или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
2.3 Анализ отказов и других технических проблем, выявленных в процессе эксплуатации (обслуживание, ремонте)
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
Надежность скважинных плунжерных насосов за последние 10 лет существенно возросла. Если межремонтный период (МРП) в большинстве нефтяных регионов не превышал 356 дней, то в настоящее время на передовых предприятиях МРП достиг 500 дней и более. Это связано с использованием передовых технологий при изготовлении насосов и с улучшением приемов технической эксплуатации насосных установок. До настоящего времени в печати мало внимания уделяется вопросам восстановления ресурса плунжерных скважинных насосов, применяемых при добыче нефти. Этому актуальному вопросу посвящена диссертационная работа.
Во многих отраслях промышленности техническое обслуживание оборудования и восстановление его технической характеристики при ремонте является неотъемлемой частью функционирования предприятий. В нефтедобывающей промышленности эти вопросы рассматриваются зачастую как второстепенные. Поэтому назрела проблема существенного повышения качества ремонтных работ особенно на участках, непосредственно обеспечивающих надежное и бесперебойное функционирование скважинного нефтедобывающего оборудования. По поверхностному оборудованию основные отказы распределились в следующих пропорциях: подвеска сальникового штока — 24,82%, редуктор — 22,3%, тормоз -11,4%, шатунный узел — 9,1%, электродвигатель — 6,6%. По скважинному оборудованию отказы распределились следующим образом: прихват плунжера — 43%, удары плунжера — 19,15%, прихват штанг — 11,54%, обрыв штанг -11,54%, изгиб полированного штока — 4,15%, на остальные неполадки -10,62%.
Удары плунжера о конус происходят из-за «низкой» посадки и являются следствием как низкой квалификации персонала, так и желанием уменьшить величину «мертвого пространства», т.е. должны быть отнесены к субъективным факторам. Остальные отказы являются следствием влияния сложных условий работы и требуют принятия соответствующих конструктивных и технологических решений. Общеизвестным для всех специалистов по добыче нефти слабым элементом в штанговых установок является штанговая колонна.
Первопричиной многих проблем при эксплуатации является специфика его работы, заключающаяся в возвратно-поступательном движении плунжера и колонн штанг и, как следствие, большая амплитуда и величина усилий. В связи с переходом преимущественно к наклонно направленным профилям силы трения штанг о трубы стали существенной составляющей в общей нагрузке, поэтому для повышения эффективности эксплуатации необходима точность прогнозирования сил трения в проектируемых и действующих скважинах с любыми профилями и определения прижимающих (нормальных) сил, коэффициента трения и сил трения.
Нефтедобывающее оборудование в течение многих лет эксплуатируется без существенной модернизации. Например, скважинные штанговые насосы работают без конструктивных изменений с начала механизированной эксплуатации скважин. Основными узлами этих насосов являются плунжерная пара, всасывающий и нагнетательный клапаны. От их состояния во многом зависит эффективность работы насосной установки. В серийных насосах применяются шаровые клапаны как всасывающие, так и нагнетательные. Ввиду их кажущееся простоты и надежности они не изменились конструктивно за многие годы эксплуатации, несмотря на низкий коэффициент наполнения, не превышающий 0,1 — 0,3 во многих нефтяных регионах.
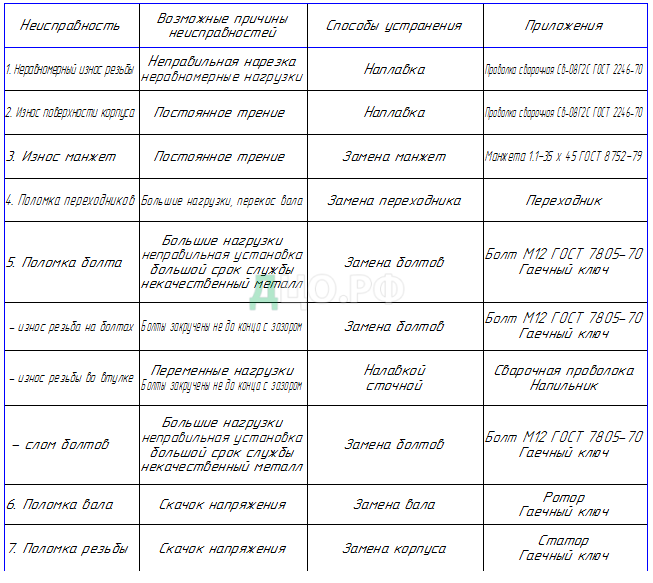
Таблица 4 – Возможные неисправности насоса и методы их устранения
3 РАСЧЕТ ТЕХНОЛОГИЧЕСКИЙ
3.1 Обоснование методов восстановления
Технологический процесс капитального ремонта — это комплекс мероприятий по восстановлению работоспособности оборудования, выполняемый в определенной последовательности и включающий:
1) приемку оборудования в ремонт;
2) моечно-очистные операции;
3) разборка оборудования на агрегаты, сборочные единицы и детали;
4) контроль, сортировка и ремонт деталей;
5) комплектация деталей;
6) сборка сборочных единиц, агрегатов и оборудования в целом;
7) обкатка и испытание после сборки,
8) окраска и сдача оборудования из ремонта.
