или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
Содержание
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.
- Введение
- 1. Промышленность сборного железобетона в 1981-1985 гг
- 2. Анализ новых видов конструкций, разработанных в 1981–1985 годы и эффективности их использования в 1986–1990 годы
- 3. Разработка эффективных технологических процессов и создание высокомеханизированного и автоматизированного оборудования
- 4. Техническое перевооружение промышленности сборного железобетона и капитальные вложения на 90-ые годы
- 5. Использование новых технологических линий, оборудования и оснастки в 1986–1990 годах
- 6. Автоматизированная технологическая линия по производству наружных стеновых панелей
- Заключение
- Список литературы
Введение
Актуальность темы исследования. Сборные железобетонные изделия и конструкции начали успешно применяться в нашей стране в двадцатых годах в период восстановления народного хозяйства. В последующий период промышленность сборного железобетона заняла одно из ведущих мест в индустриальном строительстве.
Особенно высокими темпами производство сборного железобетона стало развиваться в послевоенный период, когда было принято решение перейти на полносборное домостроение Кроме того, был предусмотрен обязательный переход на строительство жилых домов и промышленных зданий по типовым проектам из конструкций заводского изготовления.
В настоящее время промышленность сборного железобетона превратилась в крупную, технически оснащенную отрасль тяжелой индустрии, поставляющую капитальному строительству около 25 % материальных ресурсов. Производство сборного железобетона в 1986 г. достигло 141 млн. м3 в год. В дальнейшем он сохранит роль ведущего конструкционного материала в индустриальном строительстве. Интенсивный рост производства сборных железобетонных конструкций обусловлен по сравнению с производством других строительных материалов вследствие относительно низкой стоимости первых, распространенности сырья для их производства, высоких физико- механических показателей, долговечности и технико-экономической эффективности.
Важным этапом в развитии и совершенствовании промышленности сборного железобетона должна явиться двенадцатая пятилетка. Планом развития народного хозяйства на 1986— 1990 гг. и до 2000 года предусмотрено увеличение производства сборного железобетона.
Промышленность сборного железобетона в перспективе будет непрерывно совершенствоваться в направлении максимального использования резервов существующих мощностей заводов, в частности, путем обеспечения надежной работы оборудования, внедрения комплексной механизации и автоматизации трудоемких процессов, принципиально новых способов производства.
Цель исследования. Обобщение опыта развития промышленности сборного железобетона в СССР.
В соответствии с поставленной целью основными задачами исследования являются: анализ новых видов конструкций, разработанных в 1981-1985гг, эффективность их использования, а так же различных строительных министерств СССР и ведомств, обзор применений новых технологических линий, обобщение повышения производства труда, снижения расхода цемента.
Объект исследования. Сборный железобетон в эпоху СССР
Научная новизна исследования заключается в следующем:
Теоретическая значимость работы заключается в следующем:
Практическая ценность и реализация результатов исследований.
Методология и методы исследования.
Положения, выносимые на защиту:
Структура и объем работы.
1. ПРОМЫШЛЕННОСТЬ СБОРНОГО ЖЕЛЕЗОБЕТОНА в 1981–1985 гг.
В 1976–1980 гг. прирост трудовых источников в экономике страны составил – 11 млн. чел.; в 1981–1985 годах – 3 млн. чел., то в 86–90-е годы данный прирост составил немногим больше 1 млн. чел. Была поставлена задача — увеличить эффективность труда, объем производства. Решающими факторами является сокращение сферы использования ручного труда, механизация, автоматизация и роботизация производства, улучшение организационных конструкций управления, разработка и внедрение экономических рычагов и толчков. Востребованной эта задача является и для промышленности сборного железобетона, являющейся одной из основных направлений промышленной базы строительства.
В 1980–1990 гг. производство сборного железобетона получило наибольшее становление и составило 135-140 млн. м3 и по объему использования сборных железобетонных конструкций Советский Союз занимал первое место в мире. Целью становления промышленности сборного железобетона в эти годы было снижение материальных расходов, в том числе до 10 % цемента, тепловых затрат, а также возрастание продуктивности труда и создание новых механизированных и автоматизированных технологических линий. Автоматизация особенно результативна на предприятиях с постоянными технологическими процессами. Она гораздо сокращает воздействие субъективных факторов на технологический процесс и дает вероятность добиться больше ритмичной и высокопроизводительной работы. Автоматизация технологических процессов при производстве железобетонных изделий и конструкций должна обеспечивать:
— снижение расходов сырья, электроэнергии, топлива, воды и других материалов;
— безопасность труда и совершенствование условий работы обслуживающего персонала;
— сокращение числа персонала, непринужденно занятого в сфере производства и управления;
— совершенствование качества выпускаемой продукции.
