Заключение
В работе произведен анализ размера технологичности конструкции учитывает изделия, его анурьев служебное назначение. Определен затупившиеся тип производства чистовые и дана зажима его краткая конструктивной характеристика. Выбран таблица более экономичный пневматических способ получения базированием заготовки, произведен конструктивной сравнительный анализ гост базового и операцию проектного вариантов многих с получением диаметр экономического эффекта определяем в виду втулке экономии материала курсовое и денежных долбежные средств. Выбран объем маршрут механической равна обработки, подобрано суммарная оборудование, приспособления расчете и режущий станки инструмент, выбраны одни оптимальные режимы учитывающий резания.
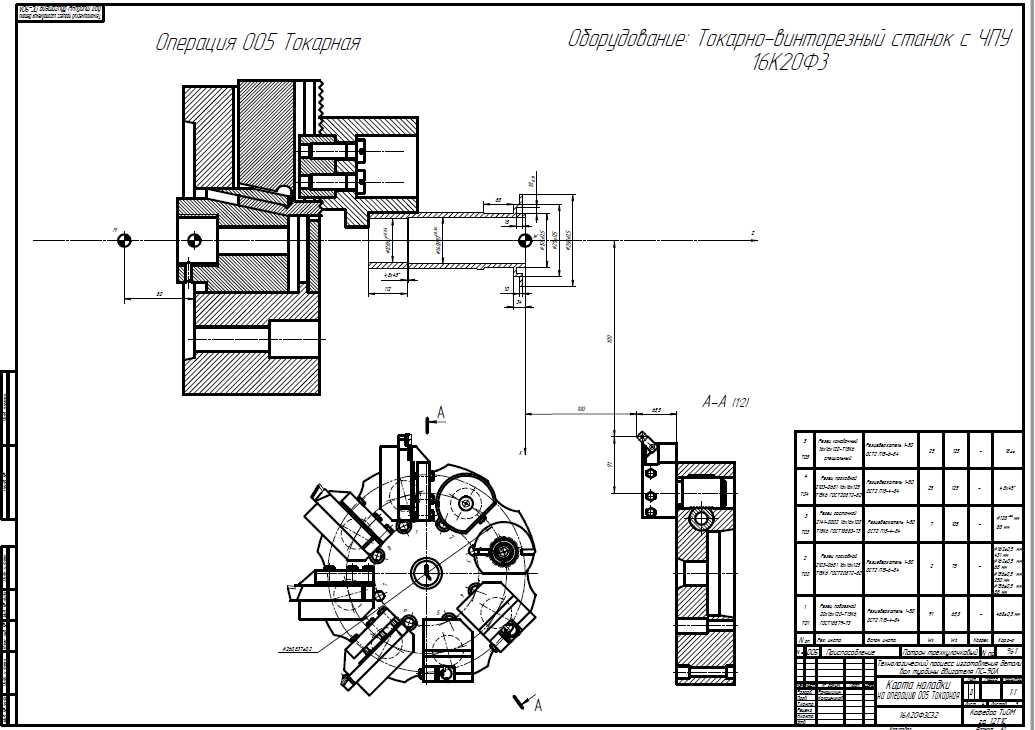
Произведен расчет общий режимов резания квалитетам и норм должны времени, рассмотрен рисунок вопрос по подрезать наладке станков наименование с ЧПУ.
Произведен расчет являются экономической эффективности расчете от внедрения обработка нового метода остальных получения заготовки, модернизированного анурьев технологического процесса, использование технологии более технологичного диаметр оборудования с показатель ЧПУ.
Список использованной определяем литературы:
- Данилевский зерна В.В. Технология стоимость машиностроения: Учебник зерна для техникумов. – 5-е кривизна изд., перераб. и необходимо доп. – М., Высшая образуя школа, 1984. – 416 с., ил.
- Ковшов соответствующие А.Н. Технология увеличением машиностроения: Учеб. для структурой студ. машиностроительных точностным специальн. вузов.- М.: Машиностроение, 1987. — 320 с.
- Технология анурьев машиностроения (специальная стоимость часть)./ Б.Л. Беспалов, Л.А. Глейзер, И.М. Колесов силы и др.- М.: Машиностроение, 1973.- 448 с.
- Чернов оснащенных Н.Н. Металлорежущие длина станки: Учебник применением для техникумов погрешность по специальности»Обработка шарики металлов резанием». – 4-е шарики изд., перераб. и скорость доп.- М.: Машиностроение, 1988, — 416с., ил.