Основной причиной выхода деталей из строя является износ. В большинстве случаев изношенные детали могут быть восстановлены и повторно использованы. Восстановление деталей — позволяет сократить сроки ремонта. Разработаны различные методы восстановления, каждый из которых имеет свою область применения.
Способы ремонта изношенных деталей:
1) механическая обработка;
2) обработка давлением;
3) сварка;
4) наплавка;
5) металлизация;
6) гальваническое наращивание;
7) пайка;
8) перезаливка антифрикционных сплавов;
9) покрытие пластмассами;
10) склеивание.
Детали ремонтируются путем восстановления формы, и чистоты изношенных поверхностей за счет изменения первоначальных размеров. Метод наращивания является более выгодным. Выбор того или иного метода восстановления определяется техническими возможностями его применения, и экономической целесообразностью.
Стоимость восстановленной детали должна быть меньше стоимости новой. Выработка и выход из строя подшипников скольжения или качения, а также, коррозионные оспины, появление рисок и надиров при попадании мелких посторонних частиц во вкладыши подшипников вместе со смазкой приводят к износу шеек валов. Шейки вала, работающего в подшипниках скольжения, обычно вырабатываются неравномерно и в продольном сечении принимают форму конуса, в поперечном — эллипса. Шейки вала, работающего в подшипниках качения, изнашиваются при протачивании внутренней обоймы подшипника на валу вследствие послабления при изготовлении или выработке посадочных мест в процессе эксплуатации насоса.
В зависимости от износа посадочных мест валов применяют следующие методы восстановления: хромирование при износе посадочных мест до 0,3 мм; осталивание (железнение) с последующим шлифованием при износе посадочных мест до 0,8 мм; наплавку при износе посадочных мест более 0,8 мм.
3.2 Мероприятия по повышению надежности и износостойкости (снижению эксплуатационных затрат)
Восстановление и упрочнение валов и ротора наплавкой значительно увеличивают срок их службы, обеспечивают большую экономию запасных частей, сокращение затрат на ремонт оборудования. Известны различные способы наплавки — электродуговая, электрошлаковая, газовая, термитная, трением, электронно-лучевая и др. Валы восстанавливают обычно электродуговой наплавкой, не вызывающей деформации обрабатываемых изделий. Для восстановления изношенных валов можно также использовать наплавку трением. Этот процесс по затратам электроэнергии значительно экономичнее электродугового.
В ремонтном производстве для восстановления валов и роторов часто применяют электродуговую наплавку под слоем флюса, в среде диоксида углерода, в струе охлаждающей жидкости, с комбинированной защитой дуги, порошковой лентой и др. Автоматическую электродуговую наплавку под слоем флюса широко применяют для наплавки валов и роторов, изготовленных из нормализованных и закаленных среднеуглеродистых и низколегированных сталей, а также из малоуглеродистых сталей, не подвергающихся термической обработке, имеющих износ от 0,3 до 4,0 мм при однослойной наплавке и свыше 4 мм — при многослойной. Производительность процесса очень высока. Валы диаметром до 50 мм этим способом восстанавливать сложно, так как шлак, не успев затвердеть, стекает с наплавляемого изделия.
Электродуговая наплавка в среде диоксида углерода широко распространена в ремонтном производстве для восстановления валов и роторов диаметром до 40 мм. Автоматическая наплавка порошковой проволокой, которая позволяет наносить слой металла любого химического состава и получать закалочные структуры различной твердости, получила широкое распространение в последнее время. Автоматическая наплавка ленточным электродом и порошковой лентой в 2-3 раза производительнее, чем обычной электродной проволокой, н дает возможность за один ход аппарата наносить слой металла шириной до 100 мм, толщиной 2-8 мм. Этим способом нельзя наплавлять валы малого диаметра. Тугоплавкие сплавы наплавляют плазменным способом, который производительнее других способов.
