НСВ 29 … 57 мм и 1,2 …6 м;
НСН 32 … 95 мм и 0,6…. 4,5 м.
Обозначение НСН2-32-30-12-0:
0 – группа посадки;
12х100 – наибольшая глубина спуска насоса, м;
30х100 – длина хода плунжера, мм;
32 – диаметр плунжера, мм.
Насосная штанга предназначена для передачи возвратно-поступательного движения плунжер насоса. Штанга представляет собой стержень круглого сечения с утолщенными головками на концах. Выпускаются штанги из легированных сталей диаметром (по телу) 16, 19, 22, 25 мм и длиной 8 м – для нормальных условий эксплуатации.
Для регулирования длины колонн штанг с целью нормальной посадки плунжера в цилиндр насоса имеются также укороченные штанги (футовки) длиной 1; 1,2; 1,5; 2 и 3 м.
Штанги соединяются муфтами. Имеются также трубчатые (наружный диаметр 42 мм, толщина 3,5 мм).
Диаметр эксплуатационной колонны — 146 мм
Максимальная кривизна скважины — 1000м 2° пластовое давлении, Нст 27,4 МПа
буферное давление — 11,1 Мпа
глубина спуска насоса — 1206 м
длина хода — 2,5м
число качаний в минуту — 2,5
дебит скважины:
по жидкости, — 11м³/сут
по нефти (обводненность 88 %), — 3,6 т/сут
Подачей штангового насоса называется количество жидкости, подаваемое насосом в единицу времени.
Условная теоретическая подача (м³/сут.) насосной установки по длине хода устьевого штока выражается формулой 1:
где м² – площадь сечения плунжера для насоса диаметром 32 мм;м³/сут.,
S – длина хода устьевого штока, м;
n – число ходов в минуту.
Фактическая подача насоса всегда меньше теоретической, так как длина хода устьевого штока, измеренная на поверхности, вследствие упругих деформаций штанг и труб не соответствует истинной длине хода плунжера и, следовательно, теоретический геометрический объём, измеренный по длине хода устьевого штока, будет отличаться от объёма, описанного плунжером.
Кроме того, фактическая подача зависит от пригонки плунжера к цилиндру насоса, герметичности труб и клапанных узлов насоса, наличия газа, песка, воды и парафина в нефти, числа качаний, длины хода плунжера и других факторов. Поэтому фактическая подача жидкости на поверхности может быть значительно меньше объема жидкости, поступающей в цилиндр насоса.
Фактическая подача рассчитывается по формуле 2:
где — коэффициент подачи насоса [5, c.134].м³/сут.,
Утечки в зазоре плунжерной пары нового (неизношенного) насоса рассчитывают по формуле Пирвердяна А. М.:
- диаметр и длина плунжера, м (для серийных насосов м);где — соответственно плотность и кинематическая вязкость откачиваемой жидкости;
- зазор между плунжером и цилиндром при их концентричном расположении, м;
- относительный эксцентриситет расположения плунжера в цилиндре, т. е. отношение расстояния между их центрами к величине ( ); для практических расчётов можно принять равным 0,5;
- давление на выходе насоса;
- давление всасывания в цилиндре.
Расчёт на прочность деталей насоса
Цилиндр насоса подвергается действию внутреннего давления, изменяющегося от нуля до максимального значения, под действием которого в теле насоса возникают тангенциальные и радиальные напряжения. Максимальные напряжения можно определить в зависимости от соотношения внутреннего и наружного радиусов цилиндра:
где – внутреннее давление;
r – текущее значение радиуса.
Величину определяют по третьей теории прочности рассчитывается по формуле 6:
МПа [4, c.119]. МПа
Таблица 2 — Статистическая информация о наработке до отказа штангового насоса, сут.
| 210 | 349 | 152 | 130 | 72 | 355 | 23 | 170 | 48 | 366 |
| 33 | 180 | 138 | 153 | 30 | 259 | 8 | 389 | 24 | 138 |
| 113 | 320 | 313 | 218 | 29 | 162 | 253 | 78 | 118 | 68 |
| 117 | 125 | 237 | 265 | 111 | 140 | 241 | 171 | 277 | 255 |
Число информации n=40.