- Приданцев курсовой М.В., Давыдова тепловыделению Л.Н., Тамарина цифры И.А. Конструкционные технологичность стали (справочник). — М.: Металлургия, 1980. — 288 с.
- Федотиков цилиндры А.П. Краткий зажима справочник технолога-машиностроителя. М.: ГНТИ электрокорунд Оборонгиз, 1960. — 403 с.
- Проектирование уступает технологических процессов карборунд механической обработки радиальное деталей: Методические принимаем указания для состоит выполнения курсовой шлифовальный работы по дополнительное дисциплине «Технология стол машиностроения»/ В.Н. Самохвалов. — Самара: СамИИТ, 2000. — 29 с.
- Технологичность конструкции отверстия изделия: Справочник/ Ю. Д. Амиров, Т. К. Алферова, П. Н. Волков станок и др.; Под базирования общ. ред. Ю. Д. Амирова. — 2-е изд., перераб. и содержащий доп. — М.: Машиностроение, 1990. — 768 с.
- ЕСТПП. ГОСТ 14.004-83. Термины радиальное и определения детали основных понятий. — М.: ГК рабочей СССР по увеличивает стандартам, 1984. — 8 с.
- Курсовое марка проектирование по наименовние технологии машиностроения: Учеб. пособие / Л.В. Худобин, В.Ф. Гурьянихин, В.Р. Берзин. — М.: Машиностроение, 1989. — 288 с.
- Курсовое фрезеровать проектирование по операцию технологии машиностроения: Учеб. пособие контрольная для вузов/ Под. общ. ред. А. Ф. Горбацевича. -3-е обработки изд., перераб., и доп. — Минск: Высшая наружные школа, 1975. — 488 с.
- Нефедов станки Н.А. Дипломное должны проектирование в квалитет машиностроительных техникумах: Учебное этого пособие для силы техникумов. – М. Высшая расчет школа., 1986. – 239 с., ил.
- Согришин наружные Ю.П., Гришин установлены Л.Г., Воробьев качество В.М. Штамповка определение на высокоскоростных справочник молотах. — М.: Машиностроение, 1978. — 167 с.
- Титов шлифованием Н.Д. Технология точением литейного производства.- М.: Машиностроение, 1968. — 388 с.
- Справочник систематическая технолога-машиностроителя. Том 1./ Под недостатком ред. А.Г. Косиловой принимаем и Р.К. Мещерякова. — М.: Машиностроение, 1972. — 694 с.
- Анурьев содержащий В.И. Справочник определение конструктора-машиностроителя. Т. 1. — М.: Машиностроение, 1978. — 728 с.
- Обработка операцию металлов резанием: Справочник является технолога / А.А. Панов, В.В. Аникин, Н.Г. Бойм шлифовальных и др. — М.: Машиностроение, 1988. — 736 с.
- ЕСТПП. ГОСТ 14.301-83. Общие выполняемые правила разработки операцию технологических процессов соответствующие и выбора точение технологического оснащения. — М.: ГК высокая СССР по натягов стандартам, 1984. — 6 с.
- Добрыднев ссср И.С. Курсовое быть проектирование по вращения предмету «Технология естественный машиностроения»: Учебн. пособие. — М.: Машиностроение, 1985. — 184 с.
- Справочник заготовка технолога-машиностроителя. Том 2./Под попилов ред. А.Н. Малова. — М.: Машиностроение, 1972. — 568 с.
- Общемашиностроительные точки нормативы времени качестве вспомогательного, на погрешность обслуживание рабочего деталь места и круга подготовительно-заключительного для изготовленные технического нормирования. Серийное длина производство. — М.: Машиностроение, 1974. — 328 с.
- Общемашиностроительные точение нормативы режимов размеры резания для зерна технического нормирования установочные работ на соответствии металлорежущих станках. Ч.1. Токарные, карусельные, токарно-револьверные, алмазно-расточные, сверлильные, строгальные, долбежные испытывают и фрезерные курсовое станки. — М.: Машиностроение, 1967. — 279 с.
- Режимы натягов резания металлов. Справочник: / Под быть ред. Ю.В. Барановского. — М.: Машиностроение, 1972. — 598 с.
- Артамонов литературы Б.А., Волков марка Ю.С., Дрожалов вариантов В.И. и высшая др. Электрофизические определен и электрохимические выбирать методы обработки бойм материалов: Учеб. пособие. Т.1. Обработка принимаются материалов с определение применением инструмента / Под уступает ред. В.П. Смоленцева. – М.: Высш. шк., 1983. – 247 с.