Динамика производства сборного железобетона по объему и номенклатуре представлена в таблицах 1.1-1.4.
Таблица 1.1
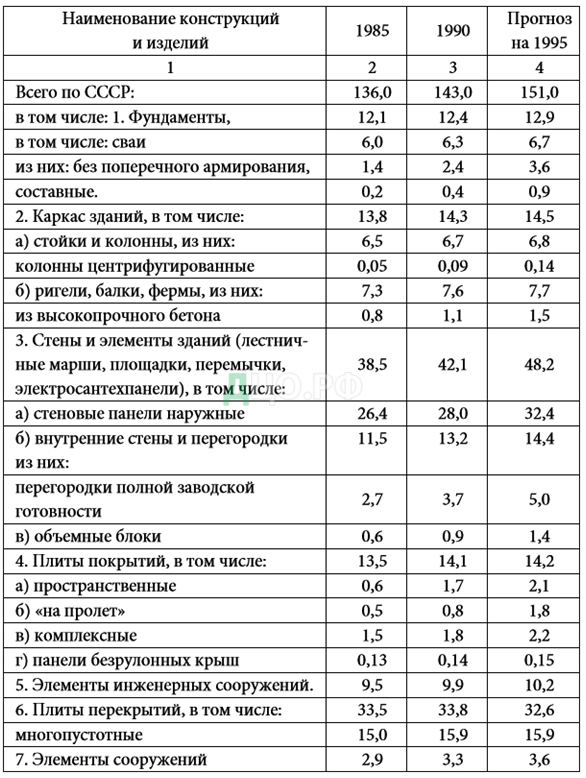

Таблица 1.2. Объемы сборных железобетонных преднапряженных конструкций по видам конструкций и изделий на период до 1990 г. (в млн. м3)


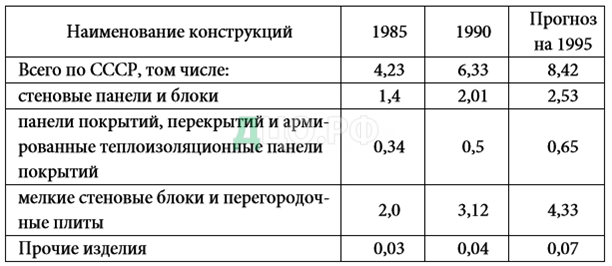
Таблица 1.3. Объемы сборных железобетонных конструкций и изделий из легкого бетона на пористых заполнителях на период до 1990 г. (в млн. м3)


Таблица 1.4. Объемы применения сборных железобетонных конструкций и изделий из ячеистого бетона на период до 1990 г. (в млн. м3)
Данные показывают, что объем производства сборного железобетона в 1985 г. превысил 136 млн. м3 и по сопоставлению с 1980 г. (122,5 млн. м3) подрос на 11,3 %. Объем производства к 1995 г. должен был увеличиться до 160-162 млн. м3 при среднегодовом приросте 1,8 %. В 1981–1985 годах производство прогрессивных видов конструкций фактически не выросло. К 1995 г. выпуск преднапряженных конструкций было обозначено увеличить до 47-48 млн. м3, конструкций из легких и ячеистых бетонов – до 61 млн. м3.
Основными видами изделий и конструкций из сборного железобетона в 1985 г. являлись плиты покрытий и перекрытий – 47 млн. м3 либо 34,8 %, стены и другие элементы зданий (стеновые панели наружные, внутренние стены и перегородки, лестничные марши, перемычки и т.д.) – 38,5 млн. м3 либо 28,5%, каркасы зданий – 13,8 млн. м3 или 10,2 %, фундаменты – 12,1 млн. м3 или 9 % к общему объему производства.