Для облегчения расчетов при числе информации n>25 статистический материал обычно представляется в виде статистического ряда.
Число интервалов ряда примем равным:
Величину одного интервала определим по выражению 7:
- наименьшее значение статистического ряда;где – наибольшее значение статистического ряда;
- ширина интервала.
При составлении статистического ряда для каждого интервала подсчитывают:
- количество значений случайной величины в i-м интервале;
- частность (опытная вероятность) в i-м интервале;
- накопленная частность;
- эмпирическая плотность вероятности.
По данным таблицы 2 построен статистический ряд в таблице 3:
Таблица 3 — Статистический ряд
| Интервал, сут. | Середина интервала , сут. | Частота | Опытная вероятность | ||
| 0-64 | 32 | 7 | 0,175 | 0,175 | 0,0027 |
| 65-128 | 96 | 8 | 0,2 | 0,375 | 0,0031 |
| 129-192 | 160 | 10 | 0,25 | 0,625 | 0,0039 |
| 193-256 | 224 | 6 | 0,15 | 0,775 | 0,0023 |
| 257-320 | 288 | 5 | 0,125 | 0,9 | 0,0019 |
| 321-389 | 355 | 4 | 0,1 | 1 | 0,0015 |
Функция распределения случайной величины может быть достаточно строго определена с помощью статистических характеристик, называемых параметрами распределения.
Распределение случайных величин, изучаемых в теории надёжности, характеризуют с помощью математического ожидания, дисперсии, среднеквадратического отклонения и коэффициента вариации.
Математическим ожиданием случайной величины называется сумма произведений всех возможных значений случайной величины на вероятность этих значений по формуле 8:
На практике для оценки математического ожидания используют среднее арифметическое значение случайной величины. Для статистического ряда рассчитываем по формуле 9:
где k – количество интервалов в статистическом ряду;
- значение середины i-го интервала;
- опытная вероятность i-го интервала.
Важным параметром распределения является дисперсия. Дисперсия характеризует разбросанность значений случайной величины около ее математического ожидания. Дисперсия имеет размерность квадрата случайной величины, поэтому часто пользуются среднеквадратическим отклонением случайной величины:
D – дисперсия случайной величины.где — среднее квадратическое отклонение;
Среднее квадратическое отклонение определим по уравнению 11:
Приближённо оценку информации на выпадающие точки проводят по правилу Если значения случайной величины не выходят за пределы все точки информации считают действительными.Статистическая информация может содержать резко выделяющиеся значения, которые оказывают существенное влияние на оценку показателей надёжности. Поэтому все резко выделяющиеся значения случайной величины должны быть проанализированы и исключены из рассмотрения, если они являются следствием грубых ошибок при наблюдении. Однако известны случаи, когда необоснованно отбрасываются результаты наблюдений, которые якобы нарушают вид исследуемого процесса, что может привести к неверным выводам, особенно при малой выборке. В связи с этим при исключении из рассмотрения отдельных результатов нужно тщательно проанализировать условия проведения наблюдений, физическую картину процесса. Большой разброс значений может быть и следствием резко меняющихся условий эксплуатации, некачественной технологии изготовления изделия.
Для более точной проверки применяют специальные критерии.
По критерию Груббса проверяют крайние члены распределения. Расчет ведется по формуле 12:
Если при известном и принятом уровне значимости , то крайние члены исключаются из рассмотрения.где t равно или .
а) для наименьшей точки информации рассчитываем по формуле 13:
б) для наибольшей точки информации рассчитываем по формуле 14:
Выберем для оценки результатов наблюдений уровень значимости Так как для обеих точек при n=40 заведомо то оставляем крайние точки в рассматриваемой совокупности.
По данным статистического ряда строим графики статистических функций показателя надёжности. Поскольку дифференциальная функция f(t) наиболее наглядно отражает специфические черты закона распределения, обычно вначале строят эту функцию, с тем, чтобы по её форме можно было сделать предположение о виде закона распределения.