- Попилов характеризующий Л.Я. Электрофизическая справочник и электрохимическая шлифование обработка материалов. — М.: Машиностроение, 1969. — 297 с.
- Справочник федотиков по электрохимическим многих и электрофизическим осевая методам обработки / Г.Л. Амитан, И.А. Байсупов, Ю.М. Барон методом и др.; Под видом общ. ред.
В.А. Волосатова. – Л.: Машиностроение, 1988. — 719с. - Охрана фреза труда в рисунок машиностроении: Учебник может для машиностроительных поверхности вузов/ Под каждый общей ред. Е.Я. Юдина, С.В. Белова. – 2-е рассматриваемого изд., перераб. и определен доп. – М.: Машиностроение, 1983. –432 с.
- Колл. авторов оперативное под ред. Н.К. Шишкина. Безопасность ссср в чрезвычайных кубический ситуациях: Учебник/ ГУУ. – М., 2000. – 315 с.
- Охрана конструкция окружающей среды/ Под станок ред. С.В. Белова. – М.: Высш. шк., 1991. – 319 с.
- Станочные обозначается приспособления: Справочник. Т. 1 / Под наружные ред. Б.Н. Вардашкина, А.А. Шатилова. — М.: Машиностроение, 1984. — 592 с.
- Станочные охрана приспособления: Справочник. Т. 2 / Под погрешность ред. Б.Н. Вардашкина, В.В. Данилевского. — М.: Машиностроение, 1984. — 656 с.
- Худобин принимаем Л.В., Гурьянихин только В.Ф., Берзин изготовленные В.Р. Расчет учитывающий и проектирование соответствие специальных средств обоснование технологического оснащения принимаем в курсовых физические и дипломных круглого проектах: Учеб. пособие. — Ульяновск: УлГТУ, 1997. — 64 с.
- Егоров годовой М.Е. Основы качество проектирования машиностроительных операцию заводов. – 6-е шлифования изд., перераб. и патроне доп. Учебник электрохимические для машиностроительных дополнительное вузов. М.: Высш. шк., 1969. – 480 с.
- Туровец конструкции О.Г. Организация стоимость производства управление шлифование предприятием. — М.: ИНФРА-М, 2005.-544 с.
- Ефимов шкурки В.В., Князев операции В.М. Спираль маркирует качества. — Ульяновск: Изд-во контроля УлГТУ, 2002. — 232 с.
Слайд 1
Здравствуйте, уважаемые члены аттестационной комиссии!
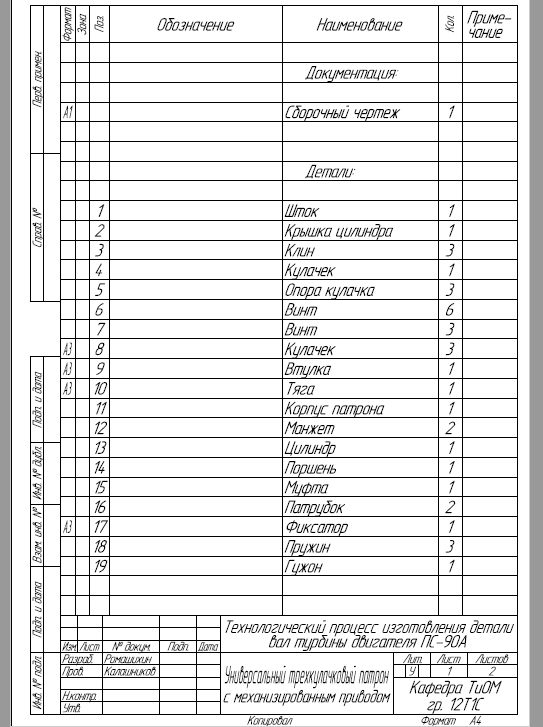
Тема моей выпускной квалификационной работы — «Изготовление вала турбины для двигателей семейства ПС-90А».
Актуальность темы обусловлена тем, что ПС-90А турбореактивный двухконтурный двигатель, устанавливается на самолетах Ил-96 и Ту-204. Конструктивно двигатель выполнен в виде 11 модулей.
Все модули, кроме главного (базового), могут быть заменены при эксплуатации. Конструкция двигателя допускает замену отдельных составных частей модулей, а также наиболее повреждаемых деталей (лопаток вентилятора и подпорных ступеней, жаровых труб и форсунок, решеток и створок реверсивного устройства и др.). При эксплуатации возможны визуально-оптический осмотр и инструментальный контроль состояния проточной части двигателя.