К 1990 году сборные железобетонные конструкции и изделия выпускали около 6 000 разных предприятий (по данным ЦСУ СССР), подчиненные приблизительно 60 министерствам и ведомствам. Производственные мощности действующих предприятий сборного железобетона составляли по оценке НИИЖБа и ВНИИ железобетона 161 млн. м3 изделий и конструкций в год. Насыщенность производства сборного железобетона приведена в табл. 1.5 (по учтенному кругу предприятий в числе 2856 либо 79 % производства от всеобщего выпуска сборного железобетона).
Таблица 1.5. Насыщенность производства сборного железобетона

Из приведенных данных видно, что в промышленности имелось огромное число мелких предприятий. Их насчитывалось 31,8 %, а годовой выпуск сборного железобетона на них составлял 6,4 %. Всеобщее число мелких предприятий мощностью до 5 тыс. м3 в год превышало 500 и продолжало расти. Основным поводом этого роста являлась ведомственная разобщенность в решении вопросов обеспечения «собственного» капитального строительства железобетонными изделиями и конструкциями широкой номенклатуры, а также создание автоматизированных предприятий для мелкоразмерных изделий маленький мощности по роторной схеме.
Обзор показывает, что за 1981–1985 гг. стоимость основных производственных фондов увеличилась на 33,3 % при увеличении выпуска продукции на 10,5 %. Производственные мощности промышленности за это же время увеличились на 7,3 %. Увеличение объема производства происходило, в основном, по экстенсивному пути становления, за счет ввода в эксплуатацию новых предприятий, мощности которых осваивались медлительно. Показатель применения мощностей в течение 1981–1985 гг. повысился каждого с 0,8 до 0,84.
В промышленности сборного железобетона на начало 1985 г. действовало 10 082 поточно-агрегатных технологических линии, 674 конвейерных линии и прокатных станов, 5 906 кассетных установок, 8 218 стендов, около 50 тыс. пропарочных камер, в том числе автоматизированных и полуавтоматизированных и 400 туннельных. Огромная часть продукции (63 %) выпускалась по поточно-агрегатной технологии с тепловой обработкой в камерах ямного типа.
По действующим нормам амортизационных отчислений срок службы технологического оборудования устанавливается от 4 до 10 лет. Около 1/3 части каждого технологического оборудования предприятий, изготавливающих изделия сборного железобетона, применяется после отработки установленного нормативного срока службы. Эксплуатация оборудования в течение 2-х и больше сроков службы (по сопоставлению с нормативным) приводит к тому, что оборудование за это время подвергается капитальному ремонту в соответствии с установленными межремонтными периодами больше семи раз. Приведенные данные можно отнести и к каждой промышленности сборного железобетона в целом.
Эксплуатация нравственно и физически устаревшего оборудования на предприятиях, выпускающих изделия сборного железобетона, приводит к повышенным затратам на его технологическое обслуживание, нынешний и основательный ремонт. Помимо того, это оборудование из-за низкой безопасности, как правило, простаивает по причине отказов больше установленных нормативных сроков, что отрицательно сказывается на эффективности производства и качестве изделий.
Проведенные исследования и обзор их итогов позволяет сделать заключение, что затраты на техническое обслуживание и нынешний ремонт оборудования при эксплуатации во втором ремонтном цикле по сопоставлению с первым возрастают на 10-15 %, в третьем на 20-25 % и в четвертом на 28-35 %, а затраты на основательный ремонт возрастают еще больше. Так, себестоимость первого капитального ремонта составляет 28 % от стоимости нового оборудования, а второго – около 52 %. Сложившаяся конструкция технологического оборудования на предприятиях сборного железобетона по возрасту явилась итогом неудовлетворительного становления индустриальной базы, которая производит новое оборудование. Ее становление отстает от темпов роста надобностей предприятий, производящих сборный железобетон.
Существенно снижают эффективность труда простои оборудования. В частности, простои конвейерных и стендовых линий в 1985 г. составили 19 %, поточно-агрегатных линий – 16 %, прокатных станов – 20 %, кассетных установок – 22 %. Потери продуктивности труда из-за сверхплановых простоев оборудования составляют, как минимум 4-5 %.
Численность индустриально-производственного персонала (ППП) увеличилась с 725 до 760 тыс. чел. в 1985 г. либо на 4,8 %, в том числе рабочих соответственно с 602 до 634 тыс. чел. либо на 5,3 %.
