2. АНАЛИЗ СУЩЕСТВУЮЩЕГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И ОБОСНОВАНИЕ ЕГО АВТОМАТИЗАЦИИ СРЕДСТВАМИ РОБОТОТЕХНИКИ
2.1 Анализ существующего технологического процесса
На базовом предприятии деталь «Рычаг стеклоочистителя» изготавливается по технологическому процессу, приведенному в таблице 2.1 (Приложение А).
Таблица 2.1 – Базовый технологический процесс гибки.
| Код и наименование операции | Наименование перехода | Технологическая база | Модель и код станка |
| 010 Отрезка | Отрезать заготовку, выдерживая размер 333 | Плоскость профиля | Пресс механический АП-14 |
| 015 Пробивка | Пробить одно отверстие | Плоскость профиля | Пресс механический АП-14 |
| 020 Обжим
| Обжать деталь в размер 7.8-0,15 | Плоскость и торец профиля | Пресс однокривошипый одностоечный АП-10 |
| 025 Пробивка | Пробить отверстие | Плоскость профиля | Пресс механический АП-14
|
Продолжение таблицы 2.1.
| Код и наименование операции | Наименование перехода | Технологическая база | Модель и код станка |
| 030 Зачистка | Зачистить заусенцы на отверстии 2.9х5,7 и концах заготовки | Наружная поверхность профиля и отверстия | Специальный зачистной станок № 6122 |
| 035 Гибка | Гнуть деталь согласно эскизу первый раз | Торец профиля | Пресс однокривошипый АП14 |
| 040 Гибка | Гнуть деталь согласно эскизу второй раз | Торец профиля | Пресс однокривошипый АП14 |
| 045 Гибка | Гнуть деталь согласно эскизу третий раз | Торец профиля | Пресс однокривошипый К2326 |
| 050 Гибка | Гнуть деталь согласно эскизу четвертый раз | Плоскость профиля | Пресс однокривошипый К2326 |
| 055 Гибка | Гнуть деталь согласно эскизу | Плоскость профиля | Специальный станок № 12902 |
| 065 Калибровка | Калибровать деталь в размер Ø 6.7+0,25 | Наружная поверхность | Пресс однокривошипый одностоечный АП-10 |
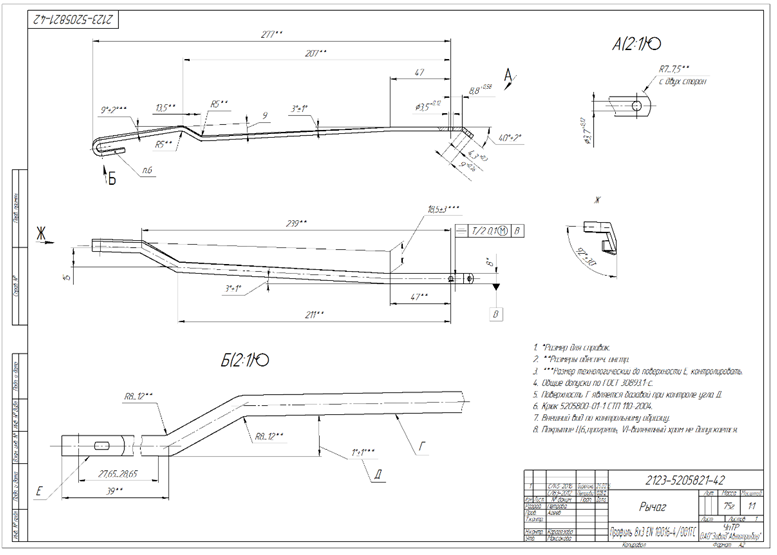
Рисунок 2.1 – Чертеж рычага стеклоочистителя 2123.5205821-42
2.2 Рычаг стеклоочистителя
Исследуемый рычаг стеклоочистителя 2123.5205821-42 (рисунок 2.2) представляет собой рычаг в системе стеклоочистки автомобиля ВАЗ-2123 «Chevy Niva», передающий движение от поводков и тяг к щётке стеклоочистителя.