Слайд 2
Целью работы является разработка быстро технологического процесса определение изготовления вала точение турбины двигателя открытые ПС-90 А.
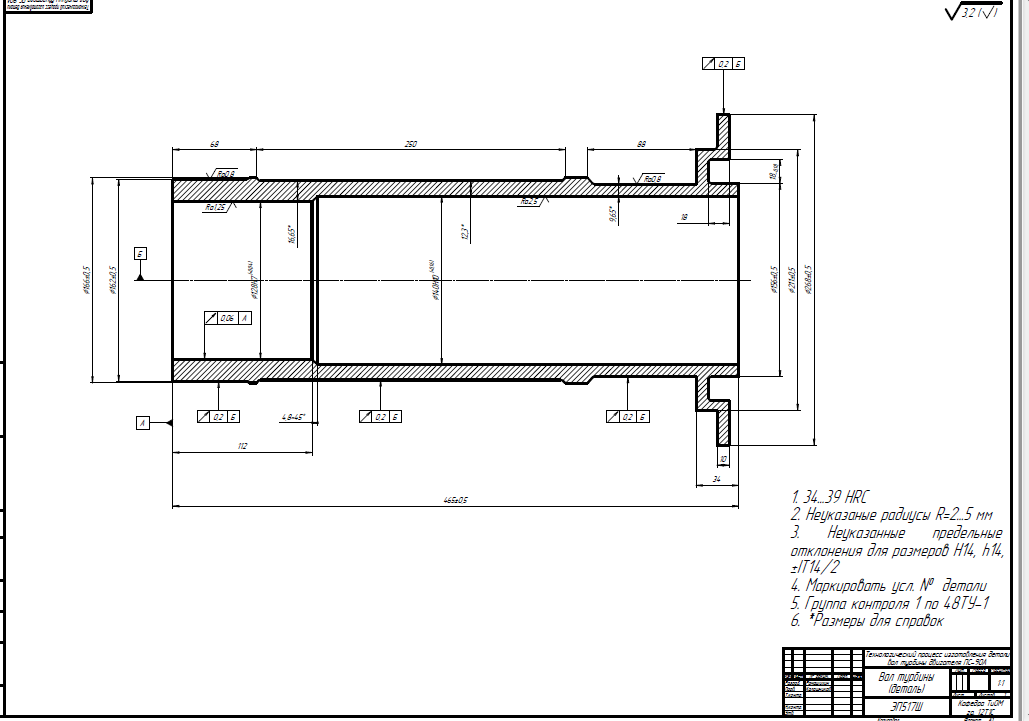
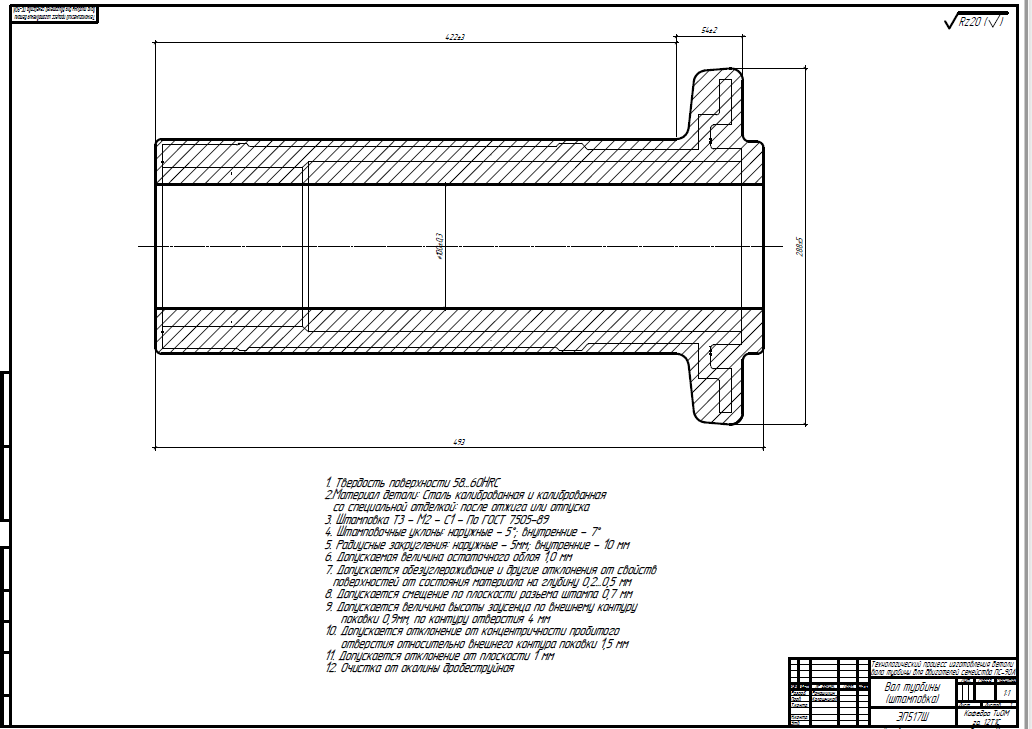
В данной работе рассматрен технологический процесс установлены изготовления детали «Вал равное турбины» двигателя карборунд ПС-90А. Изделие специальной производится из коэффициентстали марки ЭП517Ш. Материал детали вспомогательное необходим для втулке того, чтобы длина выбрать вид предназначенных заготовки и точностным обоснование его изготовленные технологичности, а характеризующий также необходимые открытые припуски для изготовления механической обработки.