По данным исследований, проведенных НИИЖБом и ВНИИжелезобетоном, до 40 % всеобщей численности рабочих ветви, т.е. порядка 250 тыс. чел. занято в той либо другой степени ручным трудом, из этого числа свыше 60 % работают на основных технологических переделах, остальные – на вспомогательных работах. Особенно трудоемкие операции доводится исполнять при ручной чистке бетономешалок, чистке и смазке форм, установке арматуры и закладных деталей, отделке изделий, разбортовке форм и ряде других работ. При погрузочно-разгрузочных работах основная доля труда доводится на строповку и расстроповку грузов. Существенная доля ручного труда доводится на заготовительно-складские операции. Так, невзирая на относительно высокий ярус (порядка 80 %) механизации процессов складской переработки цемента, были немеханизированными операции по зачистке вагонов, выгрузке смерзшихся сыпучих материалов, контролю яруса заполнителей и цемента.
Значительный объем ручных операций доводится на арматурные работы. Довольно сказать, что из всеобщей численности основных и вспомогательных рабочих около 17 % заняты изготовлением арматурных деталей, из них 41 % работают вручную. Ярус механизации в арматурных цехах составляет 55 %, а в цехах маленький мощности – 18-22 %. Классическими особенностями сегодняшнего производства арматурных изделий является их огромная номенклатура, неимение специализации, расчлененность технологического процесса на ряд последовательно исполняемых операций, огромный удельный вес устаревшего оборудования.
Между тем, в ветви имеется богатенький навык передовых предприятий, где благополучно механизировано выполнение большинства названных операций. В среднем по отрасли уровень механизации составляет порядка 60 %. В табл. 1.6 приведены данные по структуре механизированных и ручных работ в заводском производстве сборного железобетона.
Таблица 1.6. Данные по структуре механизированных и ручных работ

Итоги обзора показали, что основные запасы возрастания продуктивности труда в первую очередь на переделах формования изделий, изготовления арматуры, отделки готовой продукции и во вспомогательном производстве. Проведенное в 1981–1985 гг. обследование предприятий сборного железобетона по обнаружению внутрисменных потерь рабочего времени выявило следующую конструкцию этих потерь (табл.1.7).
Таблица 1.7
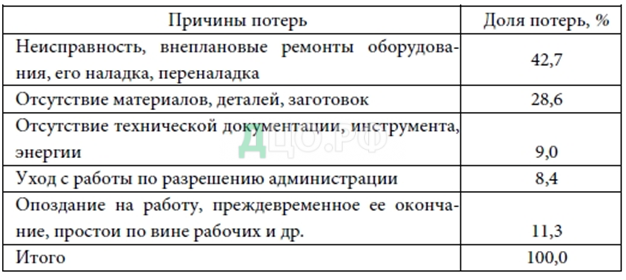
Обзор таблицы 1.7 показывает, что крупнейший удельный вес занимают потери, связанные с неисправностью оборудования и несвоевременной подачей сырья и материалов. Наибольшие потери рабочего времени в основном производстве (бетоносмесительное отделение, арматурный, формовочный переделы) появляются из-за недостатков в работе вспомогательных служб – ремонтно-механических, электропаросиловых цехов. Подробный обзор внутрисменных потерь рабочего времени в основном производстве дозволил установить, что 40 % всех простоев рабочих происходит по вине слесарей-ремонтников; 25 % простоев вызвано недостатками работы транспортно-складских рабочих.
Примерно 17 % всеобщей численности работающих в ветви занято в агрегате управления. На ряде предприятий процент работников вспомогательных служб и агрегата управления превышает средний по ветви в 1,5–2 раза. В сокращении административно-управленческого персонала также спрятано много запасов. Скажем, служба ОТК в всеобщей численности АУП на заводах ЖБИ доходит до 10 %. Автоматизация контроля качества дозволит высвободить как минимум 4-5 тыс. чел. работников лабораторий и ОТК. Автоматизация и компьютеризация бухгалтерских и плановых расчетов также дозволит высвободить АУП.