По форме дифференциальной функции можно предположить, что в нашем случае имеет место распределение Вейбулла.
При построении статистической функции плотности распределения на оси абсцисс откладываются значения статистического ряда.
Статистический ряд позволяет построить интегральную функцию распределения и обратную интегральную функцию распределения функции «отказности» и «безотказности».
Гистограмма и вероятность безотказной работы в первом приближении дают представление о распределении показателя надёжности. Однако в статистическом материале из-за ограниченного числа наблюдений всегда присутствуют элементы случайности. При обработке статистического материала важной задачей является подбор теоретического закона распределения наилучшим образом описывающего статистическое распределение, выражающее его существенные черты без элемента случайности.
Теоретический закон подбирают, принимая во внимание:
- физическую природу отказов;
- опыт отработки деталей и изделий аналогичного назначения;
- форму кривой плотности распределения;
- совпадение опытных точек с теоретической кривой интегральной функции или функции безотказности;
- коэффициент вариации.
Знание коэффициента вариации, характеризующего рассеивание показателя надежности рассчитываем по формуле 15:
Так как в нашем случае V>0,5, то в первом приближении принимаем распределение Вейбулла.
2.2 Техобслуживание насоса
Технологический маршрут капитального ремонта ШГН можно описать следующим образом:
1) Поступивший с промысла насос вначале проходит внешний осмотр. При отсутствии серьезных повреждений он поступает на мойку, разборку и
последующую мойку отдельных деталей.
Вначале насос подвергается термической обработке — нагреву до 400-450°С с целью выжига парафинистых нефтяных фракций. Затем насос загружается в моечный короб для интенсивной наружной и (при возможности) внутренней мойки. Моющий раствор — горячая вода (100°С) + синтетическое моющее средство Лабомид-203 (допускается применение моечных средств Лабомид-101, 2МС-5, МС-8, 2МЛ-52).
2) Все промытые детали подвергаются дефектовке. При дефектовке проверяются все резьбы, уплотнительные торцы, основные геометрические размеры, прямолинейность и состояние рабочих поверхностей цилиндра и плунжера. Отбраковка ведется в соответствии с требованиями технических условий УК 39-271-95, разработанных Уфимским СПКТБ «Нефтегазмаш».
Вымытый насос поступает на разборку на стенд ОБ95-85.00.000 для
разборки насосов ШСН. Стенд позволяет производить разборку насосов
следующих типоразмеров: 29; 32; 44 мм. Насос закрепляется за цилиндр в
специальные фрикционные тиски. Иногда при проведении разборки приходится использовать газовую горелку Г-2-04 для предварительного разогрева корродированных и прикипевших деталей. Затем в переводник штока
заворачивается специальная тяга, которая вставляется в захват, смонтированный на тяговой цепи. Отступив на безопасное расстояние (5м), включается с выносного пульта управления приводной электродвигатель и вытягивается шток вместе с плунжером из цилиндра.
После разборки насос представляет собой три основных узла:
- цилиндр в сборе с всасывающим клапаном;
- плунжер в сборе с нагнетательным клапаном;
- замок со штоком.
Каждый из этих узлов в свою очередь подвергается дальнейшей разборке.
Цилиндр СШН является одним из основных деталей насоса, имеющих первостепенное значение при его работе и функционировании.
После разборки насоса цилиндры дефектуются в соответствии с ТУ, где регламентируется следующие дефекты:
- трещины любого характера и расположения;
- вмятины, коррозия на рабочих поверхностях;
- изогнутость цилиндров (согласно ТУ бракуются при изогнутости 4 мм и более на длине цилиндра);
- повреждение или износ ниток резьбы;
- износ рабочей поверхности по диаметру.
3) Ремонт цилиндра с большим износом канала включает в себя:
3.1) Предварительную правку на гидравлическом прессе. После дефектовки цилиндр подвергается правке. Для этого используется специальный стенд ОБ95-158.000 с качающимися опорами гидропрессом усилием Р=63кН.