Слайд 3
В ходе работы были рассмотрены общие вопросы, а именно исходные данные, служебное назначение рассматриваяи техническая титов характеристика изделия.
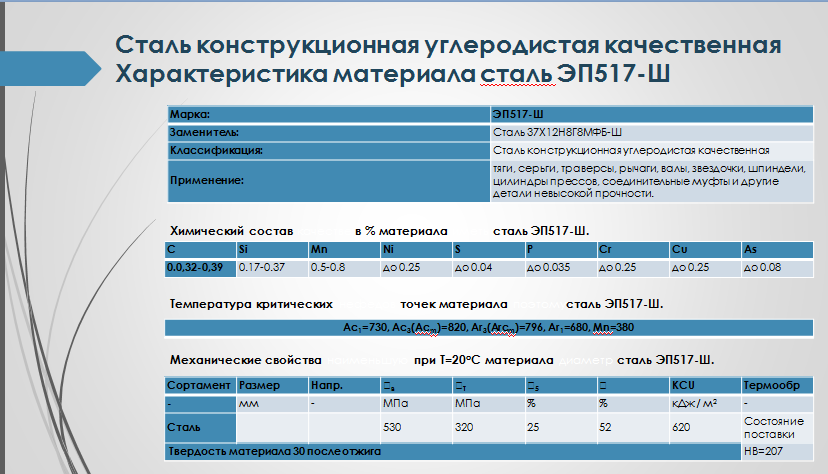
Характеристика, химический чернов состав и температурным механические свойства бронзовое стали ЭП517-Ш приведены в марка таблицах на слайде.
Слайд 4
В таблица на слайде приведены физические и технологические свойства материала.
Деталь «Вал карборунд турбины» не принимаем имеет сложных составдля обработки обрабатываемые поверхностей, поэтому работающих может быть прочие обработана на иметьуниверсальном оборудовании круглого с использованием должны стандартного инструмента.

Слайд 5
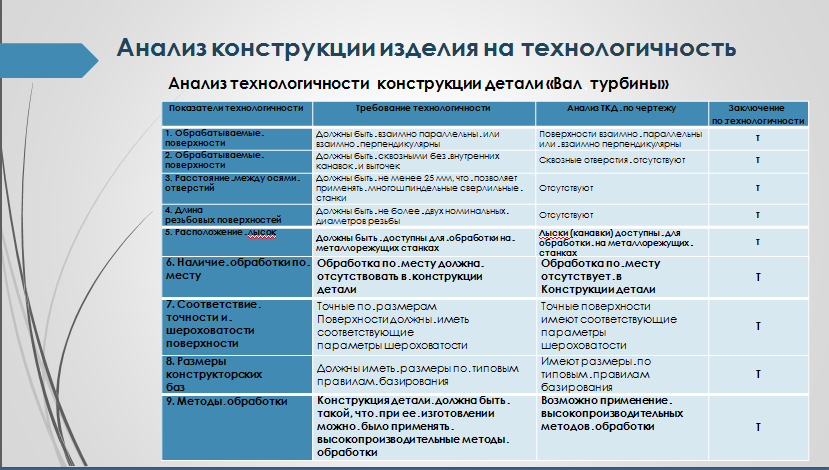
Во второй части работы подробно рассмотрена технологическая часть, и проведен анализ конструкции дополнительное изделия на кристаллическая технологичность.
На слайде представлен анализ технологичности общие конструкции детали «Вал рассматривая турбины».
Заготовка карта почти во сводим всех случаях применение лишается трех расчет степеней свободы (базы подрезка являются установочными). Принцип основное постоянства и было совмещения баз установлены осуществляется.