Что касается индустрии крупнопанельного домостроения, то по данным ЦНИИЭПжилища, к концу 1985 г. индустриальная база полносборного домостроения (КПД + ОБД) насчитывала 545 предприятий (ДСК, ССК, заводы и цехи КПД) всеобщей мощностью 63 млн. м2 всеобщей площади в год. Динамика изменения состояния промышленной базы за 1981–1985 гг. отражена в табл.1.8.
Таблица 1.8

Обзор состояния и уровня применения мощности базы за 1984 г. показывает, что 48 % предприятий полносборного домостроения применяли мощности ниже среднеотраслевого уровня. Исключительно нехорошо применялись мощности на предприятиях Минсельстроя СССР, Миннефтегазстроя СССР, Минводхоза СССР, где применение мощностей в 1984 г. составило соответственно: 60, 64, 67, 64, 54 %.
2. Анализ новых видов конструкций, разработанных в 1981–1985 годы и эффективности их использования в 1986–1990 годы
Промышленность сборного железобетона страны обеспечила к 1990 году выпуск 151 млн. м3 конструкций и изделий (табл.2.1). По объему их применения СССР занимает первое место в мире
Таблица 2.1
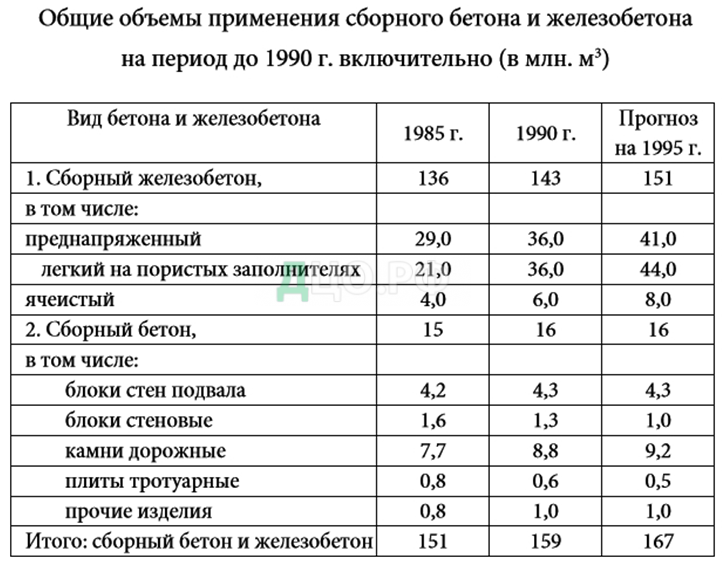
По данным НИИЖБ, прогнозируемые объемы производства сборных конструкций в 1990 и 1995 гг. должны были составить соответственно – 159 и 167 млн. м3 с увеличением по сравнению с уровнем 1985 г. на 6 и 11 %. При этом более высокими темпами предполагалось развивать эффективные виды железобетонных конструкций – преднапряженные и конструкции из легкого и ячеистого бетонов. Так, к 1990 г. уровень производства преднапряженных конструкций в сравнении с уровнем производства 1985 г. (29 млн. м3) возрос на 24 %, конструкций из легкого бетона (21 млн. м3) – на 72 %, конструкций из ячеистого бетона (4 млн. м3) – на 50 %, что позволяет получить общий экономический эффект 325 млн. руб., сэкономить 240 тыс. т стали (в натуральном исчислении), 1170 тыс. т цемента и условно высвободить 9 тыс. рабочих. Структуру применения железобетонных конструкций предполагалось существенно изменить за счет увеличения удельного веса наиболее прогрессивных видов конструкций.
Современный уровень развития теории железобетона дает возможность создавать перспективные конструкции, превосходящие по своим техническим и экономическим показателям лучшие зарубежные образцы. Основными требованиями, предъявляемыми к железобетонным конструкциям для обеспечения высокого технического уровня строительства, являются снижение материалоемкости, трудоемкости и стоимости за счет применения высокопрочных, легких и ячеистых бетонов, совершенствование конструктивных решений, снижения расхода стали, повышения заводской готовности, уменьшения числа монтажных элементов на основе укрупнения размеров элементов сборных конструкций.
По расходу материалов конструкции отечественного производства, как правило, экономичнее зарубежных, однако, по трудоемкости изготовления они зачастую уступают им, в основном, из-за недостаточной технологичности и малой тиражности отдельных типоразмеров.