Рисунок 2.2 – Рычаг стеклоочистителя 2123.5205821-42

Рисунок 2.2 – Автомобиль ВАЗ-2123 «Chevy Niva»
Характеристики рычага:
- Применяемость — а/м ВАЗ-2123 «Chevy Niva»;
- Тип рычага (код завода потребителя) 2123.5205821-42;
- Торговая марка: Автоприбор г. Владимир;
- Длина – 460мм;
- Тип держателя – открытый;
- Покрытие: Ц15хр – композиция порошковая полиэфирная импортного производства, фракция 20-80 мкм, черная, глубоко матовая; толщина покрытия –60 — 120мкм.
2.3 Обоснование автоматизации технологического процесса средствами робототехники
До внедрения автоматической линии на предприятии технологический процесс гибки рычагов стеклоочистителей (см. приложение А) состоял из одиннадцати заготовительных операций, каждая из которых выполнялась по отдельности на семи единицах механического оборудования. Такой техпроцесс занимал огромные производственные площади и требовал большого количество персонала. Низкая производительность такой технологии не обеспечивала требуемого качества и количества деталей в срок.
Новый автоматизированный технологический процесс сильно упростился и включает в себя всего лишь одну заготовительную операцию и одну единицу оборудования. Все операции гибки выполняются на одной автоматической гибочной линии, которая представляет собой комплекс автономных роботизированных станций с программным управлением. В такой линии нет операторов, предназначенных для эксплуатации машины, поскольку работа полностью автоматическая, за исключением его присутствия на операциях по оснащению и техобслуживанию.
Для автоматической линии требуется программируемый промышленный робот для процесса межоперационной загрузки и выгрузки рычагов стеклоочистителей с одной позиции линии на другую.
2.4 Состав нового технологического процесса
Новый технологический процесс гибки рычагов стеклоочистителей с автоматической гибочной линией, приведен в таблице 2.2 (Приложение Б).
Таблица 2.2 – Новый технологический процесс.
| Код и наименование операции | Наименование перехода | Технологическая база | Модель и код станка |
|
010 Автоматно-штамповочная
| Пробить отверстия Ø 3,5 +0,12; Ø3.7+0,12
| Плоскость профиля |
Автоматическая гибочная линия OMCG |
| Гнуть деталь согласно эскизу
| Плоскость и торец профиля | ||
| Гнуть угол 40°, пробить прямоугольные отверстия под крюк, отрезать | Плоскость и торцы профиля | ||
| Взять и переместить деталь роботом на стол поворотный | Плоскость профиля | ||
| Гнуть крюк
| Плоскость профиля | ||
| Контролировать расположение окона крюка
| Наружная поверхность профиля | ||
| Обжать деталь
| Наружная поверхность профиля | ||
| Переместить деаль на транспортер
| Наружная поверхность профиля |
2.4 Сравнение технологических процессов до и после внедрения линии
Визуальное сравнение старого и нового технологических процессов (ТП) по количеству операций, приведены на рисунке 2.4.
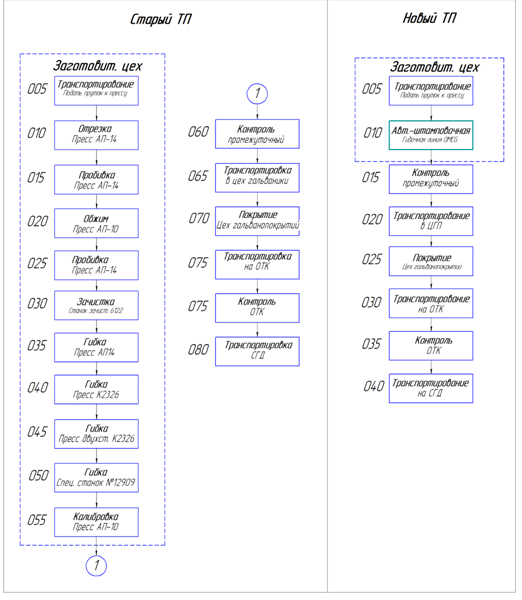
Рисунок 2.4 – Сравнение технологических процессов по количеству операций.