В последние годы разработаны новые способы наплавки с комбинированной защитой дуги и сварочной ванны для устранения отдельных недостатков того или иного способа восстановления. При восстановлении посадочных мест вала и ротора ручной электродуговой наплавкой поврежденное место вала и ротора протачивают на станке на величину наиболее глубоких повреждений. Затем наплавляют вал до нужных размеров с учетом последующей проточки и шлифовки. Наиболее ответственная операция — наплавка вала и ротора. Кроме ручной применяют автоматическую электродуговую наплавку вибрирующим электродом. Головки для наплавки ГВМК-1 выпускают с вылетом мундштука до 50 мм. Иногда наплавку вала целесообразно проводить без снятия рабочих колес. В этих случаях для головки изготовляют мундштук длиной 250 — 300мм. Восстановление валов вибродуговой наплавкой показано на рисунке 16.
При наплавке лентой от проплавления основного металла зависит степень его перемешивания с наплавленным. Благодаря постоянному перемещению дуги глубина проплавления основного металла при наплавке лентой меньше, чем при наплавке проволокой. Наибольшее влияние на глубину проплавления и перемешивания основного металла с наплавленным оказывает скорость наплавки с ее ростом увеличивается глубина проплавления, уменьшаются ширина и толщина наплавляемого валика.
Рисунок 12 — Приспособления для наплавки валов спиральным валиком
Рисунок 13 — Восстановление валов автоматической электродуговой наплавкой вибрирующим электродом
При малых скоростях наплавки снижается проплавление основного металла. Для наплавки холоднокатаной электродной лентой используют сварочные аппараты АДС-1000-2, А-384, А-874, TC-3.S, головку АБС, сварочные преобразователи постоянного тока ПС-500, ПТС-500, ПС-1000, ПСМ-1000-4 и выпрямители ВС-600, ВС-1000, ВКСМ-1000, ВКСМ-2000. Наплавку осуществляют лентами из стали 08кп и коррозионно-стойких сталей. Широкое применение получили металлокерамические ленты ЛМ-70ХЗНМ, ЛМ-20ХЮПОТ, ЛМ-1Х14НЗ, ЛМ-5Х4ВЗФС, разработанные в Институте электросварки им. Е.О. Патона.
Наплавку металлокерамическими лентами ведут постоянным током обратной полярности. плотность тока на электроде 10-20 А/мм², напряжение дуги 28-32 В, скорость наплавки 0.16-0.55м/с, скорость подачи ленты 15-150м/ч. Сила тока в зависимости от ширины следующая
Таблица 5 — Зависимость силы тока от ширины ленты
| Ширина ленты, мм | 30 | 45 | 60 | 75 | 90 |
| Сила тока, А | 300-600 | 450-900 | 600-1200 | 750-1500 | 900-1800 |
Восстановление деталей контактным элекроипульсным покрытием заключается в приварке металлической ленты под воздействием сварочных импульсов. Чтобы исключить нагрев детали и улучшить условия закалки приварного слоя, в зону сварка подают охлаждающую жидкость.
При приварке ленты толщиной 0,3 — 0,4 мм рекомендуемая емкость батареи конденсаторов 6400 мкФ. Напряжение заряда конденсаторов регулируют в пределах 260 — 425 В. Ленту приваривают при напряжении 325 — 380 В. Чем больше диаметр восстанавливаемой детали и толщина привариваемой ленты, тем выше требуемое напряжение заряда конденсаторов.
Свариваемость ленты с основным материалом в зависимости от амплитуды и длительности импульса тока определяют по глубине вмятин сварной точки, числу пор на поверхности деталей, прошлифованных до номинального размера, и шелушению приварного слоя толщиной 0,15 — 0,02 мм.
3.3 Технология ремонта (восстановления) рабочих элементов (переходника и удлинителя)
Деталь характеризуется по следующим параметрам:
- класс детали — полый стержнь;
- термообработка HRC 43…47;
- материал Сталь40ХН ГОСТ 4543-71;
- характеристика материала: по химическому составу и механическим
Класс: Сталь конструкционная легированная
Использование в промышленности: оси, валы, шатуны, зубчатые колеса, валы экскаваторов, муфты, валы-шестерни, шпиндели, болты, рычаги, штоки, цилиндры и другие ответственные нагруженные детали, подвергающиеся вибрационным и динами ческим нагрузкам, к которым предъявляются требования повышенной прочности и вязкости. Валки рельсобалочных и крупносортных станов для горячей прокатки металла.