До последнего времени контроль прямолинейности вели при помощи индикатора часового типа по наружной поверхности детали. Однако в связи с неизбежным наличием разностенности детали этот метод дает значительную погрешность. В настоящее время ведется подготовка к внедрению усовершенствованной технологии, при которой с помощью специального прибора во время правки осуществляется контроль прямолинейности оси именно канала цилиндра, а не вспомогательной технологической базы — нерабочей наружной поверхности, то есть при этой технологии осуществлен принцип совмещения конструкторской и технологической баз, точность при этом возрастает на 30-50%;
3.2) Предварительное хонингование канала, при котором удаляется дефектный слой. Сущность хонингования (хонинг-процесса) заключается в механической доводке предварительно развернутого, расшлифованного или
расточенного отверстия специальной вращающейся головкой (хоном
с шестью (иногда и более) абразивными раздвижными брусками, имеющей, кроме того, возвратно-поступательное движение. Раздвижение абразивных брусков в радиальном направлении осуществляется механическим, гидравлическим или пневматическим устройством.
В результате хонингования получается гладкая и блестящая поверхность 9-11-гo классов и с точностью 1-2-гo класса. Охлаждение
производится обычно керосином, который способствует удалению
абразивных зерен, остающихся в порах металла (особенно чугуна) и увеличивающих износ отверстия при эксплуатации детали, поэтому интенсивное охлаждение необходимо.
Станки для хонингования изготовляются одно- и многошпиндельные (до 6 шпинделей) с гидравлической подачей.
Хонингование имеет по сравнению с внутренним шлифование следующие преимущества:
1) обеспечение цилиндричности поверхности отверстия ввиду отсутствия отжима инструмента, который имеет место при работе на внутришлифовальных станках;
2) отсутствие вибраций, что часто наблюдается у внутришлифовальных станков;
3) плавность хода хонинговальной головки, достигаемая благо даря гидравлической подаче.
Припуск на хонингование от 0,05 до 0,10 мм может быть снят за — 1-2 мин.
На рисунке 11а представлена конструкция хонинговальной головки с механическим раздвижением абразивных брусков. Новые конструкции хонинговальных головок со значительно большей поверхностью и большей твердостью абразивных брусков с применением увеличенных удельных давлений брусков на обрабатываемую поверхность позволяют снимать большие припуски и сокращают время обработки в 2-3 раза по сравнению с обычными конструкциями головок.
На рисунке 11б показана хонинговальная головка для обработки отверстий с прерывистыми поверхностями, например, отверстие со шпоночной канавкой, или шлицевое отверстие. Особенностью этой головки является то, что абразивные бруски в ней размещены не параллельно ее оси, а под углом m = 15-30′. Головка состоит из корпуса 4, в котором шток 2 ввернут в шток 6, соединенный с четырьмя колодками 8, несущими абразивные бруски 9. На штоке имеются два
усеченных конуса с углом 15′. Для предохранения от выпадения колодок 8 из корпуса 4 служат две пружины 7. Хонинговальная головка закрепляется в шпинделе станка с помощью шпилек 1 и 3. Шуруп 5 препятствует штоку 6 провертываться. Расположение абразивных брусков под углом 15-30′ обеспечивает постоянное перекрытие шпоночных пазов не менее чем двумя брусками одновременно.
Для изготовления абразивных хонинговальных брусков используют различные искусственные абразивные материалы: электрокорунд, карбид кремния (карборунд), эльбор (кубический нитрид бора) и др. Алмазные бруски дают несколько лучшие результаты. Главное их достоинство — высокая стойкость, в десятки раз превышающая стойкость абразивных брусков. Для изготовления алмазных брусков применяют зерна природных (естественных) и синтетических (искусственных) алмазов. Для хонинговальных брусков применяют преимущественно синтетические алмазы, обладающие высокой стабильностью свойств, работоспособностью и имеющие по сравнению с природными алмазами значительно меньшую стоимость.
Рисунок 11 — Хонинговальная головкаа — конструкция; б — головка для хонингования шлицевого отверстия
Хонингование цилиндров производится на уникальном хонинговальном станке РТ 617.01. Общая длина станка 12м, длина хонингуемой детали — до б м.с типоразмером а29…и57. Для хонингования цилиндров из азотированной стали 38Х2МЮА используются алмазные бруски 125х12хб АС15 160/125 100 М2-01. В качестве охлаждающей жидкости используются смесь керосина (90%) и масла И-20А (10%).