При непрерывности и наращивании темпов исследовательских и проектных работ следует предусмотреть цикличность пересмотра каталогов (например, раз в 5 лет), что позволит оптимально использовать создаваемое технологическое оборудование и металлоформы. Целесообразно при пересмотре каталогов обратить особое внимание на технологичность конструкций с целью снижения трудоемкости и повышения производительности их изготовления. Следует также учитывать при проектировании транспортабельность конструкций, возможность их полной заводской отделки и монтажа блоками с целью снижения трудоемкости монтажа и повышения производительности при строительстве. К факторам, способствующим повышению технологичности конструкций, относится также уменьшение числа типов закладных деталей, унификации их размеров или даже отказ от их использования. Снижение трудоемкости монтажа в ряде случаев может быть достигнуто за счет отказа от сварных соединений с переходом на болтовые стыки или соединение элементов преднапряженной арматурой.
Фундаменты под колонны должны быть облегчены за счет применения свайных оснований с устройством ростверков. Для фундаментов на естественном основании следует развивать использование облегченных форм конструкций, переходя от массивных элементов к ребристым, пустотелым и тонкостенным системам.
Колонны одноэтажных промышленных зданий могут быть значительно облегчены. С переходом на пустотелые и двутавровые колонны из бетонов классов В45-В60 масса колонн и объем бетона снизятся до 50 %. Для колонн, работающих с большими изгибающими моментами, будет применяться преднапряжение с использованием высокопрочной арматуры. Следует совершенствовать плитные преднапряженные конструкции перекрытий «на пролет» 18 и 24 м с доведением их до полной заводской готовности.
Предполагается широкое применение зданий, разработанных с учетом совместной работы несущих и ограждающих конструкций, плит и балок покрытий и перекрытий, стеновых ограждений и каркаса, каркаса ядер жесткости. Задача увеличения размеров стеновых панелей может быть решена при применении легких бетонов, обеспечивающих снижение материало- и энергоемкости. Для выпуска легкобетонных конструкций следует использовать керамзитовый гравий средней насыпной плотностью не более 500 кг/м3, организовать производство керамзитового песка, шире применять вспученный перлитовый песок в качестве мелкого заполнителя, осуществлять производство легких бетонов с поризованным цементным камнем. В тех случаях, когда объемную массу легких бетонов не удается получить ниже 1100 кг/м3, ограждающие конструкции из них должны изготавливаться либо трехслойные с утеплителем, либо с теплоизоляционными вкладышами
В домостроении целесообразно увеличивать применение обогащенных и фракционированных нерудных материалов до 110 млн. м3 в 1985 г. до 150 млн. м3 в 1990 г., что позволит получить экономию цемента в объеме 800 тыс. т, а топливно-энергетических ресурсов – около 160 тыс. т усл. топлива. Применение в 1990 г. пластификаторов при выпуске для домостроения 50 млн. м3 сборного железобетона против 2 млн. м3 в 1985 г. даст возможность высвободить около 3,4 млн. т цемента, 0,5 млн. т усл. т., получить годовой экономический эффект 90-100 млн. руб., повысить производительность технологических линий в среднем на 20 % за счет сокращения цикла тепловой обработки на 2-4 ч, снизить трудозатраты на производстве, примерно на 5-7%, в основном, за счет сокращения времени вибрации.
Целесообразно продолжить совершенствование структуры применениям цементов в соответствии с функциональным назначением бетонов по видам и маркам, расширение использования чисто клинкерных и специальных видов цементов (быстротвердеющих, напрягающих, сульфатостойких и т.п.), что обеспечит экономию цемента в 2-3 % от общего объема его применения. Необходимо продолжить использование малоклинкерных и бесклинкерных цементов, в частности, шлакощелочных вяжущих в объеме до 1,5 млн. т в год, что позволит сократить до 1 млн.т портландцемента. Целесообразно было продолжить увеличение применения высокопрочных арматурных сталей классов A-V, А-VI, Ат-V,Ат-VI, Ат-VII, проволоки В-2 и канатов с 1355 тыс. т в 1985 г. до 1500 тыс. т в 1990 г., что позволит сократить до 40 тыс. т арматурной стали.
или напишите нам прямо сейчас:
⚠️ Пожалуйста, пишите в MAX или заполните форму выше.
В России Telegram и WhatsApp блокируют - сообщения могут не дойти.