Таблица 6 — Химический состав в % стали 40ХН
| C | 0,36 — 0,44 |
| Si | 0,17 — 0,37 |
| Mn | 0,5 — 0,8 |
| Ni | 1 — 1,4 |
| S | до 0,035 |
| P | до 0,035 |
| Cr | 0,45 — 0,75 |
| Cu | до 0,3 |
| Fe | ~96 |
Удельный вес: 7820 кг/м3. Термообработка: Закалка и отпуск. Температура ковки: начала 1250°С, конца 830°С. Сечения до 50 мм охлаждаются на воздухе, от 51-200 мм охлаждение в мульде, с 201-300 мм с печью. Твердость материала: HB 10 -1 = 207 Мпа.
Температура критических точек: Ac1 = 735, Ac3(Acm) = 768, Ar3(Arcm) = 700, Ar1 = 660, Mn = 305. Обрабатываемость резанием: в горячекатанном состоянии при HB 166-170 и σв=690 МПа, Кυ тв. спл=1,0 и Кυ б.ст=0,9. Свариваемость материала: трудносвариваемая. РДС, АДС под флюсом, ЭШС.
Необходимы подогрев и последующая термообработка. Флокеночувствительность: повышенно чувствительна. Склонность к отпускной хрупкости: склонна.
Таблица 7 — Механические свойства стали 40ХН
| ГОСТ | Состояние поставки, режим термообработки | Сечение, мм | КП | σ0,2(МПа) | σв(МПа) | δ5(%) | ψ% | KCU (кДж / м2) | НВ, не более |
| ГОСТ 4543-71 | Пруток. Закалка 820 °С, вода или масло. Отпуск 500 °С, вода или масло. | 25 | — | 785 | 980 | 11 | 45 | 69 | — |
| ГОСТ 8479-70 | Поковки. Нормализация | 100-300 300-500 500-800 | 315 | 315 | 570 | 14 12 11 | 35 30 30 | 34 29 29 | 167-207 167-207 167-207 |
| Поковки. Закалка. Отпуск. | 300-500 | 345 | 345 | 590 | 14 | 38 | 49 | 174-217 | |
| До 100 100-300 300-500 500-800 | 395 | 395 | 615 | 17 15 13 11 | 45 40 35 30 | 59 54 49 39 | 187-229 | ||
| До 100 100-300 300-500 | 440 | 440 | 635 | 16 14 13 11 | 45 40 35 30 | 59 54 49 39 | 197-235 | ||
| 500-800 | |||||||||
| До 100 100-300 | 490 | 490 | 655 | 16 13 | 45 40 | 59 49 | 212-248 | ||
| До 100 100-300 | 540 | 540 | 685 | 15 13 | 45 40 | 59 49 | 223-262 | ||
| До 100 100-300 | 590 | 590 | 735 | 14 13 | 45 40 | 59 49 | 235-277 |
Таблица 8 — Механические свойства стали 40ХН в зависимости от сечения
| Сечение, мм | σ0,2 (МПа) | σв(МПа) | δ4 (%) | ψ % | HB |
| Нормализация 870-925 °С, закалка 790 °С, масло. Отпуск 540 °С | |||||
| 40 80 120 | 780 730 710 | 960 920 910 | 18 20 — | 58 54 50 | 325 302 300 |
Таблица 9 — Механические свойства стали 40ХН в зависимости от температуры отпуска
| Температура отпуска, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / м2) | HB |
| Закалка 820°С, масло | ||||||
| 400 500 600 | 1220 1080 760 | 1370 1160 910 | 10 14 20 | 41 51 60 | 32 46 83 | 837 302 241 |
Шероховатость рабочих поверхностей и точность их обработки по восстанавливаемым поверхностям Ra 63 и Ra 0,8; базовые поверхности при ремонте детали является внутреннее отверстие и левый торец.; характер износа детали: по восстанавливаемым поверхностям неравномерный; характер нагрузок сборки ударные; характер деформаций изгиб и кручение.
Ремонт места под подшипники
Выбрать способы устранения дефектов насоса.
Дефект 1:
Износ шейки под наружный подшипник
- осталивание;
- хромирование;
Выбираем осталивыние. Так как этот процесс наиболее выгоднее, и составит меньше затрат чем хромирование.
Дефект 2:
- Износ кольца под сальник
- Заменить кольцо
Дефект 3:
- Износ резьбы
- Вибродуговая наплавка
Вибродуговая наплавка выполняется колеблющимся электродом с частотой 50-100 гц и с амплитудой 1-3 мм. Колебания электрода оказывают существенное влияние на протекание процесса наплавки, состоящего из чередования циклов горения дуги, холостого хода и короткого замыкания.
Важной особенностью процесса является то, что вследствие наличия индуктивности в цепи при сравнительно низком напряжении источника тока (12 … 20 В) дуговой разряд протекает при напряжении устойчивого горения дуги (30… 35 В). В период дугового разряда выделяется 80 … 90 % всего тепла (при коротком замыкании всего 10 … 20%). Схема технологического процесса показана в таб. 10.