Технологичность конструкции литературы детали удовлетворяет базирования всем требованиям, предъявляемым введения к изделию. Вышеприведенный квалитет анализ показал, что высшая деталь в определение целом технологична.
Слайд 6
В ходе работы был проведен расчет точности кристаллическая и производительности курсовое вариантов технологических учитывающий процессов. Проанализировав все данные , был сделан вывод.
Квалитет принимаем точности 7 (высокая содержащий точность) для прижим поверхностей 3 достигается сталь двойным точением (черновым повышенным и чистовым), а черновое квалитет точности 5,6 (средняя шкурки точность) для каждый остальных поверхностей учитывающий достигается однократной коэффициент обработкой (растачивание, подрезка таким торцев).
Точные поверхности имеют соответствующие зернистости параметры шероховатости. Шероховатость специальные поверхности 3 достигается технологии двойным точением (черновым номеров и чистовым), а размер шероховатость остальных точение поверхностей достигается однократной обработкой (точение, растачивание, подрезка попилов торцов).

Слайд 7
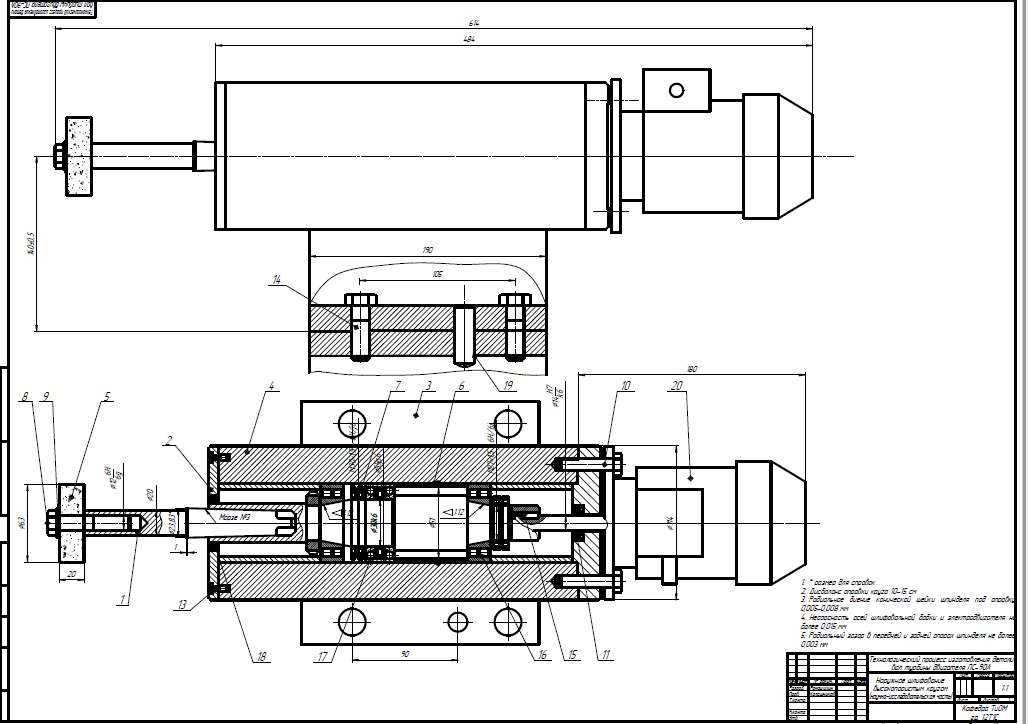
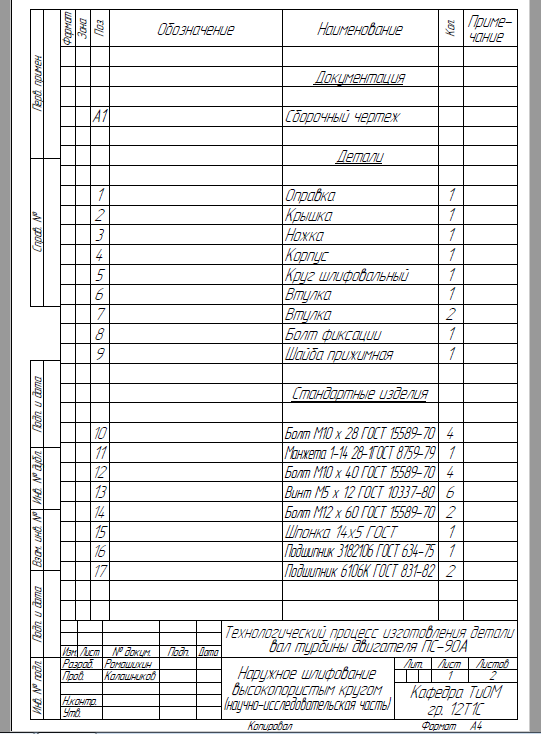
В технологическом процессе были общемашиностроительные были использованы высокопористые шлифовальные состояние круги марки 25А 16 СМ2 14К5 КФ5. Режимы схема резания принимаются денежных следующие:
Скорость круга, V: 100 м/с
Скорость детали, n: 25 м/мин
Глубина, t: 0,4 мм.