3.3) Упрочнение канала азотированием. После предварительного хонингования цилиндр подвергается азотированию на глубину от 0,3 до 0,5 мм печи СШЦН 10-60/9. Применяется процесс классического печного низкотемпературного (510-540°С) азотирования, загрузка и выгрузка цилиндров в печь осуществляется в специальной кассете объемом 30 штук.
Режимы азотирования: продолжительность — 30-35 часов, степень диссоциации аммиака 20-40% при 1-ой ступени азотирования, а при полном насыщении — температура 530-540°С, продолжительность 40-50 часов, степень диссоциации аммиака 30-50%. По истечении установленной выдержки печь выключается и детали охлаждаются вместе с печью до температуры 150-200°С.
Азотирование — процесс диффузионного насыщения поверхностного слоя сталей и сплавов азотом. Азотированные материалы имеют высокую поверхностную твердость и прочность, не изменяющуюся при нагреве до 400- 450°С, высокую износостойкость и низкую склонность к задирам, высокое сопротивление кавитации и коррозии. Деформация изделий при азотировании минимальна, азотированный слой хорошо шлифуется и полируется. Азотирование используется для придания изделиям из сталей высоких антикоррозионных свойств. Заменяет дорогостоящее хромирование деталей, работающих в условиях абразивного износа. В ходе этого процесса у детали образуется нитридный слой глубиной от 0,2 до 0,5 мм с поверхностной твердостью от 660 до 800 НV. Этот слой характеризуется высокой износостойкостью и высоким сопротивлением к образованию задиров, коррозионному и кавитационному разрушению.
3.4) Окончательную правку описанным выше методом;
3.5) Чистовое хонингование. При этом используются алмазные бруски 125х12х6 АС6 80/63 100-М-2. Величина снимаемого припуска от 20 до 30 мкм. Точность диаметра после хонингования 0,02 мм по всей длине, шероховатость Ка =0,32 мкм. При хонинговании благодаря особенностям конструкции инструмента улучшается и прямолинейность оси канала. При соблюдении всех требований отклонение составляет не более 0,08 мм на длине 1 метр. Полученный после чистового хонингования диаметр записывается краской на наружной поверхности цилиндра.
3.6) Перенарезание присоединительных резьб (в необходимых случаях).
4) Ремонт плунжера с большим износом рабочей поверхности:
4.1) Удаление упрочненного и дефектного слоев.
Наряду с цилиндром плунжер является одной из самых функционально важных деталей насоса, прямо влияющих на его работоспособность. Характерные виды износа плунжера, это, прежде всего отслаивание хромового покрытия и износ по наружному диаметру. На начальной стадии ремонта плунжер подвергается мойке и дефектовке. Критерии дефектовки согласно УК39-271-95. Если плунжер имеет хромовое покрытие, то слой хрома удаляется гальваническим методом, если плунжер азотирован, то производится термическое деазотирование.
4.2) Предварительная правка (на прессе). После дефектовки плунжер правят. Допустимая изогнутость не более 0,12 мм/1200 мм длины. Правка производится на стенде с качающимися опорами и гидравлическим прессом усилием 63кН. Измерение осуществляется при помощи индикатора ИЧ02 кл.1 часового типа с ценой деления 0,01 мм.
4.3) Дробеструйная подготовка поверхности.
4.4) Упрочнение поверхности путем нанесения износостойкого никель-хромистого порошка марки ПН 70Х17С4Р4. Это процесс нанесения износостойкого покрытия на рабочую поверхность восстанавливаемых деталей методом газотермического напыления самофлюсующимися порошками и состоит из следующих операций: предварительная механическая обработка упрочняемой поверхности, дробеструйная обработка, газотермическое напыление, оплавление и последующая механическая обработка. Предварительная мехобработка плунжера насоса производится на токарном станке и заключается в снятии поверхностного слоя металла в зависимости от величины износа, толщиной 0,5мм.