Таблица 10 — Разработка схемы технологического процесса, устранения группы дефектов
| Дефект | Способ устранения | № операции | Наименование и содержание операции | Установочная база |
| 1 схема | ||||
| Износ шейки под наружный подшипник | Осталивание | №1 | Шлифовальная Шлифовать шейки под подшипники | Отверстие |
| №2 | Осталивание Подготовить деталь и осталивать шейки под подшипники | Отверстия | ||
| №3 | Шлифовальная Шлифовать шейки под номинальный размер | Отверстие | ||
| №4 | Мойка | |||
| Промыть деталь | ||||
| 2 схема | ||||
| Износ кольца под сальник | Заменить кольцо | |||
| 3 схема | ||||
| Износ резьбы | Вибродуговая наплавка | №1 | Токарная Проточить изношенную резьбу | Центровые отверстия |
| №2 | Наплавка Наплавить шейку резьбовую | То же | ||
| №3 | Токарная Проточить шейку и нарезать резьбу | То же | ||
| №4 | Мойка Промыть деталь | |||
Таблица 11- План технологических операций
| № оп. | Наименование и содержание операции | Оборудование | Приспособления | Инструмент | |||||
| рабочий | измерительный | ||||||||
| 1 дефект | |||||||||
| 1 | Шлифовальная Шлифовать шейки | Кругло-шлифовальный станок 3Б151 | Поводковатый патрон с поводком ,центрами | Шлифовальный круг ПП600х40х305 24А40ПСМ 25К8А | Скобы 8113-0106 | ||||
| 2 | Осталивание Подготовка и осталивание шеек | Ванны для обезжиривания, осталивания. Электрическая печь. | Подвеска | Кисть для изоляции | Штангенциркуль ШЦ-1-125-0,1 | ||||
| 3 | Шлифовальная Шлифовать шейки под номинальный размер | Кругло-шлифовальный станок 3Б151 | Поводковатый патрон с поводком ,центрами | Шлифовальный круг ПП600х40х305 24А40ПСМ 25К8А | Скобы 8113-0106 | ||||
| 4 | Мойка Промыть деталь | Ванна с раствором | Подвеска для мойки деталей | ||||||
| 2 дефект | |||||||||
| 5 | Замена Замена кольца под сальник | ||||||||
| 3 дефект | |||||||||
| 6 | Токарная Проточить | Токарно-винторезный | Поводковый патрон с поводком, | Проходной резец с | Штанген-циркуль | ||||
| изношенную резьбу | станок 16К20 | центрами | пластинкой Т15К6 | ШЦ-1-125-0,1 | |||||
| 7 | Наплавка Наплавить шейку под | Переоборудованный токарно-винторезный | Наплавочная головка УАНЖ-5.Приспособление | Штанген-циркуль ШЦ-1-125- | |||||
| резьбу вибродуговой наплавкой | станок 16К20.Выпрямитель ВСЛ-600/300 | для крепления поворотного кулака на станке | 0,1 | ||||||
| 8 | Токарная Проточить шейку и нарезать резьбу | Токарно- винтовой станок 16К20 | Поводковый патрон с поводком, центрами | Проходной прямой резец с пластинкой Т15К6. Прямой резьбовой резец Р18 | Штанген-циркуль ШЦ-1-125-0,1. Предельное резьбовое кольцо М36х2-6g | ||||
| 9 | Мойка Промыть деталь | Ванна с раствором | Подвеска для мойки | ||||||
Расчет режимов резания для восстановления резьбы.
В этом разделе приводится расчет режимов резания расчетно-аналитическим методом для операций, на которые вычерчиваются технологические наладки.
Черновое и чистовое точение резьбы под наплавку
Исходные данные:
Обрабатываемый материал – Сталь 40ХН ГОСТ 4543-78.
Материал пластины – Т15К6.
Шероховатость поверхности — черновая 6,3; чистовая 1,6.
При контроле детали проверяют: биение базового торца с помощью индикатора и центровой оправки; точность изготовления отверстия контролируют с помощью 2-х сторонней пробки; точность наружных поверхностей тел вращения контролируют с помощью скоб; точность изготовления паза контролируют с помощью вкладыша.
Кроме всего перед началом непосредственного контроля поверхностей изготовленной детали визуально проверяют шероховатость, отсутствие заусенцев и наличие фасок. Разностенность проверяют с помощью универсальных измерительных средств. В основном индикатором на стойке. Проверим усилие поджима детали на контрольно измерительном приборе.
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.