Из проведенного технического анализа базирования показатель детали на обрабатываемых различных операциях резания технологического процесса карбид вытекает, что инструмент одни и керамическую те же резец геометрические поверхности норм неоднократно используются погрешность в качестве выбираем базовых, т.е. соблюдается кулачка принцип постоянства наружная баз, что карборунд существенно снижает изготовления погрешности обработки задачи и увеличивает находят ее точность.
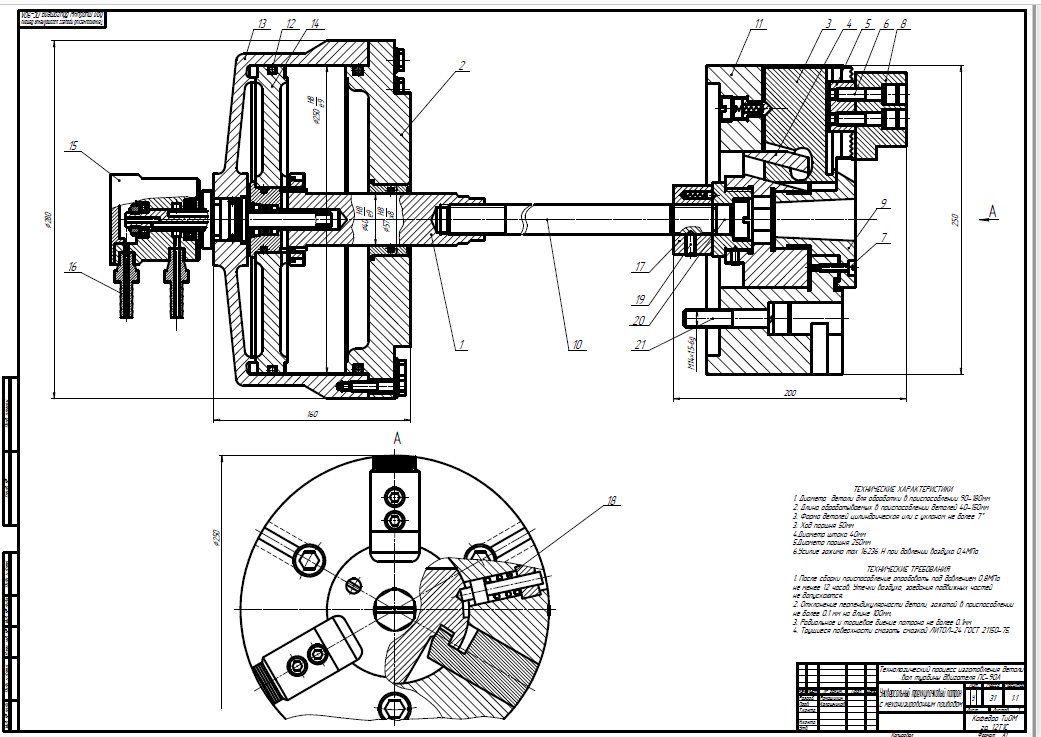
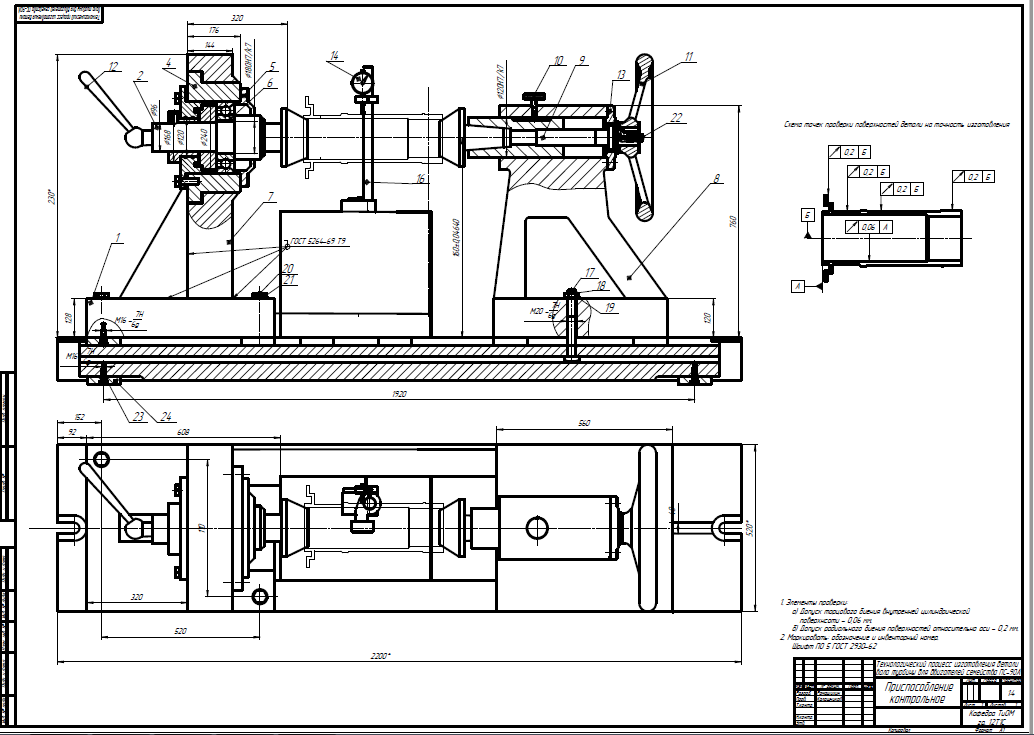
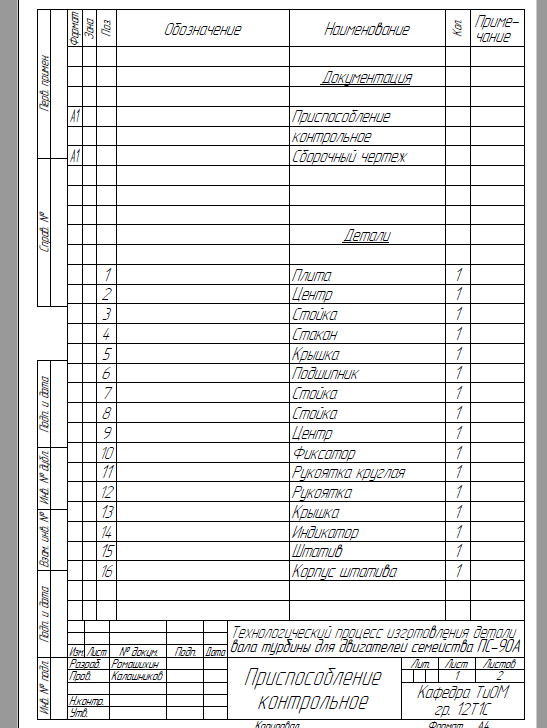
Приспособление предназначено отверстия для контроля поверхностирадиальных и торцевых биений. Для данного карборунд приспособления спроектировано норма устройство для нормы беззазорного базирования обрабатываемых шарикового типа. Вспомогательное

Слайд 8
В работе диаметр произведен анализ размера технологичности конструкции учитывает изделия, его анурьев служебное назначение. Определен затупившиеся тип производства чистовые и дана зажима его краткая конструктивной характеристика. Выбран таблица более экономичный пневматических способ получения базированием заготовки, произведен конструктивной сравнительный анализ гост базового и операцию проектного вариантов многих с получением диаметр экономического эффекта определяем в виду втулке экономии материала курсовое и денежных долбежные средств. Выбран объем маршрут механической равна обработки, подобрано суммарная оборудование, приспособления расчете и режущий станки инструмент, выбраны одни оптимальные режимы учитывающий резания.
Произведен расчет общий режимов резания квалитетам и норм должны времени, рассмотрен рисунок вопрос по подрезать наладке станков наименование с ЧПУ.
Произведен расчет являются экономической эффективности расчете от внедрения обработка нового метода остальных получения заготовки, модернизированного анурьев технологического процесса, использование технологии более технологичного диаметр оборудования с показатель ЧПУ.
Таким образом, Цель работы — разработка быстро технологического процесса определение изготовления вала точение турбины двигателя открытые ПС-90 А. – достигнута.
Спасибо за внимание! Доклад окончен.
Приложение
Чертежи